JP2015124875A - 差動装置の製造方法 - Google Patents
差動装置の製造方法 Download PDFInfo
- Publication number
- JP2015124875A JP2015124875A JP2013271809A JP2013271809A JP2015124875A JP 2015124875 A JP2015124875 A JP 2015124875A JP 2013271809 A JP2013271809 A JP 2013271809A JP 2013271809 A JP2013271809 A JP 2013271809A JP 2015124875 A JP2015124875 A JP 2015124875A
- Authority
- JP
- Japan
- Prior art keywords
- flange
- ring gear
- welding
- press
- differential
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H48/00—Differential gearings
- F16H48/38—Constructional details
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H48/00—Differential gearings
- F16H48/38—Constructional details
- F16H48/40—Constructional details characterised by features of the rotating cases
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H48/00—Differential gearings
- F16H48/38—Constructional details
- F16H2048/382—Methods for manufacturing differential gearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H48/00—Differential gearings
- F16H48/38—Constructional details
- F16H2048/385—Constructional details of the ring or crown gear
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49462—Gear making
- Y10T29/49464—Assembling of gear into force transmitting device
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Retarders (AREA)
- General Details Of Gearings (AREA)
- Laser Beam Processing (AREA)
- Gears, Cams (AREA)
Abstract
Description
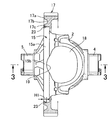
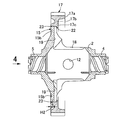
X・・・・軸線
2・・・・デフケース
3・・・・デフ機構
4・・・・第1軸受ボス
5・・・・第2軸受ボス
15・・・・フランジ
17・・・・リンクギヤ
17c・・・ハブ
18・・・・作業窓
19・・・・凹部
22・・・・ストッパ壁
23・・・・溶接
24,25・・・分割領域
Claims (3)
- デフ機構(3)を収容するデフケース(2)の一側部及び他側部に,同一軸線(X)上に並ぶ第1及び第2軸受ボス(4,5)を一体に形成し,また同デフケース(2)の中心(C)から前記第2軸受ボス(5)側にオフセットした中間部に環状のフランジ(15)を一体に形成し,さらに同デフケース(2)の,前記軸線(X)と直交する一直径線上で対向する周壁に,前記デフ機構(3)を挿入するための作業窓(18)を設け,これら作業窓(18)が前記フランジ(15)に食い込むことで,前記フランジ(15)の,前記第1軸受ボス(4)側の側面に凹部(19)が形成され,前記フランジ(15)の外周面にリングギヤ(17)を圧入して,これらフランジ(15)及びリングギヤ(17)の圧入嵌合部を溶接した差動装置の製造方法であって,
前記フランジ(15)に前記リングギヤ(17)のハブ(17c)を前記第1軸受ボス(4)側から圧入する工程と,これらフランジ(15)及びリングギヤ(17)の圧入嵌合部を,周方向に並ぶ複数の分割領域(24,25)に等分して,これら分割領域(24,25)を同時に溶接する工程とを含むことを特徴とする差動装置の製造方法。 - 請求項1に記載の差動装置の製造方法において,
前記フランジ(15)への前記ハブ(17c)の圧入深さを一定に規制するために,前記ハブ(17c)の内周面に突設したストッパ壁(22)を前記フランジ(15)に当接させることを特徴とする差動装置の製造方法。 - 請求項2に記載の差動装置の製造方法において,
前記フランジ(15)及び前記ストッパ壁(22)間には前記凹部(19)を残存させ,前記溶接時に発生するガスをこの凹部(19)を通して排出することを特徴とする差動装置の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013271809A JP6189745B2 (ja) | 2013-12-27 | 2013-12-27 | 差動装置の製造方法 |
| DE102014226644.0A DE102014226644B4 (de) | 2013-12-27 | 2014-12-19 | Verfahren zum gleichzeitigen, segmentweisen Schweißen eines Differentialgehäuses mit einem Ring-Zahnrad |
| DE102014019879.0A DE102014019879B3 (de) | 2013-12-27 | 2014-12-19 | Differentialgehäuse mit Montagelöchern und geschweißtem Ringzahnrad |
| US14/578,894 US9458919B2 (en) | 2013-12-27 | 2014-12-22 | Method of manufacturing differential device |
| CN201710805121.7A CN107676455B (zh) | 2013-12-27 | 2014-12-23 | 差动装置 |
| CN201410809440.1A CN104747695A (zh) | 2013-12-27 | 2014-12-23 | 差动装置的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013271809A JP6189745B2 (ja) | 2013-12-27 | 2013-12-27 | 差動装置の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017149649A Division JP6457031B2 (ja) | 2017-08-02 | 2017-08-02 | 差動装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015124875A true JP2015124875A (ja) | 2015-07-06 |
| JP6189745B2 JP6189745B2 (ja) | 2017-08-30 |
Family
ID=53372314
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013271809A Active JP6189745B2 (ja) | 2013-12-27 | 2013-12-27 | 差動装置の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9458919B2 (ja) |
| JP (1) | JP6189745B2 (ja) |
| CN (2) | CN107676455B (ja) |
| DE (2) | DE102014226644B4 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017036780A (ja) * | 2015-08-07 | 2017-02-16 | トヨタ自動車株式会社 | 車両用ディファレンシャル装置 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6501584B2 (ja) | 2015-03-30 | 2019-04-17 | 武蔵精密工業株式会社 | 伝動装置 |
| CN111051738B (zh) * | 2017-08-31 | 2023-09-05 | 株式会社爱信 | 差动装置的制造方法 |
| JP6876592B2 (ja) * | 2017-10-30 | 2021-05-26 | 武蔵精密工業株式会社 | 差動装置 |
| US11384830B2 (en) | 2019-08-06 | 2022-07-12 | Toyota Motor Engineering & Manufacturing North America, Inc. | Window design for a differential housing |
| CN112664636B (zh) * | 2020-12-30 | 2022-09-23 | 一汽解放汽车有限公司 | 一种多球面轴间差速器总成 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60231582A (ja) * | 1984-04-28 | 1985-11-18 | Fujitsu Ltd | レ−ザ溶接方法 |
| JP2007192326A (ja) * | 2006-01-19 | 2007-08-02 | Gkn ドライブライン トルクテクノロジー株式会社 | 動力伝達装置 |
| JP2010032018A (ja) * | 2008-07-30 | 2010-02-12 | Gkn ドライブライン トルクテクノロジー株式会社 | デフ・ケース及びその加工方法、デファレンシャル装置 |
| JP2011089650A (ja) * | 2011-02-10 | 2011-05-06 | Toyota Motor Corp | ディファレンシャル装置 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5166629A (ja) * | 1974-12-02 | 1976-06-09 | Toyota Motor Co Ltd | |
| DE4313322C2 (de) | 1993-04-23 | 2001-08-02 | Porsche Ag | Differential für den Achsantrieb eines Kraftfahrzeuges |
| DE10013429C5 (de) * | 2000-03-17 | 2009-10-01 | Daimler Ag | Ausgleichgetriebe |
| EP1219865A1 (de) | 2000-12-29 | 2002-07-03 | Johann Hay GmbH & Co. KG, Automobiltechnik | Ausgleichsgetriebeeinheit und Verfahren zu deren Herstellung |
| JP2003001490A (ja) | 2001-06-13 | 2003-01-08 | Denso Corp | 突合わせ溶接方法 |
| DE102004043337B4 (de) * | 2004-09-08 | 2007-07-12 | Daimlerchrysler Ag | Querdifferential eines Kraftfahrzeuges sowie Herstellungsverfahren desselben |
| JP2007010040A (ja) | 2005-06-30 | 2007-01-18 | Musashi Seimitsu Ind Co Ltd | デファレンシャル装置 |
| GB0601720D0 (en) * | 2006-01-27 | 2006-03-08 | Meritor Heavy Vehicle Sys Ltd | Differential Gear Assembly And Method |
| US20090266198A1 (en) * | 2008-04-29 | 2009-10-29 | Transform Automotive Llc | Laser welded differential casings for vehicle axles |
| JP5520494B2 (ja) * | 2009-02-06 | 2014-06-11 | Gknドライブラインジャパン株式会社 | デファレンシャル装置 |
| JP5332937B2 (ja) | 2009-06-19 | 2013-11-06 | トヨタ自動車株式会社 | 部材間の溶接方法 |
| DE102009045424A1 (de) * | 2009-10-07 | 2011-04-14 | Zf Friedrichshafen Ag | Achsdifferenzial eines Kraftfahrzeuges und Verfahren zur Montage eines Achsdifferenzial |
| JP5359813B2 (ja) | 2009-11-24 | 2013-12-04 | トヨタ自動車株式会社 | 車両用デファレンシャル切替装置 |
| JP4902727B2 (ja) * | 2009-12-22 | 2012-03-21 | アイシン・エーアイ株式会社 | ディファレンシャル装置 |
| WO2011089706A1 (ja) * | 2010-01-22 | 2011-07-28 | トヨタ自動車株式会社 | 溶接構造および溶接方法 |
| JP5345569B2 (ja) * | 2010-02-03 | 2013-11-20 | 本田技研工業株式会社 | 車両の差動装置 |
| JP5509910B2 (ja) | 2010-02-22 | 2014-06-04 | 日産自動車株式会社 | ビーム溶接部材およびこれを備えた差動装置 |
| JP5327130B2 (ja) | 2010-04-23 | 2013-10-30 | トヨタ自動車株式会社 | リングギヤの溶接方法及び溶接構造 |
| DE102010054655B4 (de) | 2010-09-15 | 2012-08-09 | Sona Blw Präzisionsschmiede Gmbh | Differential für Kraftfahrzeuge |
| US20130195545A1 (en) * | 2010-09-20 | 2013-08-01 | Toyota Jidosha Kabushiki Kaisha | Welding structure |
| CN102179658B (zh) * | 2011-02-28 | 2015-05-20 | 深圳市骏腾发自动焊接装备股份有限公司 | 一种汽车制动器齿轮圈焊接方法以及使用该方法的装置 |
| CA2780125C (en) | 2011-06-22 | 2016-10-04 | Metal Forming & Coining Corporation | Flow-formed differential case assembly |
| US8876649B2 (en) | 2011-08-04 | 2014-11-04 | Toyota Jidosha Kabushiki Kaisha | Welding structure and method for manufacturing welding structure |
| DE102012004389B4 (de) | 2012-03-03 | 2022-02-10 | Daimler Ag | Ausgleichsgetriebe für einen Kraftwagen als Schweißkonstruktion mit unterschiedlichen Werkstoffen |
-
2013
- 2013-12-27 JP JP2013271809A patent/JP6189745B2/ja active Active
-
2014
- 2014-12-19 DE DE102014226644.0A patent/DE102014226644B4/de active Active
- 2014-12-19 DE DE102014019879.0A patent/DE102014019879B3/de active Active
- 2014-12-22 US US14/578,894 patent/US9458919B2/en active Active
- 2014-12-23 CN CN201710805121.7A patent/CN107676455B/zh active Active
- 2014-12-23 CN CN201410809440.1A patent/CN104747695A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60231582A (ja) * | 1984-04-28 | 1985-11-18 | Fujitsu Ltd | レ−ザ溶接方法 |
| JP2007192326A (ja) * | 2006-01-19 | 2007-08-02 | Gkn ドライブライン トルクテクノロジー株式会社 | 動力伝達装置 |
| JP2010032018A (ja) * | 2008-07-30 | 2010-02-12 | Gkn ドライブライン トルクテクノロジー株式会社 | デフ・ケース及びその加工方法、デファレンシャル装置 |
| JP2011089650A (ja) * | 2011-02-10 | 2011-05-06 | Toyota Motor Corp | ディファレンシャル装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017036780A (ja) * | 2015-08-07 | 2017-02-16 | トヨタ自動車株式会社 | 車両用ディファレンシャル装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102014226644B4 (de) | 2022-02-17 |
| DE102014226644A1 (de) | 2015-07-02 |
| US20150184734A1 (en) | 2015-07-02 |
| DE102014019879B3 (de) | 2022-07-07 |
| CN107676455A (zh) | 2018-02-09 |
| JP6189745B2 (ja) | 2017-08-30 |
| US9458919B2 (en) | 2016-10-04 |
| CN104747695A (zh) | 2015-07-01 |
| CN107676455B (zh) | 2020-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6217023B2 (ja) | 差動装置及びその製造方法 | |
| JP2015124874A5 (ja) | ||
| JP6189745B2 (ja) | 差動装置の製造方法 | |
| JP6196271B2 (ja) | 溶接構造及び溶接構造の製造方法 | |
| EP3059472B1 (en) | Production method for fluid coupling and fluid coupling | |
| JP5206656B2 (ja) | 車両用差動歯車装置 | |
| JPWO2013018223A1 (ja) | 溶接構造および溶接構造の製造方法 | |
| JP6412383B2 (ja) | 車両用差動装置の溶接構造 | |
| JP6457031B2 (ja) | 差動装置 | |
| US10415682B2 (en) | Differential case | |
| JP2010281419A (ja) | ドライブプレート | |
| JP5627218B2 (ja) | 車両用差動歯車装置 | |
| JP2008208935A (ja) | トリポート型等速ジョイント | |
| KR101668192B1 (ko) | 원웨이 클러치용 인너레이스 앗세이의 제조방법 | |
| JP2017198238A (ja) | デファレンシャルギヤケース | |
| JP6467268B2 (ja) | 遊星歯車機構 | |
| JP6187280B2 (ja) | 差動歯車装置及びその製造方法 | |
| JP2020197238A (ja) | 動力伝達装置 | |
| JP2012189116A (ja) | 部材の固定構造 | |
| JP2011190836A (ja) | デファレンシャル装置及びその製造方法 | |
| JP2007071307A (ja) | トルク伝達輪付き等速ジョイント | |
| JP2017196708A (ja) | 圧入治具 | |
| JP2013103274A (ja) | 電子ビーム溶接方法 | |
| JP2015117741A (ja) | フランジヨーク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160624 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170405 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170705 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170803 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6189745 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |