JP2015051663A - 繊維強化樹脂フレームの締結構造 - Google Patents
繊維強化樹脂フレームの締結構造 Download PDFInfo
- Publication number
- JP2015051663A JP2015051663A JP2013184284A JP2013184284A JP2015051663A JP 2015051663 A JP2015051663 A JP 2015051663A JP 2013184284 A JP2013184284 A JP 2013184284A JP 2013184284 A JP2013184284 A JP 2013184284A JP 2015051663 A JP2015051663 A JP 2015051663A
- Authority
- JP
- Japan
- Prior art keywords
- hole
- frame
- reinforced resin
- fiber reinforced
- resin frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Connection Of Plates (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
Abstract
Description
11 車体フレーム
14 ピボットフレーム(他のフレーム)
14a 取付ブラケット
40 ボルト
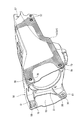
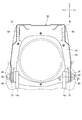
50 リアフレーム(繊維強化樹脂フレーム)
51 インナーフレーム(第1部材)
52 アウターフレーム(第2部材)
52a 内面
52b 当接面(第2貫通孔の周囲の内面)
56 締結部
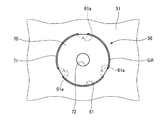
61 第1貫通孔
61a 凸条(凸部)
62 第2貫通孔
70 カラー部材
71 外周面
71a 位置出し面
71b テーパー面
72 ボルト挿通穴(中空部)
73 一端面
80 フランジ部材
81 小径部
82 大径部
UA ウレタン系接着剤
H 高さ
T 板厚
Claims (6)
- 鞍乗型車両(10)の車体フレーム(11)の一部を構成し、他のフレーム(14)にボルト(40)で締結される繊維強化樹脂フレーム(50)の締結構造であって、
前記繊維強化樹脂フレーム(50)は、第1部材(51)と、前記第1部材(51)に積層して接着される第2部材(52)と、を有し、
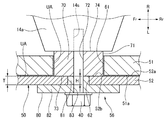
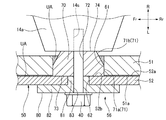
前記第1部材(51)は、前記他のフレーム(14)と前記第2部材(52)との間に配置され、板厚方向に貫通する第1貫通孔(61)を備え、
前記第1貫通孔(61)にカラー部材(70)が嵌装され、前記第1貫通孔(61)と前記カラー部材(70)の外周面(71)が接着され、
前記第2部材(52)は、板厚方向に貫通し、前記第1貫通孔(61)より小径の第2貫通孔(62)を備え、
前記第2部材(52)の前記第2貫通孔(62)の周囲の内面(52b)に前記カラー部材(70)の一端面(73)が直接当接し、
前記ボルト(40)は、前記第2貫通孔(62)と前記カラー部材(70)に形成される中空部(72)を貫通して、前記繊維強化樹脂フレーム(50)を前記他のフレーム(14)に締結することを特徴とする繊維強化樹脂フレーム(50)の締結構造。 - 前記第2部材(52)と前記ボルト(40)の頭部との間に配置されるフランジ部材(80)を更に備え、
前記フランジ部材(80)は、前記第2部材(52)の板厚(T)以下の高さ(H)を有し前記第2貫通孔(62)に嵌装される小径部(81)と、前記第1貫通孔(61)より大径とされて前記小径部(81)から連続形成される大径部(82)と、を有することを特徴とする請求項1に記載の繊維強化樹脂フレーム(50)の締結構造。 - 前記第1部材(51)、前記第2部材(52)、及び前記カラー部材(70)の各接着部に使用される接着剤がウレタン系接着剤(UA)であることを特徴とする請求項1又は2に記載の繊維強化樹脂フレーム(50)の締結構造。
- 前記カラー部材(70)の外周面(71)は、前記第1貫通孔(61)に嵌合して前記第1貫通孔(61)に対する前記カラー部材(70)の位置決めを行う位置出し面(71a)と、前記位置出し面(71a)から軸方向外側に向かうに従って縮径するテーパー面(71b)と、を有し、
前記第1貫通孔(61)と前記テーパー面(71b)との隙間に、前記ウレタン系接着剤(UA)が配置されることを特徴とする請求項1〜3のいずれか1項に記載の繊維強化樹脂フレーム(50)の締結構造。 - 前記第1貫通孔(61)に、径方向内側に向かって突出する複数の凸部(61a)が形成され、
前記カラー部材(70)の外周面は円筒状に形成され、前記複数の凸部(61a)によって中心位置出しされることを特徴とする請求項1〜3のいずれか1項に記載の繊維強化樹脂フレーム(50)の締結構造。 - 前記第2部材(52)の内面(52a)に前記ウレタン系接着剤(UA)を塗布した後、前記カラー部材(70)の一端面(73)が直接当接する前記第2部材(52)の当接面(52b)に塗布された前記ウレタン系接着剤(UA)を剥離することで、前記当接面(52b)から前記ウレタン系接着剤(UA)を除去することを特徴とする請求項1〜5のいずれか1項に記載の繊維強化樹脂フレーム(50)の締結構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013184284A JP6122741B2 (ja) | 2013-09-05 | 2013-09-05 | 繊維強化樹脂フレームの締結構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013184284A JP6122741B2 (ja) | 2013-09-05 | 2013-09-05 | 繊維強化樹脂フレームの締結構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015051663A true JP2015051663A (ja) | 2015-03-19 |
| JP6122741B2 JP6122741B2 (ja) | 2017-04-26 |
Family
ID=52701046
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013184284A Expired - Fee Related JP6122741B2 (ja) | 2013-09-05 | 2013-09-05 | 繊維強化樹脂フレームの締結構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6122741B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017125604A (ja) * | 2015-12-10 | 2017-07-20 | ゼネラル・エレクトリック・カンパニイ | 複合構造物に統合された金属取付けシステム |
| WO2019112006A1 (ja) * | 2017-12-08 | 2019-06-13 | 本田技研工業株式会社 | 車体フレーム構造 |
| JP2019178761A (ja) * | 2018-03-30 | 2019-10-17 | 株式会社ホンダアクセス | 固定構造 |
| US10727648B2 (en) | 2018-05-31 | 2020-07-28 | Nichia Corporation | Light source device |
| DE102020101714A1 (de) | 2019-02-04 | 2020-08-06 | Suzuki Motor Corporation | Randstruktur eines Strukturkörpers aus faserverstärktem Harz |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58209672A (ja) * | 1982-05-28 | 1983-12-06 | 本田技研工業株式会社 | 車体フレ−ム |
| JPS60131710U (ja) * | 1984-02-13 | 1985-09-03 | 三菱電機株式会社 | 強化プラスチツク板状体の締結構造 |
| JPS63154806U (ja) * | 1987-03-31 | 1988-10-12 | ||
| US4900048A (en) * | 1987-10-02 | 1990-02-13 | Gleb Derujinsky | Integral seamless composite bicycle frame |
| JPH07215256A (ja) * | 1994-02-07 | 1995-08-15 | Yamaha Motor Co Ltd | 自動二輪車のリヤボディ構造 |
| JP2001213377A (ja) * | 2000-02-03 | 2001-08-07 | Honda Motor Co Ltd | 自動二輪車用フレーム |
| JP2001263314A (ja) * | 2000-03-17 | 2001-09-26 | Honda Motor Co Ltd | マグネシウム合金部材のボルト締結構造 |
| JP2001278162A (ja) * | 2000-03-31 | 2001-10-10 | Miyata Ind Co Ltd | 自転車用フレームパイプの接合方法 |
| JP2004225802A (ja) * | 2003-01-22 | 2004-08-12 | Keikyu Faintekku:Kk | 板材の締結具および板材の締結方法 |
| WO2005068284A1 (ja) * | 2004-01-13 | 2005-07-28 | Toray Industries, Inc. | 自転車用クランクおよびその製造方法 |
| JP2007332975A (ja) * | 2006-06-12 | 2007-12-27 | Toyota Motor Corp | フランジ付カラーを含む締結構造体 |
| JP2012116224A (ja) * | 2010-11-29 | 2012-06-21 | Honda Motor Co Ltd | 車両用開閉体ストッパ装置 |
| JP2012137139A (ja) * | 2010-12-27 | 2012-07-19 | Toray Ind Inc | 樹脂部材の締結構造 |
| JP2013133025A (ja) * | 2011-12-27 | 2013-07-08 | Kawasaki Heavy Ind Ltd | 自動二輪車の樹脂部品取付構造 |
-
2013
- 2013-09-05 JP JP2013184284A patent/JP6122741B2/ja not_active Expired - Fee Related
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58209672A (ja) * | 1982-05-28 | 1983-12-06 | 本田技研工業株式会社 | 車体フレ−ム |
| JPS60131710U (ja) * | 1984-02-13 | 1985-09-03 | 三菱電機株式会社 | 強化プラスチツク板状体の締結構造 |
| JPS63154806U (ja) * | 1987-03-31 | 1988-10-12 | ||
| US4900048A (en) * | 1987-10-02 | 1990-02-13 | Gleb Derujinsky | Integral seamless composite bicycle frame |
| JPH07215256A (ja) * | 1994-02-07 | 1995-08-15 | Yamaha Motor Co Ltd | 自動二輪車のリヤボディ構造 |
| JP2001213377A (ja) * | 2000-02-03 | 2001-08-07 | Honda Motor Co Ltd | 自動二輪車用フレーム |
| JP2001263314A (ja) * | 2000-03-17 | 2001-09-26 | Honda Motor Co Ltd | マグネシウム合金部材のボルト締結構造 |
| JP2001278162A (ja) * | 2000-03-31 | 2001-10-10 | Miyata Ind Co Ltd | 自転車用フレームパイプの接合方法 |
| JP2004225802A (ja) * | 2003-01-22 | 2004-08-12 | Keikyu Faintekku:Kk | 板材の締結具および板材の締結方法 |
| WO2005068284A1 (ja) * | 2004-01-13 | 2005-07-28 | Toray Industries, Inc. | 自転車用クランクおよびその製造方法 |
| JP2007332975A (ja) * | 2006-06-12 | 2007-12-27 | Toyota Motor Corp | フランジ付カラーを含む締結構造体 |
| JP2012116224A (ja) * | 2010-11-29 | 2012-06-21 | Honda Motor Co Ltd | 車両用開閉体ストッパ装置 |
| JP2012137139A (ja) * | 2010-12-27 | 2012-07-19 | Toray Ind Inc | 樹脂部材の締結構造 |
| JP2013133025A (ja) * | 2011-12-27 | 2013-07-08 | Kawasaki Heavy Ind Ltd | 自動二輪車の樹脂部品取付構造 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017125604A (ja) * | 2015-12-10 | 2017-07-20 | ゼネラル・エレクトリック・カンパニイ | 複合構造物に統合された金属取付けシステム |
| CN106988799A (zh) * | 2015-12-10 | 2017-07-28 | 通用电气公司 | 集成到复合结构中的金属附接系统 |
| US10316695B2 (en) | 2015-12-10 | 2019-06-11 | General Electric Company | Metallic attachment system integrated into a composite structure |
| US11859509B2 (en) | 2015-12-10 | 2024-01-02 | General Electric Company | Metallic attachment system integrated into a composite structure |
| WO2019112006A1 (ja) * | 2017-12-08 | 2019-06-13 | 本田技研工業株式会社 | 車体フレーム構造 |
| JPWO2019112006A1 (ja) * | 2017-12-08 | 2020-10-22 | 本田技研工業株式会社 | 車体フレーム構造 |
| JP2019178761A (ja) * | 2018-03-30 | 2019-10-17 | 株式会社ホンダアクセス | 固定構造 |
| US10727648B2 (en) | 2018-05-31 | 2020-07-28 | Nichia Corporation | Light source device |
| US10998698B2 (en) | 2018-05-31 | 2021-05-04 | Nichia Corporation | Light source device |
| DE102020101714A1 (de) | 2019-02-04 | 2020-08-06 | Suzuki Motor Corporation | Randstruktur eines Strukturkörpers aus faserverstärktem Harz |
| US11077638B2 (en) | 2019-02-04 | 2021-08-03 | Suzuki Motor Corporation | Edge structure of fiber reinforced resin structure body |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6122741B2 (ja) | 2017-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6122741B2 (ja) | 繊維強化樹脂フレームの締結構造 | |
| CN102161362B (zh) | 跨骑型车辆 | |
| US20150060178A1 (en) | Saddle-ride type vehicle | |
| JP2009264484A (ja) | ディスクブレーキカバー構造 | |
| US9260058B2 (en) | Saddle-ride type vehicle | |
| JP2016033002A (ja) | ハンドル固定構造 | |
| US10598680B2 (en) | Pulser ring mounting structure | |
| EP3225526B1 (en) | Saddle-riding-type vehicle cable support structure | |
| EP3354550B1 (en) | Saddled vehicle | |
| WO2014091640A1 (ja) | 鞍乗車両のサイドミラー | |
| JP5377205B2 (ja) | 自動二輪車のスイングアームピボット構造 | |
| JP2010058762A (ja) | 鞍乗型車両 | |
| JP5563954B2 (ja) | 鞍乗型車両のナックルガード取付け構造 | |
| JP2012131416A (ja) | 鞍乗り型車両 | |
| JP6484422B2 (ja) | 車両 | |
| JP2015227100A (ja) | 鞍乗り型車両 | |
| CN103661721B (zh) | 跨乘式车辆的框架结构 | |
| JP2011148452A (ja) | 鞍乗り型車両の後部構造 | |
| JP6850649B2 (ja) | 車体フレーム | |
| JP3426853B2 (ja) | 自動二輪車のフロントフェンダ構造 | |
| JP2014166771A (ja) | 鞍乗型車両 | |
| CN111902335B (zh) | 链条箱 | |
| JP7710009B2 (ja) | 鞍乗り型車両 | |
| JP2023129755A (ja) | カウル取り付け器具 | |
| JP6913640B2 (ja) | 鞍乗型車両のクッションコンロッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161216 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20170120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170307 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170403 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6122741 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |