JP2016016590A - 車両用樹脂部品の射出成形型 - Google Patents
車両用樹脂部品の射出成形型 Download PDFInfo
- Publication number
- JP2016016590A JP2016016590A JP2014140948A JP2014140948A JP2016016590A JP 2016016590 A JP2016016590 A JP 2016016590A JP 2014140948 A JP2014140948 A JP 2014140948A JP 2014140948 A JP2014140948 A JP 2014140948A JP 2016016590 A JP2016016590 A JP 2016016590A
- Authority
- JP
- Japan
- Prior art keywords
- piece member
- mold
- cavity
- resin
- movable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Abstract
Description
したがって、特許文献1の技術を用いて薄肉化したカバー部材110の表面にヒケ111が発生することを防止し、かつ、リブ120の薄肉部121における強度を確保することは困難であった。
(1)可動型と固定型とを備え、当該可動型及び固定型で形成するキャビティに溶融樹脂を充填して、表面に意匠面を有するパネル本体と当該パネル本体の裏面に立設し基端側の薄肉部の肉厚が先端側の厚肉部の肉厚より薄く形成された段付き補強リブとを有する車両用樹脂部品を形成する車両用樹脂部品の射出成形型であって、
前記可動型には、第1駒部材と第2駒部材とを備え、前記第1駒部材と前記第2駒部材との隙間に、前記段付き補強リブを形成するリブ・キャビティ部を設けたこと、
前記第1駒部材は、前記キャビティに溶融樹脂が充填完了された後、前記段付き補強リブの高さ方向への収縮動作時に前記段付き補強リブの厚肉部に押されて前記パネル本体と近接する方向へ移動可能に形成されたことを特徴とする。
また、第1駒部材は、キャビティに溶融樹脂が充填完了された後、段付き補強リブの高さ方向への収縮動作時に段付き補強リブの厚肉部に押されてパネル本体と近接する方向へ移動可能に形成されたので、パネル本体には段付き補強リブの収縮動作に伴う引張力が作用せず、パネル本体の表面に発生するヒケを大幅に低減することができる。また、上記引張力は段付き補強リブの薄肉部にも作用しないので、段付き補強リブの薄肉部が破断するおそれを大幅に低減することができる。
よって、本発明によれば、パネル本体の表面における面品質不具合(ヒケ等)を低減して、パネル本体及び段付き補強リブの薄肉化と高剛性化を実現する車両用樹脂部品の射出成形型を提供することができる。
前記第2駒部材は、前記キャビティに溶融樹脂が充填完了された後、前記パネル本体から離間する方向へ移動可能に形成されたことを特徴とする。
その結果、段付き補強リブの離型に伴うパネル本体の表面における面品質不具合(ヒケ等)を、より一層低減することができる。
前記可動型には、前記キャビティに溶融樹脂が充填完了されるまで前記第2駒部材の移動を禁止する可動式のロッキング部材を備えたことを特徴とする。
その結果、射出圧力による第2駒部材の逃げ(型合わせ不良)に伴うパネル本体の面品質不具合(型分割線など)を、より一層低減することができる。
前記ロッキング部材は、前記第2駒部材の移動方向と略垂直に交差する方向へ移動することを特徴とする。
その結果、射出圧力による第2駒部材の逃げ(型合わせ不良)に伴うパネル本体の面品質不具合(型分割線など)を、更に一層低減することができる。
前記ロッキング部材の前記第2駒部材と当接する当接部は、ロッキング作動方向に向けて先細りに形成されたことを特徴とする。
一方、ロッキング部材の第2駒部材と当接する当接部は、ロッキング解除方向に向けて先太りに形成されている。そのため、第2駒部材の移動を可能とするロッキング解除時には、ロッキング部材は、第2駒部材から射出圧力を受けていても、摩擦力の影響を受けずにロッキング解除方向へ迅速に移動させることができる。
その結果、ロッキング部材のロッキング作動及びロッキング解除を正確かつ迅速に行うことによって、射出圧力による第2駒部材の逃げ(型合わせ不良)に伴うパネル本体の面品質不具合(型分割線など)を、より一層低減することができる。
前記第1駒部材には、前記キャビティに溶融樹脂を充填する際の射出圧力を前記可動型に伝達する射出圧伝達部を形成したことを特徴とする。
その結果、射出圧力による第1駒部材の逃げ(型合わせ不良)に伴うパネル本体の面品質不具合(型分割線など)を、より一層低減することができる。
前記第1駒部材及び前記第2駒部材は、前記可動型に固着された入子部材に収容されて形成されたことを特徴とする。
その結果、第1駒部材と第2駒部材との静的精度及び動的精度を向上して、パネル本体の面品質不具合をより一層低減することができる。また、第1駒部材及び第2駒部材の組み付け作業性を向上させることができる。
前記第1駒部材には、前記パネル本体側へ移動した当該第1駒部材を定位置へ復帰させる第1駒戻し部材を連結したことを特徴とする。
その結果、パネル本体及び段付き補強リブの精度を向上し、パネル本体の面品質不具合を低減することができる。
前記第1駒部材と前記第2駒部材とを、成形品の離型方向に対して負角部が形成された前記パネル本体の裏面に立設された前記段付き補強リブの形成に適用したことを特徴とする。
その結果、成形品の離型性を向上させることによって、パネル本体の表面における面品質不具合(ヒケ等)を低減して、パネル本体及び段付き補強リブの薄肉化と高剛性化を実現することができる。
本発明に係る車両用樹脂部品及びその裏面に立設した段付き補強リブの構造について、自動車のフロントバンパの例でその構造を、図1、図2を用いて説明する。図1に、本発明に係る実施形態である車両用樹脂部品(フロントバンパ)の模式的斜視図を示す。図2に、図1に示す段付き補強リブの斜視図を示す。
また、側面部1Aは、断面曲率の小さい平坦面で前後方向に延設されている。側面部1Aの裏面に立設された段付き補強リブ2Aは、上下で4個形成され、それぞれ略平行に前後方向へ直線状に延設されている。
薄肉部21のリブ高さ及び厚肉部22のリブ高さは、それぞれ長手方向で略均一に形成されている。薄肉部21と厚肉部22との間には、薄肉部21から厚肉部22に向けて徐々に肉厚が増加する傾斜部25が形成されている。
厚肉部22は、一方の側壁が薄肉部21の側壁と同一面で形成され、他方の側壁が薄肉部21の側壁より肉厚が増加する方向へ突出して形成されている。厚肉部22の肉厚は、パネル本体1の面剛性に応じて適宜設定するが、パネル本体1の肉厚と略同程度が好ましい。薄肉部21の肉厚は、パネル本体1の肉厚の1/4〜1/6程度が好ましい。
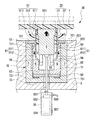
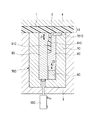
次に、車両用樹脂部品の射出成形型について、図3〜図11を用いて説明する。図3に、図1に示す車両用樹脂部品の射出成形型(溶融樹脂の充填時)の部分断面図を示す。図4に、図3に示す射出成形型の成形品の取出し時における断面図を示す。図5に、図3に示す入子ユニットのロッキング状態を示す断面図を示す。図6に、図5に示すM詳細断面図を示す。図7に、図3に示す入子ユニットのロッキング解除状態を示す断面図を示す。図8に、図3に示す入子ユニットの第2駒部材の移動状態を示す断面図を示す。図9に、図3に示す入子ユニットの第1駒部材の移動状態を示す断面図を示す。図10に、図3に示す入子ユニットの第1駒部材の射出圧力伝達部を示す断面図を示す。図11に、図3に示す入子ユニットのパネル本体の側面部への適用例を示す斜視図を示す。
可動型3には、入子ユニット70が嵌装されている。入子ユニット70は、第1駒部材5と、第2駒部材6と、入子部材7と、ロッキング部材8とを備えている。入子部材7は、略角筒状断面の枠部71と底部73とを備えた底付き枠体であり、可動型3に固着されている。入子部材7には、第1駒部材5と第2駒部材6とロッキング部材8とをそれぞれ移動可能に収容している。入子部材7の前端には、パネル・キャビティ部723が形成されている。パネル・キャビティ部723は、図2に示すパネル本体1の裏面12に沿って形成されている。
第1駒部材5の前端には、パネル・キャビティ部521が形成されている。パネル・キャビティ部521は、図2に示すパネル本体1の裏面12に沿って形成されている。
第2駒部材6の側壁62前端には、パネル・キャビティ部621が形成されている。パネル・キャビティ部621は、図2に示すパネル本体1の裏面12に沿って形成されている。パネル・キャビティ部621には、凹止め受部622が形成され、入子部材7の枠部71前端に取り付けた止め部721によって、第2駒部材6が矢印Pの方向へ移動するのを禁止している。
ロッキング部材8は、第2駒部材6の被当接部64と当接する当接部81と、入子部材7の底部73と摺接する基台部82とを備えた略板状体である。入子部材7の底部73には、ロッキング部材8の基台部82と摺接する摺接板731が埋設されている。ロッキング部材8は、第2駒部材6の移動方向と略垂直に交差する方向へ移動する。
段付き補強リブ2の厚肉部22が、第2駒部材6のリブ・キャビティ部61から脱出すると、段付き補強リブ2が外方(矢印Sの方向)へ湾曲して、成形品を金型から簡単に離型できる。
ロッキング部材8の長手方向の一端には、略L字状断面の作動部材83が連結されている。作動部材83は、入子部材7の外方に配置された駆動部材84と連結され、駆動部材84の進退動作をロッキング部材8に伝達可能としている。キャビティ13に溶融樹脂を充填する前には、駆動部材84のロッド841がロッキング作動方向(矢印V1の方向)へ移動して、ロッキング部材8の当接部81が第2駒部材6の被当接部64と当接して、第2駒部材6を矢印Uの方向へ押圧する。
また、第2駒部材6の被当接部64は、ロッキング作動方向(矢印V1の方向)に向けて先太りに傾斜して形成されたカム面641と、カム面641の後方に形成されカム面641より起立して傾斜する案内面642と、カム面641の前方に形成された逃げ面644から垂直に起立する縦壁面643とから構成されている。
図8に示すように、第2駒部材6のカム面641とロッキング部材8のカム面811とが離間すると、第2駒部材6は、自重によって矢印Wの方向へ移動する。
図10に示すように、成形品を離型した後には、第1駒部材5及び第2駒部材6を定位置へ復帰させる。第1駒部材5は、ワンウェイ駆動式のシリンダ体(第1駒戻し部材)55によって定位置へ復帰させ、第2駒部材6は、駆動部材84によって定位置へ復帰させる。第1駒部材5が定位置へ復帰した状態では、基端部53に固着されたL字状断面のブロック体(射出圧伝達部)56が入子部材7の底部73に当接している。これによって、第1駒部材5のパネル・キャビティ部521に作用する射出圧力を可動型3へ伝達することができる。
したがって、入子ユニットは、成形品の金型から取り出す方向に対して内向きフランジ(負角部)が形成されたパネル本体の裏面に立設された段付き補強リブの形成に適用することができ、その成形品の離型性を向上させることができる。
その結果、パネル本体の表面における面品質不具合(ヒケ等)を低減して、パネル本体及び段付き補強リブの薄肉化と高剛性化を実現することができる。
以上、詳細に説明したように、本実施形態に係る車両用樹脂部品10の射出成形型30によれば、可動型3には、第1駒部材5と第2駒部材6とを備え、第1駒部材5と第2駒部材6との隙間に、段付き補強リブ2を形成するリブ・キャビティ部51、61を設けたので、第1駒部材5と第2駒部材6とを分離して段付き補強リブ2を形成する各リブ・キャビティ部51、61を別々に加工することによって、段付き補強リブ2の薄肉部21の肉厚を所望の肉厚まで薄く形成することができる。
また、第1駒部材5は、キャビティ13に溶融樹脂が充填完了された後、段付き補強リブ2の高さ方向への収縮動作時に段付き補強リブ2の厚肉部22に押されてパネル本体1と近接する方向(矢印Pの方向)へ移動可能に形成されたので、パネル本体1には段付き補強リブ2の収縮動作に伴う引張力が作用せず、パネル本体1の表面11に発生するヒケを大幅に低減することができる。また、上記引張力は段付き補強リブ2の薄肉部21にも作用しないので、段付き補強リブ2の薄肉部21が破断するおそれを大幅に低減することができる。
その結果、段付き補強リブ2の離型に伴うパネル本体1の表面11における面品質不具合(ヒケ等)を、より一層低減することができる。
その結果、射出圧力による第2駒部材6の逃げ(型合わせ不良)に伴うパネル本体1の面品質不具合(型分割線など)を、より一層低減することができる。
その結果、射出圧力による第2駒部材6の逃げ(型合わせ不良)に伴うパネル本体1の面品質不具合(型分割線など)を、更に一層低減することができる。
一方、ロッキング部材8の第2駒部材6と当接する当接部81は、ロッキング解除方向(矢印V2の方向)に向けて先太りに形成されている。そのため、第2駒部材6の移動を可能とするロッキング解除時には、ロッキング部材8は、第2駒部材6から射出圧力を受けていても、摩擦力の影響を受けずにロッキング解除方向へ迅速に移動させることができる。
その結果、ロッキング部材8のロッキング作動及びロッキング解除を正確かつ迅速に行うことによって、射出圧力による第2駒部材6の逃げ(型合わせ不良)に伴うパネル本体1の面品質不具合(型分割線など)を、より一層低減することができる。
その結果、射出圧力による第1駒部材5の逃げ(型合わせ不良)に伴うパネル本体1の面品質不具合(型分割線など)を、より一層低減することができる。
その結果、第1駒部材5と第2駒部材6との静的精度及び動的精度を向上して、パネル本体1の面品質不具合をより一層低減することができる。また、第1駒部材5及び第2駒部材6の組み付け作業性を向上させることができる。
その結果、パネル本体1及び段付き補強リブ2の精度を向上し、パネル本体1の面品質不具合を低減することができる。
その結果、成形品の離型性を向上させることによって、パネル本体(側面部1A)の表面における面品質不具合(ヒケ等)を低減して、パネル本体1及び段付き補強リブ2の薄肉化と高剛性化を実現することができる。
本実施形態は、本発明の要旨を変更しない範囲で、各種構成に変更できることは言うまでもない。
例えば、本実施形態では、第1駒部材5の両側壁52には、2つのリブ・キャビティ部51が左右対称に形成され、これに対向する位置に第2駒部材6の側壁62にリブ・キャビティ部61が形成されている。しかし、必ずしも、第1駒部材5にリブ・キャビティ部51を左右対称に形成する必要はない。
また、図12に示すように、第1駒部材5Cの一方の側壁にリブ・キャビティ部51Cを1つ形成し、これに対向する位置に第2駒部材6Cのリブ・キャビティ部61Cを1つ形成してもよい。
また、本実施形態では、第2駒部材6は、キャビティ13に溶融樹脂を充填完了後に、パネル本体1から離間する方向(矢印Tの方向)へ移動可能に形成されたが、第2駒部材6は、例えば、可動型3に常時固定してもよい。
1A 側面部(パネル本体)
1A1 内向きフランジ(負角部)
1B 正面部(パネル本体)
2、2A,2B 段付き補強リブ
3 可動型
3A 可動コア
4 固定型
5 第1駒部材
6 第2駒部材
7 入子部材
8 ロッキング部材
10 車両用樹脂部品(フロントバンパ)
11 裏面
12 表面
13 キャビティ
21 薄肉部
22 厚肉部
23 三角補強リブ
30 射出成形型
51、61 リブ・キャビティ部
55 第1駒戻し部材
56 ブロック体(射出圧伝達部)
70 入子ユニット
81 当接部
84 駆動部材
541 鍔部(射出圧伝達部)
721 止め部
Claims (9)
- 可動型と固定型とを備え、当該可動型及び固定型で形成するキャビティに溶融樹脂を充填して、表面に意匠面を有するパネル本体と当該パネル本体の裏面に立設し基端側の薄肉部の肉厚が先端側の厚肉部の肉厚より薄く形成された段付き補強リブとを有する車両用樹脂部品を形成する車両用樹脂部品の射出成形型であって、
前記可動型には、第1駒部材と第2駒部材とを備え、前記第1駒部材と前記第2駒部材との隙間に、前記段付き補強リブを形成するリブ・キャビティ部を設けたこと、
前記第1駒部材は、前記キャビティに溶融樹脂が充填完了された後、前記段付き補強リブの高さ方向への収縮動作時に前記段付き補強リブの厚肉部に押されて前記パネル本体と近接する方向へ移動可能に形成されたことを特徴とする車両用樹脂部品の射出成形型。 - 請求項1に記載された車両用樹脂部品の射出成形型において、
前記第2駒部材は、前記キャビティに溶融樹脂が充填完了された後、前記パネル本体から離間する方向へ移動可能に形成されたことを特徴とする車両用樹脂部品の射出成形型。 - 請求項2に記載された車両用樹脂部品の射出成形型において、
前記可動型には、前記第2駒部材の移動を禁止する可動式のロッキング部材を備えたことを特徴とする車両用樹脂部品の射出成形型。 - 請求項3に記載された車両用樹脂部品の射出成形型において、
前記ロッキング部材は、前記第2駒部材の移動方向と略垂直に交差する方向へ移動することを特徴とする車両用樹脂部品の射出成形型。 - 請求項3又は請求項4に記載された車両用樹脂部品の射出成形型において、
前記ロッキング部材の前記第2駒部材と当接する当接部は、ロッキング作動方向に向けて先細りに形成されたことを特徴とする車両用樹脂部品の射出成形型。 - 請求項1乃至請求項5のいずれか1項に記載された車両用樹脂部品の射出成形型において、
前記第1駒部材には、前記キャビティ内に溶融樹脂を充填する際の射出圧力を前記可動型に伝達する射出圧伝達部を形成したことを特徴とする車両用樹脂部品の射出成形型。 - 請求項1乃至請求項6のいずれか1項に記載された車両用樹脂部品の射出成形型において、
前記第1駒部材及び前記第2駒部材は、前記可動型に固定された入子部材に収容されて形成されたことを特徴とする車両用樹脂部品の射出成形型。 - 請求項1乃至請求項7のいずれか1項に記載された車両用樹脂部品の射出成形型において、
前記第1駒部材には、前記パネル本体側へ移動した当該第1駒部材を定位置へ復帰させる第1駒戻し部材を連結したことを特徴とする車両用樹脂部品の射出成形型。 - 請求項2乃至請求項8のいずれか1項に記載された車両用樹脂部品の射出成形型において、
前記第1駒部材と前記第2駒部材とを、成形品の離型方向に対して負角部が形成された前記パネル本体の裏面に立設された前記段付き補強リブの形成に適用したことを特徴とする車両用樹脂部品の射出成形型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014140948A JP6156273B2 (ja) | 2014-07-08 | 2014-07-08 | 車両用樹脂部品の射出成形型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014140948A JP6156273B2 (ja) | 2014-07-08 | 2014-07-08 | 車両用樹脂部品の射出成形型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016016590A true JP2016016590A (ja) | 2016-02-01 |
| JP6156273B2 JP6156273B2 (ja) | 2017-07-05 |
Family
ID=55232204
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014140948A Active JP6156273B2 (ja) | 2014-07-08 | 2014-07-08 | 車両用樹脂部品の射出成形型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6156273B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5351459U (ja) * | 1976-10-06 | 1978-05-01 | ||
| JPS56135828U (ja) * | 1980-03-14 | 1981-10-15 | ||
| JP2009083431A (ja) * | 2007-10-02 | 2009-04-23 | Olympus Corp | 射出成形型、及び、成形品の離型方法 |
-
2014
- 2014-07-08 JP JP2014140948A patent/JP6156273B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5351459U (ja) * | 1976-10-06 | 1978-05-01 | ||
| JPS56135828U (ja) * | 1980-03-14 | 1981-10-15 | ||
| JP2009083431A (ja) * | 2007-10-02 | 2009-04-23 | Olympus Corp | 射出成形型、及び、成形品の離型方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6156273B2 (ja) | 2017-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080185747A1 (en) | Injection mold and partial compression molding method | |
| JP2007069507A (ja) | 射出成形品の製造装置およびその製造方法 | |
| US9751240B2 (en) | Resin vehicle part manufacturing method and resin vehicle part | |
| JP5633889B2 (ja) | ブロー成型用金型 | |
| US9533349B2 (en) | Casting mold | |
| JP4386840B2 (ja) | 内燃機関用のv型ブロックをダイカストするための方法及び装置 | |
| EP3599071A1 (en) | Undercut processing mechanism and molding machine | |
| JP3198166U (ja) | タンデム型射出成形用金型 | |
| JP4492703B2 (ja) | 成形装置 | |
| US11383409B2 (en) | Undercut processing mechanism, molding die, and molded product | |
| US8997834B2 (en) | Method for producing of hollow die cast products | |
| JP6156273B2 (ja) | 車両用樹脂部品の射出成形型 | |
| JP2010274490A (ja) | 成形用金型 | |
| JP2019006038A (ja) | 金型、成形機、及び、製品組み立てライン | |
| JP2011042149A (ja) | 樹脂成形金型装置 | |
| JP2015139970A (ja) | 型締装置及び成形装置 | |
| US11400629B2 (en) | Injection molding die | |
| US9028244B1 (en) | Lifter for an injection molding tool | |
| JP2006289668A (ja) | 樹脂射出成形装置及び筒状樹脂部品 | |
| KR102318319B1 (ko) | 다이캐스팅 금형 시스템 | |
| JP7211335B2 (ja) | 射出成形装置 | |
| JP2002028952A (ja) | プラスチック射出成形用の成形型構造 | |
| JP6925096B2 (ja) | 射出成形金型 | |
| US11007567B2 (en) | Die casting machine | |
| JP6330874B2 (ja) | 可動構造体を内部に備えた金型および当該金型を用いた成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160922 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170428 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170509 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6156273 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |