JP2014534082A - 工具システム - Google Patents
工具システム Download PDFInfo
- Publication number
- JP2014534082A JP2014534082A JP2014537604A JP2014537604A JP2014534082A JP 2014534082 A JP2014534082 A JP 2014534082A JP 2014537604 A JP2014537604 A JP 2014537604A JP 2014537604 A JP2014537604 A JP 2014537604A JP 2014534082 A JP2014534082 A JP 2014534082A
- Authority
- JP
- Japan
- Prior art keywords
- tightening
- cutter plate
- tool
- screw
- tightening member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1666—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts clamped by a clamping member acting almost perpendicularly on chip-forming plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1625—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped by a clamping member acting almost perpendicularly on the chip-forming plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/10—Cutting tools with special provision for cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/08—Rake or top surfaces
- B23B2200/086—Rake or top surfaces with one or more grooves
- B23B2200/088—Rake or top surfaces with one or more grooves for clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2231/00—Details of chucks, toolholder shanks or tool shanks
- B23B2231/04—Adapters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2250/00—Compensating adverse effects during turning, boring or drilling
- B23B2250/12—Cooling and lubrication
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/14—Cutters, for shaping with means to apply fluid to cutting tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/227—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool seat to holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/2282—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder including tool holding clamp and clamp actuator
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/10—Process of turning
Abstract
本発明は、支持体工具(8)と、緊締用凹部(9)を備えたカッタープレート(2)と、所属の緊締ねじ(3)を備えた緊締部材(1)とを有する切削工具システムであって、緊締部材(1)の、カッタープレート(2)に面した下面に係合部材(11)が配置されており、該係合部材(11)は、取付け状態において緊締作用を以て前記緊締用凹部(9)に接触しており、これにより前記カッタープレート(2)が固定されており、前記緊締部材(1)は、前記緊締ねじ(3)の締め付け時に前記緊締部材(1)が緊締方向に引っ張られるように、斜面を介してガイドされているものに関する。前記緊締部材(1)が、互いに平行な緊締部材ガイド(19)の溝(6)内に配置されており、該溝(6)内で前記緊締部材(1)は、緊締方向に移動可能に案内されており、前記緊締部材(1)は、2つの平行なガイド面(14)を有しており、これらのガイド面(14)が、前記緊締部材ガイド(19)に面状に接触することにより、前記緊締部材(1)の両側が、前記溝(6)内で案内されるようになっており、前記緊締部材(1)内に、前記緊締ねじ(3)用の緊締部材穴(5)が配置されており、前記カッタープレート(2)が締め込まれた状態において、前記緊締部材穴(5)の、前記カッタープレート(2)側の壁が、前記緊締ねじ(3)に当接するようになっており、前記係合部材(11)は、前記カッタープレート(2)の切刃縁部から見て、前記緊締用凹部(9)の中心の正面で、該緊締用凹部(9)に形状接続的に係合するようになっていることを提案する。
Description
本発明は、支持体工具と、緊締用凹部を備えたカッタープレートと、所属の緊締ねじを備えた緊締部材とを有する切削工具システムであって、緊締部材の、カッタープレートに面した下面に係合部材が配置されており、該係合部材は、取付け状態において緊締作用を以て前記緊締用凹部に接触しており、これによりカッタープレートが固定されており、緊締部材は、緊締ねじの締め付け時に緊締部材が緊締方向に引っ張られるように、斜面を介してガイドされているものに関する。
WO2007080151A1から公知の切削工具システムは、主として支持体工具から成っており、この支持体工具は、カッタープレートを取り付けるための切欠きを有している。カッタープレートには、緊締用凹部が設けられている。カッタープレートは、緊締部材によって支持体工具内に保持される。緊締部材もやはり、緊締ねじを介して支持体工具に固定されている。緊締部材の、カッタープレートに面した下面には、係合部材が配置されており、この係合部材は、緊締作用を以て緊締用凹部に接触しており、これによりカッタープレートを支持体工具に固定している。緊締部材は、支持体工具上の斜面を介してガイドされているので、緊締ねじの締め付け時に、緊締部材は支持体工具の方に引っ張られるようになっている。
本発明の根底を成す課題は、請求項1の上位概念に記載の工具システムを改良して、切削速度vcが最高3000m/min、切込み深さapが最大10mm(プレートサイズ、カッタープレートの幾何学形状及び加工すべき材料による)、及び送りfが最大1.0mmの切削データ、及び場合によってはより高度な切削データによる粗旋削加工での使用にも適しているようにすることである。更に、高いプロセス確実性が保証されることが望ましい。
この課題は本発明に基づき、請求項1の特徴部に記載の構成により解決される。
a.緊締部材が、互いに平行な緊締部材ガイドの溝内に配置されており、該溝内で緊締部材は、緊締方向に移動可能に案内されており、緊締部材は、2つの平行なガイド面を有しており、これらのガイド面が、緊締部材ガイドに面状に接触することにより、緊締部材の両側が、溝内で案内されるようになっており、
b.緊締部材内に、緊締ねじ用の緊締部材穴が配置されており、カッタープレートが締め込まれた状態において、緊締部材穴の、カッタープレート側の壁が、緊締ねじに当接するようになっており、
c.係合部材は、カッタープレートの切刃縁部から見て、緊締用凹部の中心の正面で、緊締用凹部に形状接続的に係合するようになっている
ことにより、当該工具システムは、材料に負荷がかかる作業のための粗旋削加工に使用することにも適している。
a.緊締部材が、互いに平行な緊締部材ガイドの溝内に配置されており、該溝内で緊締部材は、緊締方向に移動可能に案内されており、緊締部材は、2つの平行なガイド面を有しており、これらのガイド面が、緊締部材ガイドに面状に接触することにより、緊締部材の両側が、溝内で案内されるようになっており、
b.緊締部材内に、緊締ねじ用の緊締部材穴が配置されており、カッタープレートが締め込まれた状態において、緊締部材穴の、カッタープレート側の壁が、緊締ねじに当接するようになっており、
c.係合部材は、カッタープレートの切刃縁部から見て、緊締用凹部の中心の正面で、緊締用凹部に形状接続的に係合するようになっている
ことにより、当該工具システムは、材料に負荷がかかる作業のための粗旋削加工に使用することにも適している。
緊締部材の両側のガイドにより、緊締部材輪郭若しくは係合部材の、カッタープレートの緊締用凹部内への確実な係合が保証されている。これにより、緊締部材の位置は、空間(機械)内での工具位置とは関係なく、常に同じである(回動しない)ようになっているので、カッタープレートの交換を、例えば(工具に関して)オーバーヘッド位置においても、問題無く実施することができるようになっている。緊締ねじに対する、緊締部材穴の壁の当接は、本発明の1つの重要な特徴である。それというのも、これにより間隙Δ2=ゼロとなり(図3参照)、且つ緊締ねじの長手方向軸線から、カッタープレートの中心までの間隔が、常に同じ大きさになるからである。これにより、緊締部材の下面に設けられた係合部材は、正確に規定された位置において緊締用凹部に係合することになる。このことは極めて重要である。それというのも、さもなければ不確定な力が、カッタープレートに作用することになるからである。高いプロセス確実性は、更に、緊締用凹部の中心の正面での係合部材(緊締部材突起)の押圧によって得られる。これにより、カッタープレートの上向き傾動が排除される。「緊締用凹部の中心の正面」とは、係合部材が、切刃縁部から見て、緊締用凹部の中心の正面で、緊締用凹部に形状接続的に係合することを意味している。
本発明に基づいて、工具システムは、好適にはモノブロック工具として、又はアダプタを備えた工具として形成され得る。
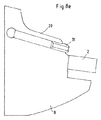
工具システムが、モノブロック工具として形成されている場合、好適にはカッタープレートは、支持体工具の切欠き内に配置されており、緊締部材は、緊締ねじを介して支持体工具に固定されており、斜面が支持体工具に配置されており、緊締ねじの締め付け時に、緊締部材は、支持体工具に向かう緊締方向に引っ張られるようになっている。この構成は、図9aに示されている。
工具システムが、アダプタを備えて形成されている場合、好適にはアダプタは、支持体工具に設けられたアダプタ溝内に取り付けられており、アダプタに、互いに平行な緊締部材ガイドにより溝が配置されており、この溝において緊締部材は両側をガイドされており、アダプタに、緊締ねじ用の連続した穴と、支持体工具にアダプタを取り付けるための複数の連続した穴とが配置されており、カッタープレートは、カッタープレートの幾何学形状に適合された、アダプタのホルダ若しくは受容部に当接しており、斜面が、支持体工具にではなく、アダプタに配置されている。側方のガイド及び斜面若しくは戻り斜面(後述する)は、支持体工具にではなく、意図的にアダプタに組み込まれており、これにより、緊締部材とカッタープレート中心との心合わせ/同軸性/平行性が正確に一致させられるようになっている。アダプタは、好適には熱間加工用鋼から製造される。
以下の構成は全て、モノブロック工具と、アダプタを備えた工具の両方に適用され得る。
好適には、溝のガイド幅Bの許容誤差、即ち、緊締部材ガイドの相互間隔の許容誤差は、B±0.025であり、緊締部材の幅の許容誤差、即ち、緊締部材のガイド面の相互間隔の許容誤差は、B±0.05である。許容誤差を狭くしたガイドによって、過重な負荷の加工や、場合によっては一時的に生じる過剰負荷に際しても、緊締部材はその位置が維持されるようになっている。これにより、「クラッシュ」した場合に、支持体工具及び工作物の、場合によっては比較的大きな損傷が回避されるようになっている。
好適には、カッタープレートから見て緊締部材の後ろ側の端部に、傾斜を形成する戻り斜面が配置されており、モノブロック工具の場合は、支持体工具に、戻り斜面に適合された滑り斜面が位置しており、アダプタを備えた工具システムの場合は、アダプタの後ろ側の端部に戻り斜面が位置しており、戻り斜面及び滑り斜面の角度は、水平線に対して好適には15〜25度、特に好適には20度である。これにより、緊締部材ヘッドの中心からカッタープレートの中心に向かって軸方向に引っ張る方向での、緊締部材の位置決めが、緊締部材に設けられた穴の公差に基づく、緊締部材穴に対する緊締部材ねじの当接と相まって、自動的に生ぜしめられるようになっている。
好適には、緊締部材に対する緊締ねじの緊締力FSchraubeは、斜面に対する力FASchraubeと、カッタープレートに対する力FWSPSchraubeとに分かれ、この場合、FSchraube=FASchraube+FWSPSchraube及びFASchraube=FWSPSchraube×Xであり、この場合、Xは1.6〜1.8、好適には1.7である。プロセスを確実にするカッタープレートの緊締に関して重要なのは、緊締部材において選択される長さ(てこ腕)の比である。本発明による工具システムは、好適には1:1.7の比で設計されている(図6参照)。これにより、閉鎖力として導入されたねじ力の37%が、カッタープレートに作用することが達成される。
好適には、緊締ねじは、ねじ端部に外側六角体を備えて形成されている。緊締部材穴は支持体工具を貫通しているので、緊締ねじのねじ端部に到達することができるようになっている。これにより、カッタープレート交換に際して、緊締ねじを下側から取り外すことが可能になる。このことは、工具が例えば機械においてオーバーヘッド位置にある場合に必要である。
好適には、溝の緊締部材ガイド内に、冷却媒体供給部が組み込まれている。好適には、緊締部材ガイドは、カッタープレートに向かって低くなる傾斜面として形成されていて、2つの移行半径R3,R5を介してカッタープレート上面まで延びている。冷却媒体供給部の流出開口は、半径R3とR5との間に配置されている。冷却媒体は、工具システムの耐用年数及びカッタープレートの寿命を延長する。更に冷却媒体は、工作物表面を改良する。
好適には、カッタープレート上面に対する傾斜面の傾斜角度αは、3〜10度である。これにより、発生するチップがより良好に滑り落ちるようになっている。
好適には、特殊な用途のために、流出開口には閉鎖ねじ又はノズル用のねじ山が形成されている。
好適には、この工具システムは、切削速度vcが最高3000m/min、切込み深さapが最大10mm(プレートサイズ、カッタープレートの幾何学形状及び加工すべき材料による)、及び送りfが最大1.0mmの切削データによる粗旋削加工に用いられる。
明細書全体にわたり、カッタープレートについて記載してあるが、好適なのはスローアウェイ型のカッタープレートである。
以下に、本発明を図面につき詳しく説明する。
図1a及び図1bには、本発明による2つの工具システムが示されている。
支持体工具には、それぞれ符号8が付されており、この支持体工具8は、カッタープレート2を取り付けるための切欠きを有している。図1a及び図1bに示したカッタープレート2は、円形の緊締用凹部9を有していて、この緊締用凹部9内には、球形若しくは円形の隆起部30が配置されている。この隆起部30の最高点は、緊締用凹部9の底部の上側であり且つカッタープレート上面の下側、若しくはすくい面の下側に配置されている。
図1aに見られるように、好適には第1の緊締用凹部9に対して同軸的に、第2の緊締用凹部10が配置されており、この場合、第1の緊締用凹部9は、第2の緊締用凹部10よりも低く配置されており、且つ両緊締用凹部9,10は、カッタープレート上面よりも低く配置されている。これにより、第2の緊締用凹部10に対する第1の緊締用凹部9の高さ距離は、カッタープレート上面を研削加工又はラッピング加工した場合でも、常に同じである。
カッタープレート2を支持体工具8に取り付けるために、この支持体工具8には緊締部材1が、緊締ねじ3を介して取り付けられている。緊締ねじ3は緊締部材1を貫通して、支持体工具8に設けられた緊締部材穴5に螺入されている。
緊締ねじ3を螺入する際に、緊締部材1の先端がカッタープレート2を押圧する。1つの緊締用凹部9を備えたカッタープレート2を使用する場合は、緊締部材1の、カッタープレート2に面した下面に、突起又は鎌状部材として加工成形された、係合部材11が配置されている。この係合部材11は、緊締用凹部9に係合し、これによりカッタープレート2を支持体工具8に固定する。係合部材11は、突起又は鎌状部材としての形態だけでなく、原則として考えられる全ての形態を有することができ、また、係合部材無しの(つまり平滑な)緊締部材1も可能である。但し、係合部材無しの緊締部材1を使用する場合は、スローアウェイ(刃先交換)型カッタープレートの戻りが生ぜしめられることはない。
本発明では、緊締部材1(図2a、図2b及び図2c参照)は両側を支持体工具8に沿ってガイドされている。ガイド用に、一方では支持体工具8にガイドとして溝6が配置されており、且つ他方では緊締部材1にガイド面14が配置されており、溝6とガイド面14は許容誤差を狭くされていて、緊締部材1を輪郭移行部12まで、面状にガイドしている。図2aに、ガイド長さL、ガイド幅B及びこれらの範囲が示されている。ガイド長さLは、好適には(構成サイズに応じて)10〜22mmであり、ガイド幅Bは、(構成サイズに応じて)10〜20mmである。支持体工具8におけるガイド幅Bの許容誤差は、B±0.025であり、緊締部材1の幅の許容誤差は、B±0.05である。図2cには特にガイド面14が示されている。
これにより、ガイドは緊締部材先端部13の極めて近くまで行われるようになっている。これにより、緊締部材輪郭若しくは係合部材11の、カッタープレート2の第1の緊締用凹部9への確実な係合が保証されている。つまり、緊締部材1の位置は、空間(機械)の工具位置に関係無く、常に同じ(回動することはない)なので、カッタープレートの交換は、例えば(工具に関して)オーバーヘッド位置においても、問題無く実施可能である。
許容誤差を狭くしたガイドによって、過重な負荷の加工や、場合によっては一時的に生じる過剰負荷に際しても、緊締部材1はその位置が維持されるようになっている。これにより、「クラッシュ」した場合に、工具及び工作物の、場合によっては比較的大きな損傷を回避することができるようになっている。
図3には、緊締部材ヘッドの中心からカッタープレート(スローアウェイ型のカッタープレート)の中心まで、軸方向に引っ張る方向での緊締部材1の位置決めが、緊締部材に設けられた穴の公差と、緊締部材ねじとに基づき、自動的に生ぜしめられていることが示されている。このことは、カッタープレート2から見て緊締部材1の後ろ側の端部に、戻り斜面4が配置されており、且つこの戻り斜面4に適合された滑り斜面15が、緊締部材1に位置していることによって達成される。緊締部材1が緊締ねじ3により固定されると、滑り斜面15は戻り斜面4に沿って、緊締部材穴5の、カッタープレート2の側の壁が緊締ねじ3に当接するまで、滑り落ちる。緊締ねじ3に対する緊締部材穴5の壁の前記当接は、本発明の1つの重要な特徴である。それというのも、これにより、間隙Δ2=0となり(図3参照)、緊締ねじ3の長手方向軸線17からカッタープレート2の中心18までの間隔16が、常に同じ大きさになるからである。これにより、緊締部材1の下面に設けられた係合部材11が、正確に規定された位置において緊締用凹部9に係合することになる。このことは極めて重要である。それというのも、さもなければ不確定な力が、カッタープレート2に作用することになるからである。戻り斜面4及び滑り斜面15の角度は、好適には水平線に対して20度である。
高いプロセス確実性は、側方ガイドの他に、主に戻り斜面4による緊締部材1の戻り(図3又は図4a参照)、緊締部材輪郭若しくは係合部材と、カッタープレート(スローアウェイ型カッタープレート)との間の形状接続(形状的な束縛、例えば係合による結合)、並びに緊締用凹部9の中心の正面での係合部材11(緊締部材突起)の押圧(例えば図1a参照)によって得られる。これらの条件に基づいて、スローアウェイ型カッタープレートは回動不能に、プレート座に引き込まれる(図4a参照)。「緊締用凹部9の中心の正面」とは、係合部材11が、切刃縁部から見て、緊締用凹部9の中心の正面で、緊締用凹部9に形状接続的に係合することを意味しており、これにより、カッタープレート2の「上向き傾動」が排除されている。
図5には、緊締部材1の戻りが、ねじ軸部に対する緊締部材穴5(図6)の突き当たりを介して制限されていることが示されている。これにより、緊締用凹部9からの緊締部材1の滑り出しが阻止され、且つシステム全体、即ち、緊締部材−ねじ−工具が緊締されるようになっている。カッタープレート2は、支持部材27(支持プレート)に着座しており、支持部材27は、ねじ28によって支持体工具8に固定されている。
プロセスを確実にするカッタープレート2の緊締に関して基本的に重要なのは、緊締部材1において選択される長さ(てこ腕)の比である。本発明による工具システムは、1:1.7の比で設計されている(図6参照)。これにより、閉鎖力として導入されたねじ力の37%が、カッタープレートに作用することが達成される。
選択された軸方向距離寸法「X」(図6参照)は、最小サイズの緊締部材1によって(バリエーション最小化)、工具システムにとって重要であり且つ市場において汎用の、あらゆるカッタープレート幾何学形状やサイズを技術的に申し分なく、本発明による工具システム内に緊締することを考慮した結果である。3つの異なる軸方向距離寸法(X=13.3mm、X=16.15mm、X=21.5mm)を有する、3つの緊締部材サイズが有利であるということが判っている。これらは、内接円が9.52mm〜25.40mmの、あらゆるスローアウェイ型カッタープレートの幾何学形状をカバーする。長さ(てこ腕)比は、全てにおいて1:1.7である。
バリエーション最小化を考慮しない場合は、1.0〜1.7未満の比が、技術的にはより良好である。つまり、1:1の比では、導入されたねじ力の半分が、カッタープレートを押圧することになる。1.7〜2.2の範囲は、技術的には可能である。しかしながら、この比が大きければ大きいほど、カッタープレートに作用する力は小さくなる。例えば、緊締ねじ3が、力FSchraube=10.000Nで緊締部材1を押圧する場合、この力は、本発明では好適には斜面15に対する力FASchraube=6.300Nと、カッタープレート2に対する力FWSPSchraube=3.700Nとに分かれる。それというのも、6.300N=3.700N×1.7だからである。
FASchraube〜FSchraubeの距離が1である場合、本発明ではFSchraube〜FWSPSchraubeの距離は、好適には1.7である。このことは図6に示されている。
また、1:1.6〜1:1.8の範囲も好適である。
カッタープレート交換に際して緊締ねじ3を下側から取り外せるようにするために、緊締ねじ3は、ねじ端部に外側六角体29を備えて形成されている(図7参照)。このことは、工具が例えば機械内でオーバーヘッド位置にある場合に必要である。M6用にはSW4の二面幅が算出された。M6の場合はSW4.5の二面幅も可能である。M8用にはSW5.5の二面幅が選択される。M8の場合は、SW5〜SW6の範囲の二面幅が可能である。緊締部材穴5は支持体工具8を貫通しているので、緊締ねじ3のねじ端部に到達(アクセス)することができるようになっている。
以下に、材料及び工具ホルダを列挙する:
−支持体工具8は、好適には調質鋼又は熱間加工用鋼の材料から成っている
−緊締部材1は、好適には以下の材料から成っている:
−鋼 500−750HV
−超硬合金 850−1250HV
−セラミック 1250−1650HV
−緊締部材は、以下のバリエーションで構造的に複合材料としても形成可能である:
−鋼から成る支持体工具及び超硬合金から成るカバー
−鋼から成るベース支持体及びセラミックから成るカバー
−CMS,HSK,KM,FTC,VDI,SK xxx等の、あらゆる慣用の工具ホルダシステムが可能である。
−本発明による工具システムは、シャンクツール、ボーリングバー、カートリッジ等の、あらゆる慣用の工具タイプにも適用可能である。
−支持体工具8は、好適には調質鋼又は熱間加工用鋼の材料から成っている
−緊締部材1は、好適には以下の材料から成っている:
−鋼 500−750HV
−超硬合金 850−1250HV
−セラミック 1250−1650HV
−緊締部材は、以下のバリエーションで構造的に複合材料としても形成可能である:
−鋼から成る支持体工具及び超硬合金から成るカバー
−鋼から成るベース支持体及びセラミックから成るカバー
−CMS,HSK,KM,FTC,VDI,SK xxx等の、あらゆる慣用の工具ホルダシステムが可能である。
−本発明による工具システムは、シャンクツール、ボーリングバー、カートリッジ等の、あらゆる慣用の工具タイプにも適用可能である。
本発明の有利な実施形態では、支持体工具8内に、冷却媒体供給部が組み込まれている。この冷却媒体供給部は、図8a〜図8dに示されている。冷却媒体供給部は、2つの側方の緊締部材ガイド19内に組み込まれている(図8a及び図8b)。これにより冷却媒体は、目標の極めて近くに方向付けられて、切削プロセスにもたらされることになる。切りくずの滑落は、複数の移行半径を有する傾斜面20を介して可能である。カッタープレート上面に対する傾斜面20の傾斜角度α(図8d)は、3〜10度である。これにより、以前は頻繁に冷却媒体管において見られた(連続)チップの引っかかりが排除されている。傾斜面20の高さHは、好適には4〜8mmである(図8c)。
冷却媒体用の流出開口及び穴のサイズは、工具サイズに応じて2〜10mmである。流出開口には、存在し得る閉鎖ねじのためのねじ山が形成されている。
しかしまた、流出開口に、円錐形の先端部と中心穴とを備えたノズル31(図8e参照)を螺入する可能性もある。穴の直径は、工具の構成サイズに応じてφ1mm〜6mmで変化する。このノズルは、冷却媒体圧力が20bar未満であり且つ「オリジナルの」冷却媒体穴が汚染(閉塞)されやすい場合に使用される。これにより、加工プロセスにおける冷却媒体流量が十分である限りは、冷却媒体の流出速度の増大も達成される。
本発明による工具システムは、モノブロック工具としても、アダプタを備えた工具としても想定されている。図9aには、モノブロック工具としての工具システムが示されており、図9bには、アダプタを備えた工具としての工具システムが示されている。図9aに示したモノブロック工具は、図1aに示した工具システムと同一である。以下に、図9bに示した工具システムを、図10a〜図10dに基づき詳しく説明する。
アダプタ7(図10a〜図10b参照)内には、プロセスを確実にするカッタープレート2の緊締機能が全て組み込まれている。アダプタ7は、支持体工具8にねじで固定されるので、2つのねじ穴21を有している。更にアダプタ7は、緊締ねじ3用の穴22を有している。緊締部材1をガイドするために、アダプタ7は側方のアダプタガイド23と、アダプタ戻り斜面24と、場合によってはモノブロック工具と同様の冷却媒体供給部とを有している。冷却媒体供給部の流出開口25及び穴は、アダプタサイズに応じて2mm〜5mmである。冷却媒体供給は、アダプタガイド23を通じて行われる。アダプタ戻り斜面24は、アダプタの後ろ側の端部に配置されている。アダプタの高さは10mmであり、アダプタガイド23の高さは6mmである。好適な実施形態の寸法は、図10c及び図10dから看取され得る。アダプタ7の、カッタープレート2に面した側には、カッタープレートの形状に応じてプレート座壁26が配置されており、これらのプレート座壁26にカッタープレート2が、図10cに示したように当接する。
前記側方のガイド及び戻り斜面(20度)は、(工具にではなく)意図的にアダプタに組み込まれており、これにより、緊締部材とカッタープレート中心との心合わせ/同軸性/平行性が正確に一致するようになっている。アダプタは、熱間加工用鋼から製造される。
Claims (12)
- 支持体工具(8)と、緊締用凹部(9)を備えたカッタープレート(2)と、所属の緊締ねじ(3)を備えた緊締部材(1)とを有する切削工具システムであって、緊締部材(1)の、カッタープレート(2)に面した下面に係合部材(11)が配置されており、該係合部材(11)は、取付け状態において緊締作用を以て前記緊締用凹部(9)に接触しており、これにより前記カッタープレート(2)が固定されており、前記緊締部材(1)は、前記緊締ねじ(3)の締め付け時に前記緊締部材(1)が緊締方向に引っ張られるように、斜面を介してガイドされているものにおいて、
d.前記緊締部材(1)が、互いに平行な緊締部材ガイド(19)の溝(6)内に配置されており、該溝(6)内で前記緊締部材(1)は、緊締方向に移動可能に案内されており、前記緊締部材(1)は、2つの平行なガイド面(14)を有しており、これらのガイド面(14)が、前記緊締部材ガイド(19)に面状に接触することにより、前記緊締部材(1)の両側が、前記溝(6)内で案内されるようになっており、
e.前記緊締部材(1)内に、前記緊締ねじ(3)用の緊締部材穴(5)が配置されており、前記カッタープレート(2)が締め込まれた状態において、前記緊締部材穴(5)の、前記カッタープレート(2)側の壁が、前記緊締ねじ(3)に当接するようになっており、
f.前記係合部材(11)は、前記カッタープレート(2)の切刃縁部から見て、前記緊締用凹部(9)の中心の正面で、該緊締用凹部(9)に形状接続的に係合するようになっている
ことを特徴とする、切削工具システム。 - 当該工具システムは、モノブロック工具として形成されており、前記カッタープレート(2)は、前記支持体工具(8)の切欠き内に配置されており、前記緊締部材(1)は、前記緊締ねじ(3)を介して前記支持体工具(8)に取り付けられており、前記斜面は、前記支持体工具(8)に配置されていて、前記緊締ねじ(3)の締め付け時に、前記緊締部材(1)が、前記支持体工具(8)に向かう緊締方向に引っ張られるようになっている、請求項1記載の工具システム。
- 当該工具システムは、アダプタ(7)を備えて形成されており、該アダプタ(7)は、前記支持体工具(8)に設けられたアダプタ用溝(32)内に取り付けられており、前記アダプタ(7)内に、互いに平行な緊締部材ガイド(19)により前記溝(6)が配置されており、該溝(6)内で、前記緊締部材(1)が両側を案内されており、前記アダプタ(7)内に、前記緊締ねじ(3)用の連続した穴(22)と、前記支持体工具(8)に前記アダプタ(7)を取り付けるための連続した穴(21)とが配置されており、前記カッタープレート(2)は、前記アダプタ(7)に設けられている、前記カッタープレート(2)の幾何学形状に適合された受容部に当接しており、前記斜面は、前記支持体工具(8)にではなく、前記アダプタ(7)に配置されている、請求項1記載の工具システム。
- 前記溝(6)のガイド幅(B)の許容誤差、即ち、前記緊締部材ガイド(19)の相互間隔の許容誤差は、B±0.025であり、前記緊締部材(1)の幅の許容誤差、即ち、前記緊締部材(1)のガイド面(14)の相互間隔の許容誤差は、B±0.05である、請求項1から3までのいずれか1項記載の工具システム。
- 前記カッタープレート(2)から見て前記緊締部材(1)の後ろ側の端部に、傾斜を形成する戻り斜面(4)が配置されており、モノブロック工具の場合は、前記支持体工具(8)に、前記戻り斜面(4)に適合された滑り斜面(15)が位置しており、前記アダプタ(7)を備えた工具システムの場合は、前記アダプタ(7)の後ろ側の端部に戻り斜面(24)が位置しており、前記戻り斜面(24)及び滑り斜面(15)の角度は、水平線に対して好適には15〜25度、特に好適には20度である、請求項1から4までのいずれか1項記載の工具システム。
- 前記緊締部材(1)に対する前記緊締ねじ(3)の緊締力FSchraubeは、前記斜面に対する力FASchraubeと、前記カッタープレート(2)に対する力FWSPSchraubeとに分かれ、この場合、FSchraube=FASchraube+FWSPSchraube及びFASchraube=FWSPSchraube×Xであり、Xは1.6〜1.8、好適には1.7である、請求項1から5までのいずれか1項記載の工具システム。
- 前記緊締ねじ(3)は、ねじ端部に外側六角体(29)を備えて形成されている、請求項1から6までのいずれか1項記載の工具システム。
- 前記溝(6)の前記緊締部材ガイド(19)に、冷却媒体供給部が組み込まれている、請求項1から7までのいずれか1項記載の工具システム。
- 前記緊締部材ガイド(19)は、前記カッタープレート(2)に向かって低くなる傾斜面(20)として形成されていて、2つの移行半径R3,R5を介してカッタープレート上面まで延びており、前記冷却媒体供給部の流出開口(25)は、前記半径R3とR5との間に配置されている、請求項8記載の工具システム。
- 前記カッタープレート上面に対する前記傾斜面(20)の傾斜角度αは、3〜10度である、請求項9記載の工具システム。
- 前記流出開口(25)に、閉鎖ねじ又はノズル用のねじ山が形成されている、請求項9又は10記載の工具システム。
- 切削速度vcが最高3000m/min、切込み深さapが最大10mm(プレートサイズ、カッタープレートの幾何学形状及び加工すべき材料による)、及び送りfが最大1.0mmの切削データによる粗旋削加工のための、請求項1から11までのいずれか1項記載の工具システムの使用。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011085250 | 2011-10-26 | ||
| DE102011085250.6 | 2011-10-26 | ||
| PCT/EP2012/071097 WO2013060752A1 (de) | 2011-10-26 | 2012-10-25 | Werkzeugsystem |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014534082A true JP2014534082A (ja) | 2014-12-18 |
Family
ID=47074729
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014537604A Pending JP2014534082A (ja) | 2011-10-26 | 2012-10-25 | 工具システム |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US9669467B2 (ja) |
| EP (1) | EP2771142B1 (ja) |
| JP (1) | JP2014534082A (ja) |
| KR (1) | KR20140094573A (ja) |
| CN (1) | CN103998166B (ja) |
| CA (1) | CA2853191A1 (ja) |
| DE (1) | DE102012219490A1 (ja) |
| ES (1) | ES2585210T3 (ja) |
| IL (1) | IL232151A0 (ja) |
| IN (1) | IN2014CN03850A (ja) |
| PL (1) | PL2771142T3 (ja) |
| WO (1) | WO2013060752A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015093380A (ja) * | 2013-11-14 | 2015-05-18 | サンドビック ツーリング フランス | 溝入れ工具ホルダー用カートリッジ、対応する溝入れ工具ホルダー、キット及びこれらのアセンブリ |
| WO2018034339A1 (ja) * | 2016-08-19 | 2018-02-22 | 京セラ株式会社 | 切削工具及びこれを用いた切削加工物の製造方法 |
| JP2019206075A (ja) * | 2018-05-29 | 2019-12-05 | セラムテック ゲゼルシャフト ミット ベシュレンクテル ハフツングCeramTec GmbH | 工具システム |
| JP2020511322A (ja) * | 2017-03-22 | 2020-04-16 | セラムテック ゲゼルシャフト ミット ベシュレンクテル ハフツングCeramTec GmbH | 工具システム |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6302086B2 (ja) * | 2014-10-29 | 2018-03-28 | 京セラ株式会社 | ホルダ、切削工具及び切削加工物の製造方法 |
| HRP20220265T1 (hr) * | 2015-01-09 | 2022-05-13 | Ceramtec Gmbh | Noseći alat |
| WO2016151610A1 (en) * | 2015-03-23 | 2016-09-29 | Ferraresso Claudio | Tool holder, in particular turning tool holder, with rapid locking system for interchangeable inserts |
| US10596634B2 (en) * | 2015-06-30 | 2020-03-24 | Seco Tools Ab | Cutting tool with a nozzle with a coolant channel |
| CN105234467A (zh) * | 2015-09-09 | 2016-01-13 | 温州瑞明工业股份有限公司 | 用于加工带有倒角和通孔的刀具 |
| JP6436322B2 (ja) * | 2015-09-29 | 2018-12-12 | 株式会社タンガロイ | 切削インサート固定部材および切削工具 |
| AT16570U1 (de) * | 2018-08-01 | 2020-01-15 | Ceratizit Austria Gmbh | Drehwerkzeug-Halter |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3268977A (en) * | 1964-02-13 | 1966-08-30 | Leroy H Diemond | Tool holder and insert |
| JPS4716045Y1 (ja) * | 1969-07-24 | 1972-06-06 | ||
| JPS58188101U (ja) * | 1982-06-10 | 1983-12-14 | 株式会社リコー | バイトホルダ− |
| US4848198A (en) * | 1988-04-21 | 1989-07-18 | Kennametal Inc. | Chip breaking tool holder |
| JPH01125103U (ja) * | 1988-02-18 | 1989-08-25 | ||
| EP0402934A2 (en) * | 1989-06-15 | 1990-12-19 | Mitsubishi Materials Corporation | Tool with clamped insert |
| JPH0631905U (ja) * | 1992-09-30 | 1994-04-26 | 三菱マテリアル株式会社 | スローアウェイ式切削工具 |
| JPH0740051U (ja) * | 1993-12-28 | 1995-07-18 | 日立精機株式会社 | 高圧クーラントノズルの調整装置 |
| JPH09183002A (ja) * | 1995-12-29 | 1997-07-15 | Sumitomo Electric Ind Ltd | 内部給油式バイト |
| JP2007203437A (ja) * | 2006-02-06 | 2007-08-16 | Mitsubishi Materials Corp | 切削インサートのクランプ機構、インサート着脱式切削工具及び切削インサート |
| WO2008062825A1 (fr) * | 2006-11-22 | 2008-05-29 | Mitsubishi Materials Corporation | Outil de découpe du type à insert détachable et insert |
| JP2010520065A (ja) * | 2007-02-28 | 2010-06-10 | セラムテック アクチエンゲゼルシャフト | プレートシートアダプタ |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2062607A (en) * | 1935-05-29 | 1936-12-01 | O K Tool Co Inc | Streamlined bit clamp and holder |
| US3102326A (en) * | 1960-04-20 | 1963-09-03 | Alfred R Conti | Cutting tool |
| US3548475A (en) * | 1967-06-21 | 1970-12-22 | Usag Utensilerie Spa | Cutting tool for lathes |
| US3484920A (en) * | 1968-06-21 | 1969-12-23 | Eric J Werner | Chipbreaker and toolholder |
| FR2134944A5 (ja) * | 1971-04-22 | 1972-12-08 | Carmona Jean | |
| DE7831988U1 (de) * | 1978-10-27 | 1980-04-03 | Komet Stahlhalter- Und Werkzeugfabrik Robert Breuning Gmbh, 7122 Besigheim | Klemmvorrichtung zur klemmung einer wendeschneidplatte an einem werkzeughalter |
| US4286902A (en) | 1980-01-09 | 1981-09-01 | Dresser Industries, Inc. | Self-colleting drill |
| DE3343448A1 (de) * | 1983-12-01 | 1985-06-13 | Hochmuth + Hollfelder, 8500 Nürnberg | Schneidwerkzeug zur spanabhebenden metallbearbeitung |
| US4730525A (en) * | 1986-05-01 | 1988-03-15 | General Electric Company | Indexable cutting tool |
| IL84171A (en) * | 1987-10-14 | 1990-09-17 | Iscar Ltd | Cutting insert and tool holder therefor |
| DE3835961A1 (de) * | 1987-10-22 | 1989-05-03 | Mitsubishi Metal Corp | Festgeklemmtes bzw. aufgesetztes werkzeug |
| SE518027C2 (sv) * | 2000-04-20 | 2002-08-20 | Sandvik Ab | Skärverktygssytem och medel för att exakt positionera detsamma |
| US7073986B2 (en) * | 2001-11-08 | 2006-07-11 | Kennametal Inc. | Dimpled insert with retaining clamp |
| DE102006052701A1 (de) | 2006-01-09 | 2007-07-26 | Ceramtec Ag Innovative Ceramic Engineering | Formschlüssig befestigte Schneidplatte auf einer Stützplatte |
| CN100588527C (zh) * | 2007-09-05 | 2010-02-10 | 机械科学研究总院先进制造技术研究中心 | 铸型数控切削加工成形机 |
| CN201086129Y (zh) * | 2007-09-12 | 2008-07-16 | 广州机床厂有限公司 | 一种车床 |
| US9211590B2 (en) * | 2013-09-20 | 2015-12-15 | Kennametal Inc. | Screw head wedge clamp assembly for cutting tool |
-
2012
- 2012-10-25 PL PL12778112T patent/PL2771142T3/pl unknown
- 2012-10-25 JP JP2014537604A patent/JP2014534082A/ja active Pending
- 2012-10-25 KR KR1020147013928A patent/KR20140094573A/ko not_active Application Discontinuation
- 2012-10-25 US US14/353,425 patent/US9669467B2/en active Active
- 2012-10-25 DE DE102012219490A patent/DE102012219490A1/de not_active Withdrawn
- 2012-10-25 ES ES12778112.8T patent/ES2585210T3/es active Active
- 2012-10-25 CN CN201280064305.8A patent/CN103998166B/zh active Active
- 2012-10-25 IN IN3850CHN2014 patent/IN2014CN03850A/en unknown
- 2012-10-25 CA CA2853191A patent/CA2853191A1/en not_active Abandoned
- 2012-10-25 WO PCT/EP2012/071097 patent/WO2013060752A1/de active Application Filing
- 2012-10-25 EP EP12778112.8A patent/EP2771142B1/de active Active
-
2014
- 2014-04-22 IL IL232151A patent/IL232151A0/en unknown
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3268977A (en) * | 1964-02-13 | 1966-08-30 | Leroy H Diemond | Tool holder and insert |
| JPS4716045Y1 (ja) * | 1969-07-24 | 1972-06-06 | ||
| JPS58188101U (ja) * | 1982-06-10 | 1983-12-14 | 株式会社リコー | バイトホルダ− |
| JPH01125103U (ja) * | 1988-02-18 | 1989-08-25 | ||
| US4848198A (en) * | 1988-04-21 | 1989-07-18 | Kennametal Inc. | Chip breaking tool holder |
| EP0402934A2 (en) * | 1989-06-15 | 1990-12-19 | Mitsubishi Materials Corporation | Tool with clamped insert |
| JPH0631905U (ja) * | 1992-09-30 | 1994-04-26 | 三菱マテリアル株式会社 | スローアウェイ式切削工具 |
| JPH0740051U (ja) * | 1993-12-28 | 1995-07-18 | 日立精機株式会社 | 高圧クーラントノズルの調整装置 |
| JPH09183002A (ja) * | 1995-12-29 | 1997-07-15 | Sumitomo Electric Ind Ltd | 内部給油式バイト |
| JP2007203437A (ja) * | 2006-02-06 | 2007-08-16 | Mitsubishi Materials Corp | 切削インサートのクランプ機構、インサート着脱式切削工具及び切削インサート |
| WO2008062825A1 (fr) * | 2006-11-22 | 2008-05-29 | Mitsubishi Materials Corporation | Outil de découpe du type à insert détachable et insert |
| JP2010520065A (ja) * | 2007-02-28 | 2010-06-10 | セラムテック アクチエンゲゼルシャフト | プレートシートアダプタ |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015093380A (ja) * | 2013-11-14 | 2015-05-18 | サンドビック ツーリング フランス | 溝入れ工具ホルダー用カートリッジ、対応する溝入れ工具ホルダー、キット及びこれらのアセンブリ |
| WO2018034339A1 (ja) * | 2016-08-19 | 2018-02-22 | 京セラ株式会社 | 切削工具及びこれを用いた切削加工物の製造方法 |
| JPWO2018034339A1 (ja) * | 2016-08-19 | 2019-06-20 | 京セラ株式会社 | 切削工具及びこれを用いた切削加工物の製造方法 |
| US11065691B2 (en) | 2016-08-19 | 2021-07-20 | Kyocera Corporation | Cutting tool and method of manufacturing machined product using the same |
| JP2020511322A (ja) * | 2017-03-22 | 2020-04-16 | セラムテック ゲゼルシャフト ミット ベシュレンクテル ハフツングCeramTec GmbH | 工具システム |
| JP7167050B2 (ja) | 2017-03-22 | 2022-11-08 | セラムテック ゲゼルシャフト ミット ベシュレンクテル ハフツング | 工具システム |
| US11504777B2 (en) | 2017-03-22 | 2022-11-22 | Ceramtec Gmbh | Tool system |
| JP2019206075A (ja) * | 2018-05-29 | 2019-12-05 | セラムテック ゲゼルシャフト ミット ベシュレンクテル ハフツングCeramTec GmbH | 工具システム |
| JP7330760B2 (ja) | 2018-05-29 | 2023-08-22 | セラムテック ゲゼルシャフト ミット ベシュレンクテル ハフツング | 工具システム |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013060752A1 (de) | 2013-05-02 |
| CN103998166A (zh) | 2014-08-20 |
| CA2853191A1 (en) | 2013-05-02 |
| EP2771142B1 (de) | 2016-05-04 |
| ES2585210T3 (es) | 2016-10-04 |
| US9669467B2 (en) | 2017-06-06 |
| PL2771142T3 (pl) | 2017-01-31 |
| IN2014CN03850A (ja) | 2015-09-04 |
| KR20140094573A (ko) | 2014-07-30 |
| CN103998166B (zh) | 2016-05-25 |
| US20140294520A1 (en) | 2014-10-02 |
| IL232151A0 (en) | 2014-05-28 |
| DE102012219490A1 (de) | 2013-05-02 |
| EP2771142A1 (de) | 2014-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014534082A (ja) | 工具システム | |
| EP3059034B1 (en) | Tool holder and cutting tool | |
| JP5800017B2 (ja) | 切削インサートのクランプ装置、切削工具および切削インサート | |
| US8479622B2 (en) | Cutting tool assembly and tool holder therefor | |
| US7104171B1 (en) | Toolholder and toolholder assembly for a cutting insert positioned at a non-conventional height | |
| US10207329B2 (en) | Toolholder with clamp having fluid flow passages, and tool including such a toolholder | |
| US10384277B2 (en) | Tool body and cutting tool | |
| US10780505B2 (en) | Face grooving tool body for metal cutting | |
| KR102227667B1 (ko) | 스틱 블레이드를 이용한 외주 절삭 공구 | |
| JPH06511434A (ja) | 筒形底フライス | |
| WO2016093275A1 (ja) | 切削インサート、工具ボデーおよび切削工具 | |
| US10286459B2 (en) | Machining tool | |
| US20190001419A1 (en) | Carrier tool, cutting insert, and clamping element | |
| JP7167050B2 (ja) | 工具システム | |
| JP2018012172A (ja) | バイト | |
| JP2017177307A (ja) | 切削インサート及び切削工具 | |
| JP7407793B2 (ja) | ドリル工具 | |
| US10369638B2 (en) | Milling cutter | |
| US10537947B2 (en) | Cutting tool and method for manufacturing cut workpiece | |
| US20190126366A1 (en) | Milling tool | |
| JP2007253307A (ja) | フライスカッター及びインサート | |
| JP2019206062A (ja) | 回転切削工具及び切りくず分断部材 | |
| JP2007253305A (ja) | フライスカッター及びインサート | |
| JP2018065195A (ja) | 刃先交換式切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160808 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170306 |