JP2015114333A - ガスタービンの減衰コーンの内径を測定する方法および装置 - Google Patents
ガスタービンの減衰コーンの内径を測定する方法および装置 Download PDFInfo
- Publication number
- JP2015114333A JP2015114333A JP2014252368A JP2014252368A JP2015114333A JP 2015114333 A JP2015114333 A JP 2015114333A JP 2014252368 A JP2014252368 A JP 2014252368A JP 2014252368 A JP2014252368 A JP 2014252368A JP 2015114333 A JP2015114333 A JP 2015114333A
- Authority
- JP
- Japan
- Prior art keywords
- displacement
- inner diameter
- cone
- indicator
- contact surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 32
- 238000006073 displacement reaction Methods 0.000 claims abstract description 109
- 238000005259 measurement Methods 0.000 claims abstract description 48
- 238000013016 damping Methods 0.000 claims description 100
- 238000007689 inspection Methods 0.000 description 5
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 239000011435 rock Substances 0.000 description 2
- 230000004323 axial length Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000012806 monitoring device Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images



Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/10—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring diameters
- G01B21/14—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring diameters internal diameters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02C—GAS-TURBINE PLANTS; AIR INTAKES FOR JET-PROPULSION PLANTS; CONTROLLING FUEL SUPPLY IN AIR-BREATHING JET-PROPULSION PLANTS
- F02C7/00—Features, components parts, details or accessories, not provided for in, or of interest apart form groups F02C1/00 - F02C6/00; Air intakes for jet-propulsion plants
- F02C7/20—Mounting or supporting of plant; Accommodating heat expansion or creep
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/28—Supporting or mounting arrangements, e.g. for turbine casing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/28—Supporting or mounting arrangements, e.g. for turbine casing
- F01D25/285—Temporary support structures, e.g. for testing, assembling, installing, repairing; Assembly methods using such structures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02C—GAS-TURBINE PLANTS; AIR INTAKES FOR JET-PROPULSION PLANTS; CONTROLLING FUEL SUPPLY IN AIR-BREATHING JET-PROPULSION PLANTS
- F02C7/00—Features, components parts, details or accessories, not provided for in, or of interest apart form groups F02C1/00 - F02C6/00; Air intakes for jet-propulsion plants
- F02C7/24—Heat or noise insulation
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/08—Measuring arrangements characterised by the use of mechanical techniques for measuring diameters
- G01B5/12—Measuring arrangements characterised by the use of mechanical techniques for measuring diameters internal diameters
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M15/00—Testing of engines
- G01M15/14—Testing gas-turbine engines or jet-propulsion engines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/02—Blade-carrying members, e.g. rotors
- F01D5/10—Anti- vibration means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Abstract
【課題】球状の凸状内径形状を有する減衰コーンを含む、リング状のガスタービンの減衰コーンの内径を正確に測定する方法および装置を提供する。【解決手段】軸方向端面と内径面22とを備える減衰コーン20の内径を測定する方法であって、基準平面を形成する測定固定具30であって、基準平面から上方向に突出する、接触面を形成する位置決めピン40と、位置決めピン接触面と一直線上にある変位軸線を形成する変位指針64を有する、測定固定具30に連結された変位インジケータ60とを有する測定固定具30を提供することと、軸方向端面と内径面22とを有する減衰コーン20を提供することと、位置決めピン接触面と変位指針64とを減衰コーン内径面22内に周方向に囲み、かつ軸方向端面を基準平面に対して当接させることと、変位指針64の変位位置を位置決めピン接触面に関して関連付けることによって減衰コーン内径を測定する方法。【選択図】図3
Description
本発明は、ガスタービンエンジンの略リング状の減衰コーンの内径を測定する方法および装置に関する。特に、本発明は、球状または別の凸状の内径面形状を有する減衰コーンの内径を測定する方法および装置にも関する。
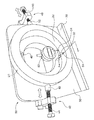
減衰コーンは、リング状の構成部分である。リング状の構成部分は、ガスタービンエンジンのロータタイロッドとタービンディスク列との間において半径方向および軸方向に配置され、各列をロータに沿って連続的に連結し、かつディスク列とロータタイロッドとの間の境界の半径方向の同心性を維持する。ガスタービンエンジンの直径、軸方向長さおよび回転質量が大きいため、回転機械の振動を最小化するには、減衰コーンを、均一な半径の同心状の内径が数10マイクロメートル内の公差仕様内になるように精密に加工する必要がある。減衰コーンは、内径面のピークにおいてロータタイロッドとの一定半径の円形線状の当接関係を形成するために、球状または別の凸状の内径面形状を有することが多い。図1および図2において、ガスタービンエンジン10は、回転可能に取り付けられたロータタイロッド12を有しており、ロータタイロッド12には、対応するタービン列を形成する、隣り合う軸方向に対向するタービンディスク14および16が取り付けられている。上流のタービンディスク16は、タービンディスク溝17を形成しており、下流のタービンディスク14はタービンディスク肩部15を形成している。
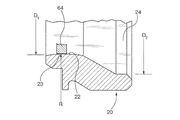
図2および図4により明確に示されるように、リング状の減衰コーン20は、比較的大きい半径Rの球状の凸状内径面22を形成している。球状半径の高点23は、ロータタイロッド12を囲み、かつ内径D1を形成している接線方向の円形の線接触部を形成している。減衰コーン20は、相手側のタービンディスク溝17内に軸方向に係合する内径D2の環状リップ24も形成している。隣り合う対向するタービンディスク14に形成されている肩部15は、減衰コーン20の外面に軸方向および半径方向に当接し、減衰コーンをタービンディスク14および16に関して定位置に固定している。
減衰コーン20の内径D1およびD2を測定する公知の装置および方法は、そのリング直径を形成しているコーン表面に亘って内側マイクロメータを配置するものである。100ミリメートル超の範囲のリング内径と比べてわずか数十マイクロメートルという比較的小さな公差ばらつきのため、内側マイクロメータの端部が対向するリング直径面と接触する真の形状からの小さな傾斜偏向は、誤った直径測定値につながる。正確な内側マイクロメータの向きは、測定を実施している機械オペレータの経験によっても影響を受ける。従って、反復可能かつ一貫した直径の測定は、マイクロメータの配置の変動および個々の検査者のスキルの影響を受ける。
従って、球状の凸状内径形状を有する減衰コーンを含む、リング状のガスタービン減衰コーンの内径を正確に測定する方法および装置が必要とされている。
リング状のガスタービン減衰コーンの内径が、構成部品の構造仕様および公差内にあるかを正確に測定する方法および装置も必要とされている。
個々の検査者および他の人間の検査者による検査が一貫して反復可能である、ガスタービンの減衰コーンの内径の測定を容易にする方法および装置もさらに必要とされている。
従って、本発明の実施の形態の示唆される目的は、球状の凸状内径形状を有する減衰コーンを含む、リング状のガスタービン減衰コーンの内径を正確に測定する方法および装置を形成することである。
本発明の実施の形態の別の示唆される目的は、リング状のガスタービン減衰コーンの内径が構成部品の構造仕様および公差内にあるかを正確に測定する方法および装置を形成することである。
本発明の実施の形態のさらなる示唆される目的は、同一の人間の検査者または別の検査者による検査が一貫して反復可能である、ガスタービンの減衰コーンの内径の測定を容易にする方法および装置を形成することである。
これらおよび別の目的は、本発明の1つまたは複数の実施の形態において達成され、球状または別の凸状の内径面形状を有する減衰コーンを含む、ガスタービンエンジンの略リング状の減衰コーンの内径は、位置決めピンと一直線上に変位軸線を有する変位インジケータを備えた固定具に減衰コーンを配置することによって測定される。減衰コーンの内径は、一方では位置決めピンの接触面と接触し、他方ではインジケータの変位指針と接触する。インジケータの変位は、減衰コーンの内径と関連している。凸状面形状を有する減衰コーンにおいて、インジケータ変位指針は、凸状の軸方向ピークに配置され、それは、刃形変位指針を使用することによって容易化され得る。減衰コーンの内面の最大直径は、減衰コーンを位置決めピンに関して揺動することによって得られる。漸次的な揺動変位は、減衰コーンの外径面に当接する、固定具に連結された少なくとも1つのプッシャアセンブリを有する固定具の実施の形態によって容易化される。例示的なプッシャの実施の形態は、減衰コーンを揺動するねじ付きねじを含む。本発明の方法および装置の実施の形態は、減衰コーンの反復可能かつ正確な検査を容易にし、減衰コーンの内径を測定し、かつ/または検査された減衰コーンが基準減衰コーンと比べて公差仕様内にあるかを測定する。
本発明の実施の形態は、基準平面を形成し、かつ形成された基準平面から上方向に突出し、接触面を形成する位置決めピンを有する測定固定具を提供することによって、軸方向端面と少なくとも1つの内径面とを有する略リング状のガスタービンエンジン減衰コーンの内径を測定する方法を特徴とする。測定固定具は、測定固定具と連結されている変位インジケータも有しており、変位インジケータは、位置決めピン接触面と一直線上にある変位軸線を形成している変位指針を有している。軸方向端面と少なくとも1つの内径面とを有する略リング状のガスタービンエンジン減衰コーンは、位置決めピン接触面と変位指針とを減衰コーン内径面内に周方向に囲み、かつ軸方向端面を基準平面に対して当接させることによって、固定具に配置される。減衰コーンの内径は、インジケータの変位指針の変位位置を、位置決めピン接触面に関して関連付けることによって測定される。例えば、インジケータは、インジケータの変位指針測定値が指針と位置決めピン接触面との間の直線距離に関連するように、固定具において向きを定めかつ指数付けすることができる。または、インジケータは、インジケータの変位指針測定値が所望の基準距離からの変動を示すように、固定具において向きを定めかつ指数付けすることができる。
本発明の別の実施の形態は、基準平面を形成し、かつ形成された基準平面から上方向に突出し、接触面を形成する位置決めピンを有する測定固定具を提供することによって、軸方向端面と球状または別の凸状内径面形状とを有する略リング状のガスタービンエンジン減衰コーンの内径を測定する方法を特徴とする。変位インジケータは、測定固定具に連結されており、基準平面に直交して方向付けられ、かつ位置決めピン接触面に平行に方向付けられた直線縁部を有する刃形変位指針を有する。変位インジケータは、位置決めピン接触面と一直線上にある変位軸線を形成している。減衰コーンは、位置決めピン接触面と変位指針の刃形部とを減衰コーン内径面内に周方向に囲み、かつ軸方向端面を基準平面に対して当接させることによって、固定具に配置される。減衰コーンの内径は、インジケータによって最大内径の変位測定値を得るために減衰コーンを位置決めピンに関して揺動させ、かつインジケータの刃形部の最大直径の変位位置を位置決めピン接触面に関して関連付けることによって測定される。
本発明のさらなる実施の形態は、軸方向端面と少なくとも1つの内径とを有する略リング状のガスタービンエンジン減衰コーンの内径を測定する装置を特徴とする。この装置は、基準平面を形成するベース部と、形成された基準平面から上方向に突出する位置決めピンとを備えている。位置決めピンは、接触面を形成している。変位インジケータは、ベース部に連結されており、かつ位置決めピン接触面と一直線上にある変位軸線を形成している変位指針を有する。この装置を使用する場合、減衰コーンの内径は、位置決めピン接触面と変位指針とを減衰コーン内径面内に周方向に囲み、かつ減衰コーンの軸方向端面を基準平面に対して当接させることによって測定される。位置決めピン接触面に関する結果として得られるインジケータの変位指針の変位位置は、測定された減衰コーンの内径に関連している。
この装置の実施の形態は、ベース部に傾斜した角度で連結された測定プレートも有しており、3つの基準ボタンが減衰コーンの軸方向端面に対する当接のために測定プレートに連結されている。これらの基準ボタンは、基準平面を形成している。別の実施の形態は、測定プレートに連結された選択的に並進可能なねじを有する少なくとも1つのプッシャアセンブリも特徴としており、ねじを減衰コーンの直径外面に対して当接した状態で並進させることによって位置決めピンに関して減衰コーンを揺動し、インジケータによって最大内径の変位測定値を得る。別の実施の形態では、インジケータの変位指針は、凸状の内径面形状を有する減衰コーンの測定に適した刃形指針を有する。本発明の装置のさらなる実施の形態は、好都合には、減衰コーンの複数の内径を測定するために、2組の位置決めピンおよびインジケータを有する。
本発明の各目的および特徴は、当業者によって共同または別々で任意の組み合わせまたは部分的組み合わせで使用することができる。
本発明の種々の実施の形態の教示は、添付の図面とともに以下の詳細な説明を考慮することによって容易に理解することができる。
分かりやすくするために、図面を通じて共通する同じ要素には可能な限り同じ参照符合が付されている。
以下の記載を考慮すると、当業者は、球状または別の凸状の内径面形状を有する減衰コーンを含むガスタービンエンジンの減衰コーンの内径を測定するために、本発明の種々の実施の形態の教示を容易に使用することができるということを明確に理解できよう。本明細書に記載される方法および装置のコンセプトの実施の形態を使用することで、内径が、位置決めピンと一直線上に変位軸線を有する変位インジケータを備えた固定具によって測定される。減衰コーンの内径は、一方では位置決めピンと接触するように配置され、他方では変位指針と接触するように配置される。インジケータの変位は、減衰コーンの内径と関連している。凸状面形状を有する減衰コーンにおいて、インジケータの変位指針は、凸状軸方向ピークに配置され、それは刃形変位指針を使用することによって容易化することができる。減衰コーンの内面の最大直径は、減衰コーンを位置決めピンに関して揺動することによって得られる。漸次的な揺動変位は、減衰コーンの外径面に当接する、固定具に連結された少なくとも1つのプッシャアセンブリを有する固定具の実施の形態によって容易化される。例示的なプッシャの実施の形態は、減衰コーンを揺動するねじ付きねじを含む。本発明の方法および装置の実施の形態は、減衰コーンの反復可能かつ正確な検査を容易にし、減衰コーンの内径を測定し、かつ/または検査された減衰コーンが基準減衰コーンと比べて公差仕様内にあるかを測定する。
図3〜6を参照すると、半径Rの凸状の内径面形状22を有する公知の減衰コーン20の内径D1は、測定固定具装置30の例示的な実施の形態によって、略リング状のコーンの内径面によって形成された最大凸状突出点23において測定される。固定具30は、ベースプレート32を有しており、ベースプレート32から支持リブ34が突出している。傾斜した測定プレート36は、ベースプレート32と支持リブ34とに溶接ビードおよび/または締結具によって連結されている。3つの受けボタン38が、測定プレート36に連結されており、かつ固定具30内に配置される減衰コーン20の軸方向端面が当接するための基準平面を互いに形成している。位置決めピン40が、測定プレート36の上端に連結されており、かつリング状のコーンの12時の周方向位置において、減衰コーン20の内径面22に対して当接するための接触面41を形成している。傾斜した測定プレート36は、重力を利用して、位置決めピン接触面41をコーンの内径面22に対して強く付勢するように方向付けられている。
固定具30に配置されている減衰コーン20は、コーンの反対側の内径面を12時の周方向位置に鉛直に位置決めおよび位置合わせするために、位置決めピン40を中心に振り子のように揺動される。コーン20が振り子のように揺動する方向は、コーンの直径外面の側面に位置する少なくとも1つの、好ましくは2つのプッシャアセンブリ42,48によって正確に操作される。図3において、左側のプッシャアセンブリ42は、左側のねじ付きねじ44と、コーン20の外面に対して当接する面を有する左側のプッシャ46とを備えている。同様に、右側のプッシャアセンブリ48は、右側のねじ付きねじ50と、コーン20の外面に対して当接する面を有する右側のプッシャ52とを備えている。対向する右側および左側のプッシャアセンブリ42,48を使用することによって得られるさらなる利点は、測定するコーン20を、右側および左側のプッシャ46,52をコーンの外面に対して当接させることによって、測定プレート36に関して固定された揺動位置に固定できることである。
インジケータホルダ54は、位置決めピン40の反対側において、かつ位置決めピン40に沿って測定プレート36に連結されており、かつ公知の変位インジケータ60の通過および収容のためのスプリットコレットアセンブリ56を受ける。図3および図4に示される例示的な公知の変位インジケータ60は、デジタル表示装置を備えている。例えばアナログ目盛りインジケータまたは変位データを遠隔モニタリング装置に伝送する伝送インジケータなどの代替的な公知のタイプの変位インジケータを、例示的なデジタル表示の変位インジケータ60の代わりとしてもよい。変位インジケータ60は、図5に両矢印dで示される変位軸線を形成している変位可能なスピンドルを備えている。変位軸線dは、位置決めピン40の接触面41と一直線上にある。図5および図6に示される実施の形態において、接触点延長部62が、インジケータ60のスピンドルに装着されており、次いで、刃形変位指針64が接触点延長部に装着されている。
図4および図5を参照すると、刃形指針64は、刃形指針64の長い軸線の線状縁部が、減衰コーンの軸方向寸法および位置決めピン40の接触面に平行であるように、減衰コーン20の凸状内径22の面形状に関して方向付けられている。これにより、刃形指針64の線状縁部は、凸状内径面の高点23に対して接線である。このようにして、正確な直線距離Dは、位置決めピン40の接触面41と刃形変位指針64の遠位先端との間で形成される。変位指針の遠位先端部64の変位位置を変位軸線dに沿って変えることによっても、接触面41と変位指針の遠位先端部との間の正確な直線距離Dが変わる。
減衰コーン20の内径D1またはD2は、図3および4の実施の形態の測定固定具30に減衰コーンを配置することによって測定され、それによって、略リング状のコーンの軸方向面が、位置決めピン接触面41および変位指針64の変位先端部が減衰コーン内径面22内に周方向に囲まれて、受けボタン38に置かれる。このようにして、減衰コーンの当接している軸方向端部は、受けボタン38によって形成されている基準面に平行に位置合わせされ、かつ反対位置において向かい合って方向付けられた位置決めピン接触面41および刃形64は、減衰コーンの内径面の両側と(表面が凸状面の場合はそれぞれ高点23と)接触している。この位置において、位置決めピン接触面と刃形64の遠位先端部の線状縁部との間の距離Dは、減衰コーンの内径に対応する。最大直径は、減衰コーン20を、最大直径測定値が得られるまで、プッシャ42,48を用いて位置決めピン40に関して揺動することによって測定することができる。
直径の同心性は、減衰コーン20を測定固定具30に関して回転させ、他の周方向位置において対応する直径測定値Dを得ることによって検査することができる。インジケータ60は、インジケータの変位指針64の測定値が指針と位置決めピン接触面41との間の直線距離Dに関連付けられように、固定具30において向きを定めかつ指数付けすることができる。または、インジケータ60は、インジケータ60の変位指針64の変位測定値が所望の基準距離からの変動を示すように、固定具30において向きを定めかつ指数付けすることができる。後者の方法は、有利には、基準ゲージ減衰コーンに関して減衰コーン20を検査する方法を提供する。公知の寸法の減衰コーンゲージは、固定具30に挿入され、かつ内径寸法Dが本明細書に記載されるようにして得られる。インジケータ60によって測定される寸法Dが記録されるか、またはインジケータがその測定寸法において「ゼロ」に指数付けされる。次いで、ゲージ減衰コーンは、他の減衰コーン20の内径D1またはD2が測定できるように測定固定具から取り外される。基準ゲージ減衰コーンから得られたインジケータ60の変位測定値がゼロに設定されている簡易化された内径検査モードにおいて、その後検査される減衰コーン20は、単にインジケータ60の新たな変位測定値が構成部品の公差仕様範囲内にあるかを測定することによって合否を決めることができる。
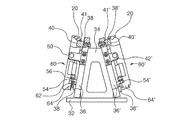
測定固定具装置30’の代替的な実施の形態は図6に示されている。この場合、1対の向かい合う傾斜した測定プレート36,36’が、減衰コーン20の内径D1およびD2が共通する固定具において好都合に測定できるようにベース部32に装着されている。各固定具のそれぞれ対応する構成部品には、例えば、38,38’、40,40’、60,60’のように複数対の共通する参照符合が付されている。
本発明の教示を含む種々の実施の形態を本明細書において詳細に図示しかつ説明してきたが、当業者は、これらの教示を依然として含む他の多くの様々な実施の形態を容易に考え出すことができる。本発明は、その用途として、詳細な説明に記載されているまたは図面に図示されている構成部品の構成および配置の例示的な実施の形態の詳細に限定されていない。本発明は、別の実施の形態であり得、かつ種々のやり方で実践または実施することができる。また、本明細書において使用される表現および用語は、説明を目的としており、限定するものとして見なされないということが理解される。本明細書において、「含む」、「備える」または「有する」ならびにそれらの変形の使用は、その後に列挙される事項およびその均等物ならびに追加の事項を含むものと理解される。特に規定または限定されていなければ、「取り付けられる」、「接続される」、「支持される」および「連結される」という用語ならびにそれらの変形は、広義に使用され、かつ直接的および間接的な取り付け、接続、支持および連結を含む。さらに、「接続」および「連結」は物理的または機械的な接続または連結には限定されない。
10 ガスタービンエンジン
12 タイロッド
14 タービンディスク
15 肩部
16 タービンディスク
17 溝
20 減衰コーン
22 凸状内径面
23 最大凸状突出点
24 リップ
30,30’ 固定具
32 ベースプレート
34 支持リブ
36,36’ 測定プレート
38,38’ 受けボタン
40,40’ 位置決めピン
41,41’ 接触面
42,42’ プッシャアセンブリ
44 左側ねじ
46 左側プッシャ
48 プッシャアセンブリ
50 右側ねじ
52 右側プッシャ
54,54’ インジケータホルダ
56 スプリットコレットアセンブリ
60,60’ 変位インジケータ
62 接触点延長部
64,64’ 刃形指針
D 距離
d 変位軸線
D1 内径
D2 内径
R 半径
12 タイロッド
14 タービンディスク
15 肩部
16 タービンディスク
17 溝
20 減衰コーン
22 凸状内径面
23 最大凸状突出点
24 リップ
30,30’ 固定具
32 ベースプレート
34 支持リブ
36,36’ 測定プレート
38,38’ 受けボタン
40,40’ 位置決めピン
41,41’ 接触面
42,42’ プッシャアセンブリ
44 左側ねじ
46 左側プッシャ
48 プッシャアセンブリ
50 右側ねじ
52 右側プッシャ
54,54’ インジケータホルダ
56 スプリットコレットアセンブリ
60,60’ 変位インジケータ
62 接触点延長部
64,64’ 刃形指針
D 距離
d 変位軸線
D1 内径
D2 内径
R 半径
Claims (17)
- 軸方向端面と少なくとも1つの内径面とを備える略リング状のガスタービンエンジン減衰コーンの内径を測定する方法であって、
基準平面を形成する測定固定具であって、前記形成された基準平面から上方向に突出する、接触面を形成する位置決めピンと、位置決めピン接触面と一直線上にある変位軸線を形成する変位指針を有する、前記測定固定具に連結された変位インジケータとを有する測定固定具を提供することと、
軸方向端面と少なくとも1つの内径面とを有する略リング状のガスタービンエンジン減衰コーンを提供することと、
前記位置決めピン接触面と前記変位指針とを減衰コーン内径面内に周方向に囲み、かつ前記軸方向端面を前記基準平面に対して当接させることと、
インジケータ変位指針の変位位置を前記位置決めピン接触面に関して関連付けることによって減衰コーン内径を測定することと、を含む略リング状のガスタービンエンジン減衰コーンの内径を測定する方法。 - 前記インジケータを用いて最大内径変位測定値を得るために、前記減衰コーンを前記位置決めピンに関して揺動させることをさらに含む、請求項1記載の方法。
- 前記減衰コーンの直径外面に対して当接する、前記測定固定具に連結された少なくとも1つのプッシャアセンブリによって減衰コーンの揺動が行われる、請求項2記載の方法。
- 前記変位指針は、前記位置決めピン接触面に平行に方向付けられた直線縁部を有する刃形指針を備える、請求項1記載の方法。
- 前記刃形指針の前記直線縁部は、前記基準平面に直交して方向付けられている、請求項4記載の方法。
- 前記基準平面は、前記減衰コーンの前記軸方向端面に対して当接するための3つの基準ボタンによって形成されている、請求項1記載の方法。
- 固定具に基準減衰コーンゲージを配置し、かつ変位指針の基準変位位置を測定することと、
前記固定具において前記基準減衰コーンゲージを検査される減衰コーンに置き換え、かつ第2の変位指針変位位置を測定することと、
前記基準変位位置と第2の変位位置とを比較することと、によって減衰コーンの内径を測定する、請求項1記載の方法。 - 請求項7記載の方法を使用して減衰コーンの内径を検査する方法であって、
基準変位位置と第2の変位位置とを比較することと、
前記基準変位位置および前記変位位置が許容仕様公差ばらつき内にある場合、前記検査される減衰コーンを内径仕様を満たすものとして指定することと、
前記基準変位位置および前記変位位置が前記許容仕様公差ばらつきの範囲外にある場合、前記内径仕様を満たさないことと、を含む減衰コーンの内径を検査する方法。 - 減衰コーンに関して複数の周方向位置において内径を測定することをさらに含む、請求項1記載の方法。
- 軸方向端面と球状または別の凸状の内径面形状とを備える略リング状のガスタービンエンジン減衰コーンの内径を測定する方法であって、
基準平面を形成する測定固定具であって、前記形成された基準平面から上方向に突出する、接触面を形成する位置決めピンと、前記基準平面に直交して方向付けられ、かつ位置決めピン接触面に平行に方向付けられた直線縁部を有する刃形変位指針を有する、前記測定固定具に連結された変位インジケータであって、該変位インジケータは前記位置決めピン接触面と一直線上にある変位軸線を形成している変位インジケータと、を有する測定工程具を提供することと、
前記位置決めピン接触面と前記刃形変位指針とを減衰コーンの内径面内に周方向に囲み、かつ前記軸方向端面を前記基準平面に対して当接させることと、
前記インジケータによって最大内径変位測定値を得るために、前記減衰コーンを前記位置決めピンに関して揺動させ、かつ前記インジケータの刃形部の最大直径変位位置を前記位置決めピン接触面に関して関連付けることによって、前記減衰コーンの内径を測定することと、を含む略リング状のガスタービンエンジン減衰コーンの内径を測定する方法。 - 軸方向端面と少なくとも1つの内径とを備える略リング状のガスタービンエンジン減衰コーンの内径を測定する装置であって、
基準平面を形成するベース部と、
前記形成された基準平面から上方向に突出する、接触面を形成する位置決めピンと、
位置決めピン接触面と一直線上にある変位軸線を形成する変位指針を有する、前記ベース部に連結された変位インジケータと、を備え、
前記位置決めピン接触面と前記変位指針とを減衰コーン内径面内に周方向に囲み、前記減衰コーンの前記軸方向端面を前記基準平面に当接させ、かつ前記位置決めピン接触面に関するインジケータ変位指針の変位位置を前記内径に関連付けることによって、前記減衰コーンの内径を測定する、略リング状のガスタービンエンジン減衰コーンの内径を測定する装置。 - 前記ベース部に傾斜した角度で接続された測定プレートと、
減衰コーンの軸方向端面に対して当接するための、前記測定プレートに連結された、前記基準平面を形成している3つの基準ボタンと、をさらに備える請求項11記載の装置。 - 前記測定プレートに連結された選択的に並進可能なねじを有する少なくとも1つのプッシャアセンブリであって、前記インジケータによって最大内径変位測定値を得るために、前記ねじを前記減衰コーンの直径外面に当接した状態で並進させることによって前記位置決めピンに関して前記減衰コーンを揺動させる少なくとも1つのプッシャアセンブリ、をさらに備える請求項12記載の装置。
- 前記位置決めピンは前記測定プレートに連結されており、前記インジケータは、インジケータホルダおよびスプリットカラーによって前記測定プレートに連結されている、請求項12記載の装置。
- 前記変位指針は、前記位置決めピン接触面に平行に方向付けられた直線縁部を有する刃形指針を備える、請求項11記載の装置。
- 前記刃形指針の前記直線縁部は前記基準平面に直交して方向付けられている、請求項15記載の装置。
- 前記ベース部に傾斜した角度で連結された第1の測定プレートおよび第2の測定プレートと、
減衰コーンの軸方向端面に対して当接するための、測定プレートそれぞれに連結された3つの基準ボタンであって、基準ボタンは第1の基準平面および第2の基準平面をそれぞれ形成している3つの基準ボタンと、
前記第1の基準平面および前記第2の基準平面それぞれから上方向に突出した、それぞれ接触面を形成している第1の位置決めピンおよび第2の位置決めピンと、
前記第1の測定プレートおよび前記第2の測定プレートそれぞれに連結された第1の変位インジケータおよび第2の変位インジケータであって、各インジケータは、各位置決めピン接触面と一直線上にある変位軸線を形成している変位指針を有する、第1の変位インジケータおよび第2の変位インジケータとをさらに備える、請求項11記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/105,251 US9316493B2 (en) | 2013-12-13 | 2013-12-13 | Method and apparatus for determining gas turbine dampening cone inner diameter |
| US14/105,251 | 2013-12-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015114333A true JP2015114333A (ja) | 2015-06-22 |
Family
ID=52100994
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014252368A Pending JP2015114333A (ja) | 2013-12-13 | 2014-12-12 | ガスタービンの減衰コーンの内径を測定する方法および装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9316493B2 (ja) |
| EP (1) | EP2884058A1 (ja) |
| JP (1) | JP2015114333A (ja) |
| KR (1) | KR20150069561A (ja) |
| CN (1) | CN104713451A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020036120A1 (ja) * | 2018-08-17 | 2020-02-20 | 三菱日立パワーシステムズ株式会社 | 円弧状部材の位置調整方法及び位置調整冶具 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2985306B1 (fr) * | 2011-12-29 | 2018-06-15 | Vallourec Oil And Gas France | Dispositif de mesure d'un profil interne ou externe d'un composant tubulaire |
| IT201600123382A1 (it) * | 2016-12-05 | 2018-06-05 | Ansaldo Energia Spa | Metodo e dispositivo per controllare il posizionamento di almeno un disco rotorico attorno ad un tirante di un rotore di una turbina a gas |
| CN111536876B (zh) * | 2020-06-02 | 2021-07-13 | 华东理工大学 | 一种三偏心蝶阀密封面的在位测量方法 |
| JP7853133B2 (ja) * | 2022-03-24 | 2026-04-28 | 株式会社ミツトヨ | 自動内径測定装置の制御方法、および、自動測定装置の制御方法 |
| CN117066971B (zh) * | 2023-08-14 | 2025-11-18 | 沈阳富创精密设备股份有限公司 | 一种用于两轴数控机床随时检测被加工零件直径的测量装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1403156A (en) * | 1920-07-06 | 1922-01-10 | Gonzalez Ramon | Boiler-diagramming apparatus |
| GB1589297A (en) * | 1976-12-24 | 1981-05-13 | Rolls Royce | Probe for use in measuring apparatus |
| US4521968A (en) * | 1982-10-12 | 1985-06-11 | Westinghouse Electric Corp. | Mapping system for an internal cylindrical surface |
| US4520568A (en) | 1984-03-27 | 1985-06-04 | 4D Incorporated | Brake drum gauge |
| US4821425A (en) * | 1987-11-18 | 1989-04-18 | United States Of America As Represented By The Administrator, National Aeronautics And Space Administration | Cylindrical surface profile and diameter measuring tool and method |
| US5377421A (en) * | 1993-04-30 | 1995-01-03 | Isler; David | Centering tool for cylinder gauge |
| US5711083A (en) * | 1995-09-11 | 1998-01-27 | Bidwell Corporation | Gage set for measuring inside and outside diameters of ring-shaped parts |
| US6381861B1 (en) * | 1999-08-20 | 2002-05-07 | Gary W. Deterling | Effective diameter system |
| EP1150092A3 (en) * | 2000-04-12 | 2001-11-07 | Bidwell Corporation | Gage set for measuring ring shaped parts |
| US6868618B2 (en) * | 2001-10-01 | 2005-03-22 | Marcello Navarro | Gauge and method |
| US6931751B2 (en) * | 2002-08-28 | 2005-08-23 | General Electric Company | Methods and apparatus for securing components for inspection |
| US6996914B1 (en) * | 2004-08-09 | 2006-02-14 | Project Consulting Services, Inc. | Method and apparatus for best fitting two or more items |
| DE102008060621B3 (de) * | 2008-12-05 | 2010-08-12 | Carl Zeiss Ag | Optische Anordnung zum berührungslosen Messen oder Prüfen einer Körperoberfläche |
| EP2492452A1 (de) * | 2011-02-22 | 2012-08-29 | Siemens Aktiengesellschaft | Verfahren zur Konstruktion einer Strömungsmaschine |
-
2013
- 2013-12-13 US US14/105,251 patent/US9316493B2/en active Active
-
2014
- 2014-11-24 EP EP14194502.2A patent/EP2884058A1/en not_active Withdrawn
- 2014-12-12 CN CN201410759813.9A patent/CN104713451A/zh active Pending
- 2014-12-12 JP JP2014252368A patent/JP2015114333A/ja active Pending
- 2014-12-15 KR KR1020140180337A patent/KR20150069561A/ko not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020036120A1 (ja) * | 2018-08-17 | 2020-02-20 | 三菱日立パワーシステムズ株式会社 | 円弧状部材の位置調整方法及び位置調整冶具 |
| JPWO2020036120A1 (ja) * | 2018-08-17 | 2021-08-10 | 三菱パワー株式会社 | 円弧状部材の位置調整方法及び位置調整冶具 |
| JP7105892B2 (ja) | 2018-08-17 | 2022-07-25 | 三菱重工業株式会社 | 円弧状部材の位置調整方法及び位置調整冶具 |
| US11668208B2 (en) | 2018-08-17 | 2023-06-06 | Mitsubishi Heavy Industries, Ltd. | Positioning method of arc-like member and positioning jig |
Also Published As
| Publication number | Publication date |
|---|---|
| US9316493B2 (en) | 2016-04-19 |
| US20150168139A1 (en) | 2015-06-18 |
| KR20150069561A (ko) | 2015-06-23 |
| EP2884058A1 (en) | 2015-06-17 |
| CN104713451A (zh) | 2015-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015114333A (ja) | ガスタービンの減衰コーンの内径を測定する方法および装置 | |
| CN1991293B (zh) | 用于环形密封件的固定组件和检测方法 | |
| CN102679941A (zh) | 一种锥环外锥锥度检测装置 | |
| CN103822565B (zh) | 一种孔距比较测量仪 | |
| CN110207568A (zh) | 用于检测连杆侧面及盖座面的位置精度的检测装置及方法 | |
| EP4271962A1 (en) | Perpendicularity measuring device for the inner diameter of bearing rings | |
| CN105928435A (zh) | 锥齿轮端面沉孔跳动检具 | |
| CN204165479U (zh) | 轴内深孔径向跳动检具 | |
| US20200271537A1 (en) | Second harmonic runout simulation hub | |
| JP2011521219A (ja) | ターボジェットエンジンのディスクの周状の凹所の表面をフーコー電流を使用してチェックするためのプローブ | |
| US11320332B2 (en) | First harmonic runout simulation hub | |
| CN211824165U (zh) | 一种锥面名义圆上长度测量工具 | |
| WO2021031504A1 (zh) | 一种曲轴锥度长度测量装置 | |
| CN204479004U (zh) | 曳引机转子同心度测试装置 | |
| CN209131563U (zh) | 一种带轴外径测量工装 | |
| CN115143858B (zh) | 测定夹具 | |
| CN205718727U (zh) | 电机外壳轴承室跳动值检测装置 | |
| CN204666065U (zh) | 纺织设备齿轮的检验装置 | |
| CN212253911U (zh) | 轴向尺寸测量工具 | |
| CN102901423B (zh) | 气门座圈跳动检测工具 | |
| CN204730799U (zh) | 汽封圈加工变形量检测装置 | |
| CN114754656A (zh) | 锥孔锥度检测器 | |
| CN116007470A (zh) | 测量装置和测量方法 | |
| CN103376046A (zh) | 手持式内花键m值专用测量仪 | |
| CN210981095U (zh) | 异形环零件在线壁厚检测工装 |