JP2017015205A - 断熱材およびその製造方法、その断熱材を使用した電子機器 - Google Patents
断熱材およびその製造方法、その断熱材を使用した電子機器 Download PDFInfo
- Publication number
- JP2017015205A JP2017015205A JP2015134013A JP2015134013A JP2017015205A JP 2017015205 A JP2017015205 A JP 2017015205A JP 2015134013 A JP2015134013 A JP 2015134013A JP 2015134013 A JP2015134013 A JP 2015134013A JP 2017015205 A JP2017015205 A JP 2017015205A
- Authority
- JP
- Japan
- Prior art keywords
- insulating material
- heat insulating
- fiber
- layer
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Laminated Bodies (AREA)
- Thermal Insulation (AREA)
Abstract
【解決手段】繊維11にシリカエアロゲル12を担持させた断熱材10の少なくとも片側の表面に、熱融着した空隙率が65%以下、最大開口径が100μm未満である融着層14を形成する。
【選択図】図1
Description
繊維にシリカエアロゲルを含浸させる含浸工程と、繊維の内、シリカエアロゲルを含有率が5%以下の繊維部分の表面を、繊維のガラス転移温度以上、融点以下の温度で加熱して融着させる融着工程と、を含む断熱材の製造方法を用いる。
(実施の形態)
<断熱材10の構成>
図1に実施の形態の断熱材10の断面図を示す。図1において、断熱材10は、繊維11にシリカエアロゲル12を坦持させた複合層13と、複合層13の少なくとも片側の表面に繊維11を熱融着した融着層14と、を有する。
この実施の形態では、携帯機器などのスペースが限られた空間に用いる断熱材10を目的としている。断熱材10の電子機器への適用例を説明する為、スマートフォンの断面図を図2に示す。筐体31の間に、液晶パネル32、基板33とそれに設置されたCPU34およびIC部品35、CPU34に接触して配置されるグラファイトシート36が配置されている。
また、断熱材10は、繊維11の空隙をナノサイズの多孔質を有するシリカエアロゲル12を担持させたものである。シリカエアロゲル12単体の熱伝導率は、0.01W/m・K〜0.015W/m・Kである。このため、断熱材10の熱伝導率は、少なくとも0.01mW/m・K以上になる。
繊維11の繊維径は、0.1〜30μmであることが望ましい。
シリカエアロゲル12は、背景技術の図6に示したように、1nm程度の径をもつシリカ1次粒子51が集合して形成された10nm前後の径を持つシリカ2次粒子52が、10〜60nm程度の粒子間距離の空隙53をもつ網目構造の集合体である。
繊維11にシリカエアロゲル12を坦持させた複合層13は、繊維11の隙間の空間にシリカエアロゲル12を充填することにより坦持させたものである。
繊維11を熱融着した融着層14は、シリカエアロゲル12は含まず、繊維11を熱で溶かした層である。繊維11は、糸状の繊維が、絡まりあっている。繊維同士の間は空間である。
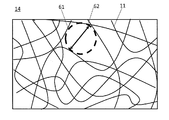
融着層14の開口径とは、融着層14を貫通する貫通する通路の断面で、円近似した時の直径である。最大の開口径とは、全通路の全断面の中で、最大の円を描いた時の直径である。図4は、融着層14の断面図である。最も大きい円は、円61である。この円である開口径は、開口径62である。この時、開口径62以上の粒子は、融着層14を通過できないことを意味する。
図3(a)、図3(b)に、従来の断熱材の表層のSEM写真を示す。図3(a)は、繊維径10μm、嵩密度0.098g/cm3の不織布を用いて作製した断熱材の表層である。図3(b)は、繊維径10μm、嵩密度0.23g/cm3の不織布を用いて作製した断熱材の表層である。
従って、融着層14中の繊維11の最大の開口径は、100μm未満にする。このことで、上記ひび割れたシリカエアロゲル12の片を融着層14中に保持できる。断熱材10の外部へシリカエアロゲル12の片を放出しない。シリカエアロゲル12の片の外部への影響を防止できる。
断熱材10の製造方法の一例を図5(a)〜図5(d)に示す。図5(a)〜図5(c)が断熱材10の少なくとも片側の表面にシリカエアロゲル12の体積が繊維の体積の5%以下の融着層41を形成する工程である。図5(d)は、融着層41の表面を繊維のガラス点移転温度以上、融点以下の温度で加熱して融着させる工程である。
上記実施の形態、実施例は、それぞれ組み合わせることができる。
11 繊維
12 シリカエアロゲル
13 複合層
14 融着層
31 筐体
32 液晶パネル
33 基板
34 CPU
35 IC部品
36 グラファイトシート
41 融着層
42 ゾル液
51 シリカ1次粒子
52 シリカ2次粒子
53 空隙
61 円
62 開口径
114 第1融着層
115 第2融着層
Claims (8)
- 繊維同士が融着された融着層と、
前記融着層と積層され、繊維とシリカエアロゲルを含む複合層と、を含み、
前記融着層の最大開口径が100μm未満である断熱材。 - 前記融着層に、前記シリカエアロゲルが付着し、
前記シリカエアロゲルの密度は、前記融着層の体積の5体積%以下である請求項1に記載の断熱材。 - 前記複合層の両面に前記融着層がある請求項1または2記載の断熱材。
- 前記融着層は、複数あり、各層で、空隙率と平均開口径とが異なる請求項1〜3のいずれか1項に記載の断熱材。
- 前記繊維の繊維径は、0.1〜30μmであり、
前記繊維の嵩密度は、0.05〜0.3g/m3以下である請求項1〜4のいずれか1項に記載の断熱材。 - 前記断熱材の熱伝導率が、0.01〜0.1W/m・Kである請求項1〜5のいずれか1項に記載の断熱材。
- 繊維にシリカエアロゲルを含浸させる含浸工程と、
前記繊維の内、前記シリカエアロゲルを含有率が5%以下の繊維部分の表面を、前記繊維のガラス転移温度以上、融点以下の温度で加熱して融着させる融着工程と、
を含む断熱材の製造方法。 - 請求項1〜6のいずれかに1項に記載の前記断熱材が放熱材とともに、
発熱箇所と筐体の間に配置されている電子機器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015134013A JP6600808B2 (ja) | 2015-07-03 | 2015-07-03 | 断熱材およびその製造方法、その断熱材を使用した電子機器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015134013A JP6600808B2 (ja) | 2015-07-03 | 2015-07-03 | 断熱材およびその製造方法、その断熱材を使用した電子機器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017015205A true JP2017015205A (ja) | 2017-01-19 |
| JP6600808B2 JP6600808B2 (ja) | 2019-11-06 |
Family
ID=57830195
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015134013A Active JP6600808B2 (ja) | 2015-07-03 | 2015-07-03 | 断熱材およびその製造方法、その断熱材を使用した電子機器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6600808B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017110618A1 (ja) * | 2015-12-24 | 2017-06-29 | 株式会社村田製作所 | 樹脂シート、樹脂シートの製造方法および樹脂多層基板の製造方法 |
| CN109898332A (zh) * | 2017-12-08 | 2019-06-18 | 松下知识产权经营株式会社 | 绝热材 |
| CN111005213A (zh) * | 2018-10-05 | 2020-04-14 | 松下知识产权经营株式会社 | 绝热材料及其制造方法和使用了其的电子设备及汽车 |
| CN111316465A (zh) * | 2017-11-17 | 2020-06-19 | 日东电工株式会社 | 电池罩 |
| WO2020208756A1 (ja) * | 2019-04-10 | 2020-10-15 | 日立化成株式会社 | 複合材料、シート及び断熱材 |
| CN113614983A (zh) * | 2019-03-27 | 2021-11-05 | 三洋电机株式会社 | 电源装置和电动车辆 |
| JP2022055295A (ja) * | 2020-09-28 | 2022-04-07 | 住友理工株式会社 | 断熱材用組成物および断熱材 |
| US12018790B2 (en) | 2017-09-06 | 2024-06-25 | Panasonic Holdings Corporation | Heat insulator |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001082681A (ja) * | 1999-09-13 | 2001-03-30 | Matsushita Electric Ind Co Ltd | 断熱材および複合断熱材 |
| JP2002333092A (ja) * | 2001-05-09 | 2002-11-22 | Kanegafuchi Chem Ind Co Ltd | 繊維・微粒子複合断熱材 |
| KR20120028633A (ko) * | 2010-09-15 | 2012-03-23 | 주식회사 지오스 | 에어로겔이 포함된 단열 부직포 제조방법 |
| WO2014004366A1 (en) * | 2012-06-26 | 2014-01-03 | Cabot Corporation | Flexible insulating structures and methods of making and using same |
| JP2014035044A (ja) * | 2012-08-09 | 2014-02-24 | Panasonic Corp | 断熱材及びその製造方法 |
| WO2014132652A1 (ja) * | 2013-02-28 | 2014-09-04 | パナソニック株式会社 | エアロゲルを用いた断熱構造体 |
| US20140273701A1 (en) * | 2013-03-15 | 2014-09-18 | Cabot Corporation | Aerogel blanket and method of production |
| JP2015048543A (ja) * | 2013-08-30 | 2015-03-16 | アキレス株式会社 | 繊維基材及び該繊維基材を用いた断熱マット |
| JP2015068465A (ja) * | 2013-09-30 | 2015-04-13 | パナソニックIpマネジメント株式会社 | 断熱シート及び断熱材 |
| JP2015084402A (ja) * | 2013-09-17 | 2015-04-30 | パナソニックIpマネジメント株式会社 | 複合シート |
| JP2015124779A (ja) * | 2013-12-25 | 2015-07-06 | パナソニックIpマネジメント株式会社 | 断熱材及びその製造方法 |
| JP2016028880A (ja) * | 2014-07-18 | 2016-03-03 | パナソニックIpマネジメント株式会社 | 複合シートとその製造方法および複合シートを用いた電子機器 |
-
2015
- 2015-07-03 JP JP2015134013A patent/JP6600808B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001082681A (ja) * | 1999-09-13 | 2001-03-30 | Matsushita Electric Ind Co Ltd | 断熱材および複合断熱材 |
| JP2002333092A (ja) * | 2001-05-09 | 2002-11-22 | Kanegafuchi Chem Ind Co Ltd | 繊維・微粒子複合断熱材 |
| KR20120028633A (ko) * | 2010-09-15 | 2012-03-23 | 주식회사 지오스 | 에어로겔이 포함된 단열 부직포 제조방법 |
| WO2014004366A1 (en) * | 2012-06-26 | 2014-01-03 | Cabot Corporation | Flexible insulating structures and methods of making and using same |
| JP2014035044A (ja) * | 2012-08-09 | 2014-02-24 | Panasonic Corp | 断熱材及びその製造方法 |
| WO2014132652A1 (ja) * | 2013-02-28 | 2014-09-04 | パナソニック株式会社 | エアロゲルを用いた断熱構造体 |
| US20140273701A1 (en) * | 2013-03-15 | 2014-09-18 | Cabot Corporation | Aerogel blanket and method of production |
| JP2015048543A (ja) * | 2013-08-30 | 2015-03-16 | アキレス株式会社 | 繊維基材及び該繊維基材を用いた断熱マット |
| JP2015084402A (ja) * | 2013-09-17 | 2015-04-30 | パナソニックIpマネジメント株式会社 | 複合シート |
| JP2015068465A (ja) * | 2013-09-30 | 2015-04-13 | パナソニックIpマネジメント株式会社 | 断熱シート及び断熱材 |
| JP2015124779A (ja) * | 2013-12-25 | 2015-07-06 | パナソニックIpマネジメント株式会社 | 断熱材及びその製造方法 |
| JP2016028880A (ja) * | 2014-07-18 | 2016-03-03 | パナソニックIpマネジメント株式会社 | 複合シートとその製造方法および複合シートを用いた電子機器 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017110618A1 (ja) * | 2015-12-24 | 2017-06-29 | 株式会社村田製作所 | 樹脂シート、樹脂シートの製造方法および樹脂多層基板の製造方法 |
| US12018790B2 (en) | 2017-09-06 | 2024-06-25 | Panasonic Holdings Corporation | Heat insulator |
| CN111316465A (zh) * | 2017-11-17 | 2020-06-19 | 日东电工株式会社 | 电池罩 |
| CN111316465B (zh) * | 2017-11-17 | 2023-11-24 | 日东电工株式会社 | 电池罩 |
| CN109898332A (zh) * | 2017-12-08 | 2019-06-18 | 松下知识产权经营株式会社 | 绝热材 |
| CN111005213A (zh) * | 2018-10-05 | 2020-04-14 | 松下知识产权经营株式会社 | 绝热材料及其制造方法和使用了其的电子设备及汽车 |
| CN113614983A (zh) * | 2019-03-27 | 2021-11-05 | 三洋电机株式会社 | 电源装置和电动车辆 |
| WO2020208756A1 (ja) * | 2019-04-10 | 2020-10-15 | 日立化成株式会社 | 複合材料、シート及び断熱材 |
| CN113906094A (zh) * | 2019-04-10 | 2022-01-07 | 昭和电工材料株式会社 | 复合材料、片材及绝热材料 |
| US12331195B2 (en) | 2019-04-10 | 2025-06-17 | Showa Denko Materials Co., Ltd. | Composite material, sheet, and heat insulator |
| JP2022055295A (ja) * | 2020-09-28 | 2022-04-07 | 住友理工株式会社 | 断熱材用組成物および断熱材 |
| JP7646416B2 (ja) | 2020-09-28 | 2025-03-17 | 住友理工株式会社 | 断熱材用組成物および断熱材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6600808B2 (ja) | 2019-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6600808B2 (ja) | 断熱材およびその製造方法、その断熱材を使用した電子機器 | |
| JP6393902B2 (ja) | 複合材料と電子機器 | |
| JP6771195B2 (ja) | 断熱材およびそれを使用した機器と断熱材の製造方法 | |
| JP6435507B2 (ja) | 複合シートとその製造方法および複合シートを用いた電子機器 | |
| JP6361022B2 (ja) | 複合シート | |
| KR101855033B1 (ko) | 단열 시트와 그것을 이용한 전자기기, 및 단열 시트의 제조 방법 | |
| JP2018204708A (ja) | 断熱材とそれを用いた発熱ユニット、および、電池ユニット | |
| JP6967709B2 (ja) | 断熱材およびその断熱材を用いた機器 | |
| JPWO2018110055A1 (ja) | 断熱シートおよびその製造方法およびこれを用いた二次電池 | |
| JP2021050825A (ja) | 断熱材とその断熱材を使用した機器 | |
| US20170197378A1 (en) | Composite sheet and manufacturing method therefor | |
| CN107091392A (zh) | 绝热件及其制造方法 | |
| CN105744810B (zh) | 一种终端的壳体和移动终端 | |
| CN105792619A (zh) | 散热装置和移动终端 | |
| JP2017198272A (ja) | 断熱材およびその製造方法、その断熱材を使用した電子機器 | |
| CN103903683A (zh) | 各向异性导电膜及其制备方法 | |
| CN111712666B (zh) | 隔热体及其制造方法 | |
| CN110805788B (zh) | 一种高温环境中平面设备保温用的梯度结构绝热材料 | |
| Liu et al. | Flexible and Hierarchical Structured Alumina Boron Nitride Nanofibrous Aerogel for Thermal Superinsulation in Extreme Conditions | |
| CN109715384A (zh) | 隔热片及其制造方法 | |
| Zhao et al. | Electrostatic self‐assembly of barnacle‐like modified BN@ ND hetero‐structured fillers to synergistic enhanced thermal conductivity of PI composite films | |
| JP2020169715A (ja) | 断熱シートおよびその断熱シートを用いた電子機器と電池ユニット | |
| JP7253690B2 (ja) | 断熱シートおよびその製造方法 | |
| KR20240109210A (ko) | 저유전 단열 테이프, 이의 제조방법 및 이를 포함하는 모바일 기기 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20160523 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180420 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20190116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190327 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190909 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6600808 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |