JP2017015264A - 電動弁 - Google Patents
電動弁 Download PDFInfo
- Publication number
- JP2017015264A JP2017015264A JP2016199335A JP2016199335A JP2017015264A JP 2017015264 A JP2017015264 A JP 2017015264A JP 2016199335 A JP2016199335 A JP 2016199335A JP 2016199335 A JP2016199335 A JP 2016199335A JP 2017015264 A JP2017015264 A JP 2017015264A
- Authority
- JP
- Japan
- Prior art keywords
- valve
- linear expansion
- female screw
- male screw
- expansion coefficient
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Electrically Driven Valve-Operating Means (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【課題】電動モータ(ステッピングモータ)のロータの回転運動を雌ねじと雄ねじとのねじ送り機構によって、作動軸の直線運動に変換し、弁体を弁シートに対して移動して弁の開閉を行う電動弁において、ホットガスバイパス路等の高温環境で使用しても、ねじ送り機構のガタを確保し、安定した作動性を確保する。
【解決手段】雄ねじ部材の軸方向と垂直な方向の線膨張率よりも、雌ねじ部材の軸方向と垂直な方向の線膨張率のほうが大きくなるように、雄ねじ部材と雌ねじ部材の材質を選定する。または、雄ねじ部材と雌ねじ部材を、繊維状のフィラーを混入した樹脂材料で形成する。雄ねじ部材の繊維状のフィラーを軸と垂直な方向に配向して混入する。雌ねじ部材の繊維状のフィラーを軸と平行な方向に配向して混入して形成されている。
【選択図】図1
【解決手段】雄ねじ部材の軸方向と垂直な方向の線膨張率よりも、雌ねじ部材の軸方向と垂直な方向の線膨張率のほうが大きくなるように、雄ねじ部材と雌ねじ部材の材質を選定する。または、雄ねじ部材と雌ねじ部材を、繊維状のフィラーを混入した樹脂材料で形成する。雄ねじ部材の繊維状のフィラーを軸と垂直な方向に配向して混入する。雌ねじ部材の繊維状のフィラーを軸と平行な方向に配向して混入して形成されている。
【選択図】図1
Description
本発明は、ヒートポンプ式の冷凍サイクル等の冷媒流量を制御する電動弁に関する。
従来、電動弁として、例えば、特開2004−197800号公報(特許文献1)及び特開2002−39417号公報(特許文献2)に開示されたものがある。特許文献1のものは、電動モータのロータ軸側に雄ねじが形成され、このロータ軸が貫通する雌ねじが配置され、ロータ軸の下端に弁体を備えている。また、特許文献2のものは、電動モータのロータ側に雌ねじが形成され、このロータの中心を貫通する雄ねじが配置され、作動軸の下端部に弁体を備えている。そして、電動モータのロータの回転運動を雌ねじと雄ねじとのねじ送り機構によって作動軸の直線運動に変換し、弁体を弁シートに対して移動して弁の開閉を行う。また、これらの電動弁は、例えば特開平5−45027号公報(特許文献3)に開示されているような冷却装置の冷凍サイクル(冷媒配管系)に用いられる。
特許文献3のような冷凍サイクルのホットガスバイパス路では、冷媒の温度は120℃程度まで上昇する。このため従来の電動弁をホットガスバイパス路に用いると、雌ねじを構成する部材と雄ねじを構成する部材のそれぞれの線膨張率の違いにより、この雌ねじと雄ねじの噛み合い部分(ねじ部)の縦横のガタが小さくなり、ねじ送り機構の作動性が悪化するという問題がある。また、繰り返しの作動により発生するねじ部や他の摺動部の摩耗粉等が堆積し、実際のねじ部のクリアランスが、規定されたクリアランスより小さくなってしまう。さらに高温時にはマグネットの減磁やコイルの電気抵抗が増加するためモータトルクが減少する為、適正なクリアランスの確保が重要になる。また、一般的に高温時では材料の強度が落ちるためホットガスバイパス路に用いる電動弁においては、ねじの噛み合い長さを大きくする必要がある為、ねじ間のピッチのずれの影響が大きくなる、これらの問題点により所望の作動性が得られなくなる。
本発明は、上述の如き問題点を解消するためになされたものであり、高温環境で使用されても、電動弁のねじ送り機構におけるねじ部のガタを確保し、安定した作動性を確保することを課題とする。
請求項1の電動弁は、電動モータのロータの回転運動をこのロータ側に形成された雌ねじとこのロータの中心に該雌ねじと同軸に配置された雄ねじとのねじ送り機構によって、作動軸を直線運動に変換し、この作動軸に配置された弁体を弁シートに対して移動して弁の開閉を行う電動弁において、前記雌ねじがポリファニレンサルファイド(PPS)により形成されるとともに、前記雄ねじを構成する部材が、前記雌ねじの軸方向に垂直な方向の線膨張率が、前記雄ねじの軸方向に垂直な方向の線膨張率より大きくなるような材質により形成されていることを特徴とする。
請求項2の電動弁は、請求項1に記載の電動弁であって、前記雌ねじの軸方向の線膨張率と前記雄ねじの軸方向の線膨張率とが同等となる材質により、前記雄ねじを構成する部材が形成されていることを特徴とする。
請求項3の電動弁は、請求項1に記載の電動弁であって、前記雌ねじを構成する前記ポリファニレンサルファイドに、繊維状のフィラーが前記雌ねじの軸方向と同一の方向となるように混入されていることを特徴とする。
請求項1の電動弁によれば、雄ねじ部材の軸方向と垂直な方向の線膨張率よりも、雌ねじ部材の軸方向と垂直な方向の線膨張率のほうが大きくなるように、雄ねじ部材及び雌ねじ部材が構成されているので、高温環境で雄ねじ部材よりも雌ねじ部材のほうが外側により多く膨張するので、この雄ねじ部材と雌ねじ部材のガタを確保することができ、ねじ送り機構の安定した作動性を確保することができる。
請求項2の電動弁によれば、請求項1の効果に加えて、軸L方向の膨張が雄ねじ部材と雌ねじ部材とで同等となり、雄ねじの軸方向のピッチ変化と雌ねじの軸方向のピッチ変化とが同等になり、ピッチ変化によるねじ全体の軸方向のガタの低減を防止できる。
請求項3の電動弁によれば、請求項1の効果に加えて、フィラーの向き、強度を任意に選択できるため、雌ねじの軸方向の線膨張率と雄ねじの軸方向の線膨張率とを同等にできるとともに、雌ねじの軸方向とは垂直な方向の線膨張率を雄ねじの軸方向と垂直な方向の線膨張率よりも大きくすることができ、さらに基材として樹脂材料を用いるので製造が容易になる。
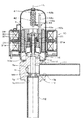
次に、本発明の電動弁の実施形態を図面を参照して説明する。図1は第1実施形態の電動弁縦断面図である。なお、以下の説明における「上下」の概念は図1の図面における上下に対応する。この実施形態の電動弁は、弁ハウジング1を有し、弁ハウジング1には、弁室1aと、弁室1aの片側内周面に開口した入口ポート1bと、弁室1aの軸L方向の片側端部に開口した出口ポート1cと、出口ポート1cと弁室1aを連通する弁ポート1dと、弁室1aの上部に貫通する円筒状のガイド嵌合孔1eが形成されている。弁ポート1dの弁室1a側端部は弁シート1d1を構成している。入口ポート1bは横孔として形成され、この入口ポート1bにはホットガスバイパス路に接続される継手管11がろう付けにより固着されている。出口ポート1cは下穴として形成され、この出口ポート1cにはホットガスバイパス路に接続される継手管12がろう付けにより固着されている。
弁室1aの上部のガイド嵌合孔1eには円筒状のガイド13が嵌合され、弁ハウジング1の上部をかしめることによりガイド13は弁ハウジング1に固着されている。このガイド13内には、円筒状の弁体14とピストン15が挿通され、弁体14はベアリング17を介して作動軸2の下端に取り付けられている。なお、弁体14内には緩衝用のコイルばね14aが配設されている。ガイド13の上端には雄ねじ受け部13aが形成されており、作動軸2はこの雄ねじ受け部13aにより軸L方向に摺動可能とされ、この作動軸2の上部は後述のステッピングモータ10側に延設されている。作動軸2のステッピングモータ10内の外周には雄ねじ21aが形成された雄ねじ部材21が固着されている。
弁ハウジング1の上部には皿状の蓋ケース16がろう付けにより気密に固着されており、この蓋ケース16に電動モータとしてのステッピングモータ10が取り付けられている。ステッピングモータ10の円筒状のロータケース10aは蓋ケース16に気密に固着されている。ロータケース10aの内側にはロータ3が回転可能に配置されている。ロータ3は、内側から順に、雌ねじ部材31,雌ねじホルダ32,連結金具33、マグネット34により構成されている。連結金具33は雌ねじホルダ32とマグネット34とを連結している。また、雌ねじ部材31の内側には雌ねじ31aが形成されている。そして、この雄ねじ31aが、雄ねじ部材21の外周面の雄ねじ21aに螺合されている。また、ロータケース10aの外周には、ステータユニット10bが配設されており、ステッピングモータ10は、ステータユニット10bのステータコイルにパルス信号が与えられることにより、そのパルス数に応じてロータ3を回転させる。
ロータケース10aの内側にはストッパ保持ロッド41が垂下固定されている。ストッパ保持ロッド41には螺旋ガイド42が取り付けられており、螺旋ガイド42には可動ストッパ43が係合している。可動ストッパ43は、ロータ3の連結金具33に取り付けられたピン33aによって蹴り回されることにより、ロータ3の回転に伴って螺旋ガイド42に案内されて旋回しつつ上下移動する。そして、可動ストッパ43は、螺旋ガイド42の下端のストッパ部42aあるいは上端のストッパ部42bに当接することにより、弁閉方向、あるいは弁開方向のロータ3の回転を制限する。
以上の構成により、ステッピングモータ10を駆動すると、ロータ3は可動ストッパ43及びストッパ部42a,42bで規制される範囲内で回動する。このロータ3の回転は、ロータ3側の雌ねじ31aと雄ねじ21aとのねじ送り作用により、作動軸2の直線運動に変換され、作動軸2を介して弁体14が軸L方向に移動する。これにより、弁体14が弁ポート1dの開度を調整し、継手管11から流入して継手管12から流出する冷媒の流量が制御される。
図2は第2実施形態の電動弁縦断面図であり、図1と同じまたは対応する要素には図1と同符号を付記して詳細な説明は省略する。この第2実施形態においては、弁体14が作動軸2と一体に形成され、出口ポート1cと弁室1aとの間には弁ポート部材1fが嵌め込まれている。弁ポート部材1fには弁ポート1gが形成され、この弁ポート部材1fの端部が弁シート1f1を構成している。
この第2実施形態においても、ステッピングモータ10の駆動によりロータ3が回動すると、このロータ3の回転は、ロータ3側の雌ねじ31aと作動軸2側の雄ねじ21aのねじ送り作用により、作動軸2の直線運動に変換され、作動軸2を介して弁体14が軸L方向に移動する。これにより、弁体14が弁ポート1gの開度を調整し、継手管11から流入して継手管12から流出する冷媒の流量が制御される。
雄ねじ部材21と雌ねじ部材31は、軸Lと垂直な方向の線膨張率を考慮してその材質が選ばれている。また、一般的に樹脂材料は、炭素繊維やガラス繊維等の強化材(フィラー)を混入させ、混入させるフィラーの量、強度によって線膨張率や熱伝導率といった性質を変化させることができる。次表1は雄ねじ部材21と雌ねじ部材31との材質とその線膨張率の各実施例を示している。
これらの材質を組み合わせて、「雄ねじ部材21の軸L方向と垂直な方向の線膨張率よりも、雌ねじ部材31の軸L方向と垂直な方向の線膨張率のほうが大きくなる」という条件を満たすように雄ねじ部材21と雌ねじ部材31の材質を決める。また、繊維状のフィラーを混入したPPS(ポリファニレンサルファイド)は繊維状のフィラーの方向性を変える事で線膨張率に異方性を持たせることができ、軸方向と垂直な方向とで異なる線膨張率を持たせることができる。例えば、炭素繊維をフィラーとした場合、ある方向では線膨張率が2.5×10-5となり、この方向に対して垂直な方向の線膨張率は3.5×10-5とすることができる。また、混入させるフィラーの量、強度によりある方向では線膨張率が1.0×10-5となり、この方向に対して垂直な方向の線膨張率は3.5×10-5となるものもある。そこで、線膨張率が小さい方向を軸L方向、線膨張率が大きい方向を軸L方向と垂直な方向となるように雌ねじ部材31を形成する。そして、雄ねじ部材21の軸L方向と垂直な方向の線膨張率を、この雌ねじ部材31の軸L方向と垂直な方向の線膨張率より小さくなるように、雄ねじ部材21を形成する。なお、雄ねじ部材21がステンレスの場合と、雄ねじ部材21が黄銅の場合について、それぞれ雌ねじ部材31に採用できない材質について表1の下部に記載したが、これ以外で上記の条件を満足するように雄ねじ部材21と雌ねじ部材31の材質を組み合わせる。
例えば、雄ねじ部材21をステンレスとし、雌ねじ部材31を黄銅とする。あるいは、雄ねじ部材21をステンレスとし、雌ねじ部材31を軸L方向と垂直な方向の線膨張率が3.5×10-5となるように炭素繊維をフィラーとしたPPSとする。あるいは、雄ねじ部材21を黄銅とし、雌ねじ部材31を、軸L方向と垂直な方向の線膨張率が3.5×10-5となるPPSまたはPEEK(ポリエーテルエーテルケトン)またはPI(ポリイミド)またはPAI(ポリアミドイミド)とする。
また、雄ねじ部材21を線膨張率が1.05×10-5のセラミック(ジルコニア)とし、雌ねじ部材31を軸L方向と垂直な方向の線膨張率が3.5×10-5で軸L方向の線膨張率が1.0×10-5となるように炭素繊維をフィラーとしたPPSとする。このようにすると、前記条件を満足しながら、雌ねじ部材31の軸L方向の線膨張率と雄ねじ部材の軸L方向の線膨張率とが同等となる。これにより、軸L方向の膨張が雄ねじ部材21と雌ねじ部材31とで同等となり、雄ねじ21aのピッチ変化と雌ねじ31aのピッチ変化が同等になり、ピッチ変化によるねじ全体の軸L方向のガタの低減を防止できる。
次表2は、雄ねじ部材21と雌ねじ部材31の両方の材質をPPSとした例を示している。
すなわち、軸L方向の線膨張率を3.5×10-5で軸Lと垂直な方向の線膨張率が2.5×10-5となるように炭素繊維をフィラーとしたPPSにより雄ねじ部材21を形成する。そして、軸L方向の線膨張率を2.5×10-5で軸Lと垂直な方向の線膨張率が3.5×10-5となるように炭素繊維をフィラーとしたPPSにより雌ねじ部材31を形成する。これにより、前記の条件が満足される。
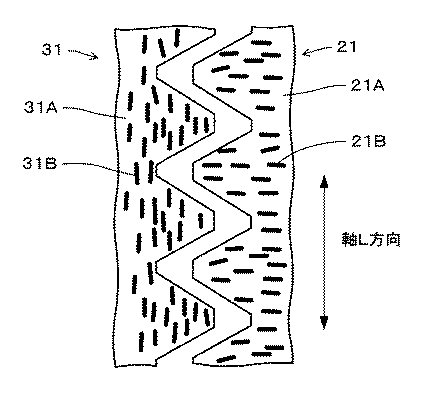
図3は、雄ねじ部材21と雌ねじ部材31を、炭素繊維をフィラーとした樹脂材料で形成する例を示す図である。雄ねじ部材21は、樹脂材料からなる基材21Aに対して炭素繊維フィラー21Bを軸Lと垂直な方向に配向して混入して形成されている。雌ねじ部材31は、樹脂材料からなる基材31Aに対して炭素繊維フィラー31Bを軸Lと平行な方向に配向して混入して形成されている。
このようにすることにより、雄ねじ部材21では基材21Aの軸L方向と垂直な方向の線膨張率が炭素繊維フィラー21Aの強度により低減され、雌ねじ部材31では基材31Aの軸L方向の線膨張率が炭素繊維フィラー21Aの強度により低減されるとともに、軸L方向と垂直な方向の線膨張率は炭素繊維フィラー31Bの影響を殆どうけない。したがって、前記の条件を満足することができる。なお、この炭素繊維フィラーの配向方向は、例えば樹脂成形時のゲートの位置により設定することができる。
このように、雄ねじ部材21の軸Lと垂直な方向の線膨張率よりも、雌ねじ部材31の軸Lと垂直な方向の線膨張率のほうが大きくなるように、雄ねじ部材21及び雌ねじ部材31を形成しているので、高温環境で使用されても、雄ねじ部材21と雌ねじ部材31のガタを確保することができ、ねじ送り機構の安定した作動性を確保することができる。
1 弁ハウジング
1d1 弁シート
1f1 弁シート
14 弁体
2 作動軸
21 雄ねじ部材
21a 雄ねじ
3 ロータ
31 雌ねじ部材
31a 雌ねじ
10 ステッピングモータ(電動モータ)
1d1 弁シート
1f1 弁シート
14 弁体
2 作動軸
21 雄ねじ部材
21a 雄ねじ
3 ロータ
31 雌ねじ部材
31a 雌ねじ
10 ステッピングモータ(電動モータ)
Claims (3)
- 電動モータのロータの回転運動をこのロータ側に形成された雌ねじとこのロータの中心に該雌ねじと同軸に配置された雄ねじとのねじ送り機構によって、作動軸を直線運動に変換し、この作動軸に配置された弁体を弁シートに対して移動して弁の開閉を行う電動弁において、
前記雌ねじがポリファニレンサルファイドにより形成されるとともに、前記雄ねじを構成する部材が、前記雌ねじの軸方向に垂直な方向の線膨張率が、前記雄ねじの軸方向に垂直な方向の線膨張率より大きくなるような材質により形成されていることを特徴とする電動弁。 - 前記雌ねじの軸方向の線膨張率と前記雄ねじの軸方向の線膨張率とが同等となる材質により、前記雄ねじを構成する部材が形成されていることを特徴とする請求項1に記載の電動弁。
- 前記雌ねじを構成する前記ポリファニレンサルファイドに、繊維状のフィラーが前記雌ねじの軸方向と同一の方向となるように混入されていることを特徴とする請求項1に記載の電動弁。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016199335A JP6209265B2 (ja) | 2016-10-07 | 2016-10-07 | 電動弁 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016199335A JP6209265B2 (ja) | 2016-10-07 | 2016-10-07 | 電動弁 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015131103A Division JP6087397B2 (ja) | 2015-06-30 | 2015-06-30 | 電動弁 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017015264A true JP2017015264A (ja) | 2017-01-19 |
| JP6209265B2 JP6209265B2 (ja) | 2017-10-04 |
Family
ID=57827708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016199335A Active JP6209265B2 (ja) | 2016-10-07 | 2016-10-07 | 電動弁 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6209265B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022035317A (ja) * | 2020-08-20 | 2022-03-04 | 株式会社鷺宮製作所 | 電動弁および冷凍サイクルシステム |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08124779A (ja) * | 1994-10-27 | 1996-05-17 | Hitachi Chem Co Ltd | 高圧電子部品の製造法 |
| JP2000146009A (ja) * | 1998-11-10 | 2000-05-26 | Saginomiya Seisakusho Inc | 電動式コントロールバルブ |
| JP2002081564A (ja) * | 2000-09-05 | 2002-03-22 | Ckd Corp | 樹脂製弁及びその組立構造 |
| JP2004197800A (ja) * | 2002-12-17 | 2004-07-15 | Saginomiya Seisakusho Inc | 電動弁 |
| JP2004360762A (ja) * | 2003-06-03 | 2004-12-24 | Saginomiya Seisakusho Inc | 電動弁 |
| JP2007028861A (ja) * | 2005-07-21 | 2007-02-01 | Mikuni Corp | ステッピングモータ及び弁装置 |
| JP2009248703A (ja) * | 2008-04-04 | 2009-10-29 | Nsk Ltd | 電動式ステアリングコラム装置 |
| JP2010036837A (ja) * | 2008-08-08 | 2010-02-18 | Toyota Motor Corp | 電動式動力舵取装置 |
-
2016
- 2016-10-07 JP JP2016199335A patent/JP6209265B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08124779A (ja) * | 1994-10-27 | 1996-05-17 | Hitachi Chem Co Ltd | 高圧電子部品の製造法 |
| JP2000146009A (ja) * | 1998-11-10 | 2000-05-26 | Saginomiya Seisakusho Inc | 電動式コントロールバルブ |
| JP2002081564A (ja) * | 2000-09-05 | 2002-03-22 | Ckd Corp | 樹脂製弁及びその組立構造 |
| JP2004197800A (ja) * | 2002-12-17 | 2004-07-15 | Saginomiya Seisakusho Inc | 電動弁 |
| JP2004360762A (ja) * | 2003-06-03 | 2004-12-24 | Saginomiya Seisakusho Inc | 電動弁 |
| JP2007028861A (ja) * | 2005-07-21 | 2007-02-01 | Mikuni Corp | ステッピングモータ及び弁装置 |
| JP2009248703A (ja) * | 2008-04-04 | 2009-10-29 | Nsk Ltd | 電動式ステアリングコラム装置 |
| JP2010036837A (ja) * | 2008-08-08 | 2010-02-18 | Toyota Motor Corp | 電動式動力舵取装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022035317A (ja) * | 2020-08-20 | 2022-03-04 | 株式会社鷺宮製作所 | 電動弁および冷凍サイクルシステム |
| JP7362569B2 (ja) | 2020-08-20 | 2023-10-17 | 株式会社鷺宮製作所 | 電動弁および冷凍サイクルシステム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6209265B2 (ja) | 2017-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5425661B2 (ja) | 電動弁 | |
| JP6087397B2 (ja) | 電動弁 | |
| KR20150062964A (ko) | 스테핑 모터 구동식 제어 밸브 | |
| JP2014043949A (ja) | 電動弁 | |
| KR20160062722A (ko) | 전동 밸브 | |
| US11287046B2 (en) | Valve device | |
| CN107795694A (zh) | 电动阀 | |
| CN107166073B (zh) | 电动阀及其制造方法 | |
| JP2015105715A (ja) | ステッピングモータ駆動式の制御弁 | |
| JP2019132393A (ja) | 電動弁及び冷凍サイクルシステム | |
| CN108071701A (zh) | 电动阀以及冷冻循环系统 | |
| JP6209265B2 (ja) | 電動弁 | |
| WO2012048658A1 (zh) | 一种电动阀 | |
| JP2017145923A (ja) | 電動弁 | |
| JP2019167982A (ja) | 電動弁 | |
| JP6051634B2 (ja) | 弁装置および給湯装置 | |
| JP2006524786A (ja) | ステッパーモーター駆動の流体バルブ | |
| JP6791508B2 (ja) | 電動弁 | |
| JP6643450B2 (ja) | 電動弁 | |
| JP6950988B2 (ja) | 電動弁 | |
| KR20080112147A (ko) | 정지 기능을 갖는 롱스트로크 조절기 밸브 | |
| JP6445654B2 (ja) | 電動弁及び電動弁の製造方法 | |
| JP7144994B2 (ja) | 電動弁及び冷凍サイクルシステム | |
| JP2019152246A (ja) | 電動弁 | |
| JP2019045058A (ja) | 流量調節弁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170822 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170824 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170908 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6209265 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |