JP2014529541A - 車両用発光ガラスパネル、及びその製造方法 - Google Patents
車両用発光ガラスパネル、及びその製造方法 Download PDFInfo
- Publication number
- JP2014529541A JP2014529541A JP2014523367A JP2014523367A JP2014529541A JP 2014529541 A JP2014529541 A JP 2014529541A JP 2014523367 A JP2014523367 A JP 2014523367A JP 2014523367 A JP2014523367 A JP 2014523367A JP 2014529541 A JP2014529541 A JP 2014529541A
- Authority
- JP
- Japan
- Prior art keywords
- cover
- glazing unit
- light source
- assembly element
- light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10293—Edge features, e.g. inserts or holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10128—Treatment of at least one glass sheet
- B32B17/10155—Edge treatment or chamfering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10541—Functional features of the laminated safety glass or glazing comprising a light source or a light guide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J7/00—Non-fixed roofs; Roofs with movable panels, e.g. rotary sunroofs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Q—ARRANGEMENT OF SIGNALLING OR LIGHTING DEVICES, THE MOUNTING OR SUPPORTING THEREOF OR CIRCUITS THEREFOR, FOR VEHICLES IN GENERAL
- B60Q1/00—Arrangement of optical signalling or lighting devices, the mounting or supporting thereof or circuits therefor
- B60Q1/26—Arrangement of optical signalling or lighting devices, the mounting or supporting thereof or circuits therefor the devices being primarily intended to indicate the vehicle, or parts thereof, or to give signals, to other traffic
- B60Q1/2661—Arrangement of optical signalling or lighting devices, the mounting or supporting thereof or circuits therefor the devices being primarily intended to indicate the vehicle, or parts thereof, or to give signals, to other traffic mounted on parts having other functions
- B60Q1/268—Arrangement of optical signalling or lighting devices, the mounting or supporting thereof or circuits therefor the devices being primarily intended to indicate the vehicle, or parts thereof, or to give signals, to other traffic mounted on parts having other functions on windscreens or windows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Q—ARRANGEMENT OF SIGNALLING OR LIGHTING DEVICES, THE MOUNTING OR SUPPORTING THEREOF OR CIRCUITS THEREFOR, FOR VEHICLES IN GENERAL
- B60Q3/00—Arrangement of lighting devices for vehicle interiors; Lighting devices specially adapted for vehicle interiors
- B60Q3/20—Arrangement of lighting devices for vehicle interiors; Lighting devices specially adapted for vehicle interiors for lighting specific fittings of passenger or driving compartments; mounted on specific fittings of passenger or driving compartments
- B60Q3/208—Sun roofs; Windows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Q—ARRANGEMENT OF SIGNALLING OR LIGHTING DEVICES, THE MOUNTING OR SUPPORTING THEREOF OR CIRCUITS THEREFOR, FOR VEHICLES IN GENERAL
- B60Q3/00—Arrangement of lighting devices for vehicle interiors; Lighting devices specially adapted for vehicle interiors
- B60Q3/60—Arrangement of lighting devices for vehicle interiors; Lighting devices specially adapted for vehicle interiors characterised by optical aspects
- B60Q3/62—Arrangement of lighting devices for vehicle interiors; Lighting devices specially adapted for vehicle interiors characterised by optical aspects using light guides
- B60Q3/64—Arrangement of lighting devices for vehicle interiors; Lighting devices specially adapted for vehicle interiors characterised by optical aspects using light guides for a single lighting device
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0011—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being planar or of plate-like form
- G02B6/0033—Means for improving the coupling-out of light from the light guide
- G02B6/0035—Means for improving the coupling-out of light from the light guide provided on the surface of the light guide or in the bulk of it
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0011—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being planar or of plate-like form
- G02B6/0081—Mechanical or electrical aspects of the light guide and light source in the lighting device peculiar to the adaptation to planar light guides, e.g. concerning packaging
- G02B6/0086—Positioning aspects
- G02B6/0091—Positioning aspects of the light source relative to the light guide
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0011—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being planar or of plate-like form
- G02B6/0081—Mechanical or electrical aspects of the light guide and light source in the lighting device peculiar to the adaptation to planar light guides, e.g. concerning packaging
- G02B6/0095—Light guides as housings, housing portions, shelves, doors, tiles, windows, or the like
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L25/00—Assemblies consisting of a plurality of individual semiconductor or other solid state devices ; Multistep manufacturing processes thereof
- H01L25/16—Assemblies consisting of a plurality of individual semiconductor or other solid state devices ; Multistep manufacturing processes thereof the devices being of types provided for in two or more different main groups of groups H01L27/00 - H01L33/00, or in a single subclass of H10K, H10N, e.g. forming hybrid circuits
- H01L25/167—Assemblies consisting of a plurality of individual semiconductor or other solid state devices ; Multistep manufacturing processes thereof the devices being of types provided for in two or more different main groups of groups H01L27/00 - H01L33/00, or in a single subclass of H10K, H10N, e.g. forming hybrid circuits comprising optoelectronic devices, e.g. LED, photodiodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
Abstract
Description
− 第1の透明なシートを含む積層グレージングユニット、ここで第1のシートは、車両の内部にある第1の主面と、積層スペーサー及び第2の透明なシートと結びつけられた第2の主面を有する;
− 第1のシートに誘導されかつ内部面を介して抽出される、可視範囲内の1つ以上の種類の光を発光するように、第1のシートの側面の周囲に位置するダイオード用の支持体としてのPCB(プリント回路板)型の形状部[形状部とダイオードの組合せ(一般にダイオードバー又はモジュールと呼ばれる)は、グレージングユニットの周辺の黒色ポリウレタン製ポリマーカプセル封入物中に包み込まれ、ダイオードは、金型内へのポリウレタンの射出によるカプセル化に先立ちガラスの側面に接合(bonding)されている]。
ここで、ダイオード用の支持形状部はプリント回路板型のものであり、発光領域又は発光面は、入射される可視光及び/又はUVと呼ばれる紫外光の第1のシートの厚みの内部における伝播のため第1のシートの入射面と呼ばれる側面に面しており、このとき第1のシートは、入射光のためのガイドの役目を果たしている;
− Zが入射側面の長手方向であり、
− Yが入射側面の横断方向(したがってグレージングユニットの全体面に対し垂直な方向)であり、
− Xが入射側面に対し垂直な方向(したがってグレージングユニットの全体面に対して平行な方向)である、
XYZ基準座標系を定義することができる。
−分解することができない点、
−光源モジュールの価格に関連する不良品の非常に高いコスト。
−修理、又は再生利用等の間、光源(LED等)及び/又は電子制御部を交換するため、
−クライアントによって(色、出力、周波数、制御の変更)又は新しく課される基準によって望まれる、新たな光学性能要件に適合させるため、
−及び/又は、本発明による、収納部及びこのような封止手段を備えるグレージングユニットに光源(LED及び/又は光ファイバ)及び/又は電子制御部を追加するため。
− 無機ガラス上さらには例えばPU製の可撓性ポリマーカプセル封入物(オーバーモールド)上ではなく、組立て要素上で例えばエンドストッパーなどによってとりわけ機械的に位置づけされており、
− かつ/又は、好ましくは無機ガラス、さらには例えばPU製の可撓性ポリマーカプセル封入物(オーバーモールド)上ではなく、組立て要素上の所定の位置に保持されている。
− クリップ取付け:単一及び2重クリップ、クリスマスツリータイプ又は単一分岐タイプ、
− クランプ、
− ネジ取付け、
− ベルクロ(登録商標)タイプの「スクラッチ」(又は自己保持ストリップ)
などの手段により、カバーに対し可逆的に所定の位置で保持されてよい。
− 好ましくは支持体を担持するカバーのための、組立て要素内のエンドストッパー(単複)、とりわけ傾斜したエンドストッパー、平面又は線形支承、一点支承、玉継手、ピボット。
− とりわけ、ヘッディングによる恒久固定又はクリップによる取外し可能な固定を使用する、エンドストッパー、とりわけ平面又は線形支承、一点支承、玉継手、ピボットなどの機械的手段の中から選択される、カバーの変形の無い接触(単複)によるもの、あるいは、
− 締まり嵌め(強制組立てなど)によるもの、
のいずれかである。
− 好ましくは剛性要素上のクリップ取付け手段、
− 好ましくは剛性要素上のネジ込み手段、
− スクラッチ又は自己把持式ストリップタイプの手段、
− 磁化手段、
であり、かつ/又は、カバーにより担持され得る光源支持体のための位置保持手段は、可逆的であり、とりわけ:
− 好ましくは剛性要素上のクリップ取付け手段、
− 好ましくは剛性要素上のネジ込み手段、
− スクラッチ又は自己把持式ストリップタイプの手段、
− 磁化手段、
であり、
あるいは、これらはカバーにより担持されている場合(膠(glue)など)には恒久的なものであってもよい。
− とりわけPUタイプの第1のシートの周辺のポリマーカプセル封入物と結びつけられた(その上の)金属製及び/又は充分な剛性を有するプラスチック製の、(第1のシートに取付けられた)モノリシックで環状の(したがって収容部の周囲で閉鎖された輪郭を伴う中空の)構成要素であるか、
− あるいは、とりわけ第1のシートの周辺のPUタイプのポリマーカプセル封入物と結びつけられた(その上の)金属製及び/又は充分な剛性を有するプラスチック製の複数の別個の部分からなる構成要素(グレージングユニットに取付けられたもの)であるか、
− あるいは、充分な剛性を有するプラスチックで作られ、光源を収容するための局所的収納部(local recess)を伴って第1のシートにオーバーモールドされたポリマーカプセル封入材料で作られており、収納部を境界づける壁が、入射側面との関係において位置づけされており、とりわけ第1のシートが2材料ポリカーボネート(透明でかつ周辺で不透明)で作られている場合、組立て要素は暗い部分である。
− 回転式誘導部分と呼ばれる組立て要素の第1の部分を押す、第1の部分(端部)、ここでこの第1の部分は、とりわけ入射側面(入射側面が湾曲しているか又は勾配付きである場合には平均平面)に対して平行な(例えばオフセットされている)回転軸(組立てに応じて回転軸又は可動軸)にしたがってグレージングユニットとの関係において回転運動し(するように設置されており)、金属及び/又はプラスチック部分は好ましくは充分な剛性を有する、
− 連結部分と呼ばれる組立て要素の第2の部分の受入領域と呼ばれる1つ以上の領域内に好ましくは受入れられる、カバーを所定の位置に保持するための可逆的手段を担持する第2の部分、あるいは換言すると、スクラッチ又は自立型ストリップタイプの技術により保持するために可撓性材料(ポリマーカプセル封入物)内に受入れられ得る連結部分と呼ばれるとりわけ金属及び/又は充分な剛性をもつプラスチック製の組立て要素の第2の部分の所定の位置にカバーを保持するための可逆的手段を受入れる、受入れ領域と呼ばれる1つ以上の領域を担持する第2の部分。
− 共押出加工(プラスチック材料、特にTPE、EPDM)による。スピナレットの入口にあるローラーがストリップの適正な位置づけ及び材料の通過のための最小限の厚みを保証できるようにしており、LEDがある区分内でとりわけ1つ以上の補剛材を解放するために、穿孔又は切断のための追加のステップが必要な場合がある。
− 2材料成形/射出(典型的にはTPE、PVC)による。金型内の突起により、ストリップの適正な位置づけ及び材料の通過のための最小限の厚みを保証することができる。
− 第1の端部は、部分的に勾配が付いており、回転誘導部分は好ましくは、カバーの可逆的取付け作業のためのカバーに沿った1つ以上の局所的受入れ領域から好ましくはオフセットされかつカバーに沿ってカバーの第1の端部のための複数の受入れ領域(ヒンジタイプであるものの組立て要素に対するカバーの真の「連結」の無い脚部)を含んでいる、
− 第1の端部及び誘導部分は相補的形状、すなわち半球体、フィンガ付きボールソケットを有する。
− 組立て要素との関係におけるカバー(好ましくは本質的に側方のカバー)の直交基準座標系の2方向での(誘導及び)位置づけは、カバーが面カバーである場合にはX方向、側方カバーである場合にはY方向、さらには並進誘導運動を回転と組合せてよい場合にはZ方向で、(湾曲され得る)スライド連結によって実施される。
− カバーを所定の位置に保持することによって、直交基準座標系の第3の方向が不動化され、こうして、発光面又は領域と入射側面との間の位置づけが保証される。
− 剛性(熱可塑性)プラスチック;
− 好ましくはさらに高い強度を得るためガラス繊維が充填された、ホルムアルデヒドポリマー(ポリオキシメチレンPOM)系、又はポリ臭素化テルフェニル(PBT)系のポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリエチレン(PE)、ポリプロピレン(PP)、ポリアミド(PA66)、アクリロニトリルブタジエンスチレン(ABS)、及びそれらのアロイであるABS−PC、ポリスチレン(PS)、アクリロニトリルスチレンアクリレートASA、とりわけPA66 GF30(30%ガラス繊維);
− 金属(鋼、アルミニウムなど)。
− 例えば可撓性の熱可塑性プラスチック、
− ポリウレタン、とりわけPU−RIM(Reaction In modl)製、
− とりわけスチレンエチレンブタジエンスチレンSEBS/ポリプロピレン(PP)、熱可塑性TPU、ポリプロピレンPP/EPDMからなる熱可塑性エラストマー(TPE)、
− ポリ塩化ビニル(PVC)、エチレン−プロピレン−ジエンのターポリマー(EPDM)。
− 車両上にグレージングユニットを固定するためのインサート(例えば車体に開放ルーフを固定するためのインサート)又はグレージングユニット上に追加の要素(例えばグレージングユニット上にトリムを固定するために使用されるクリップ)を固定するためのインサート、
− (位置づけ用及び/又は所定の位置に保持するための領域の外側で)場合によってはポリマー材料で被覆されている局所的にくり抜かれた予備組立てシールの金属製ウェブ区分(central section)。
−材料の直接接着(成形等)、
−ピンチング又はクランプ
−接続手段、例えば接着接合。
−可撓性の熱可塑性物質:
−熱可塑性エラストマー(TPE)、特に、スチレンエチレンブタジエンスチレンSEBS/ポリプロピレン(PP)、熱可塑性TPU、ポリプロピレンPP/EPDMベースの化合物、
−ポリ塩化ビニル(PVC)、エチレンプロピレンジエンターポリマー(EPDM)、
−硬質の熱可塑性物質:
−ポリカーボネート(PC)、ポリメタクリル酸メチル(PMMA)、ポリエチレン(PE)、ポリプロピレン(PP)、ポリアミド(PA66)、アクリロニトリルブタジエンスチレン(ABS)、及びそれらのABS−PC合金、ポリスチレン(PS)、アクリロニトリルスチレンアクリレート(ASA)。
−フレームのオーバーモールド品、
−特に、グレージングユニットを開けるための、補強挿入物又はグレージングユニット固定挿入物、
−本体上で組立て後に押しつぶされるマルチリップ(二重、三重等)封止プロファイル
−装飾部。
−オーバーモールディング又は接合された要素(封止、フレーム);
−グレージングユニットを車両に固定するための挿入物(例えば、車体への開口ルーフに取り付けるための挿入物)、又はグレージングユニットへの追加的要素(例えば、グレージングユニットにトリムを固定するために用いられるクリップ);
−位置付けしかつ/又は位置に拘束するその領域の外側で、随意にポリマー材料によって覆われた、局所的に空洞にされた事前組立封シールの金属中央部。
−特に、3mmから100mmまでの、第1面上の幅、10mmから40mmまでの厚さを有する、グレージングユニットのフレーム(単一面、二面、三面)、
並びに/又は
−要素を固定し、又は中央に置くための(すなわち、製造業者でグレージングユニットを組み立てる間に、グレージングユニットを車体上に適切に配置するための)支える部品、
−グレージングユニットと車体との間を流体が通過するのを少なくとも制限する、グレージングユニットと車体との間の、1以上の流体(液体の水、水蒸気、洗浄製品等)に気密性の封止部品、
−不透明な部品、及び/若しくはマスク部品、
並びに/又は
−機械的要素(側窓ホルダ等)を固定するための(点)部品。
好ましくは、カバーの外面と入射端部又は側面との間の距離は、15mmよりも短い。カバーの厚さは5mm未満でもよい。
さらに、結合空間と呼ばれる、入射前に発光させる放射の空間は、当然に、主要な放出方向及び放出円錐により定義される光源の放射図に従って変化する。
−発泡体(foam)、熱可塑性樹脂、
−チップを埋め込み、チップをグレージングユニットに固定する、糊等の接着性材料、
−一方の接着面によってチップ及び支持体を接合し、他方の接着面によってグレージングユニットを接合する、両面接着剤。
−UVで架橋性接着剤、
−アクリル性接着剤と接着性にされたテープ(アクリル樹脂、PU等)、
−透明接着剤、PU、シリコーン、アクリル樹脂、
−熱可塑性樹脂、すなわちポリビニルブチラール(PVB)、エチレン酢酸ビニル共重合体(EVA)等。
結合空間内には、あらゆる壁(組立要素、カバー等)が特に回避される。
ダイオードは、好ましくは、例えばサイズ約100μmから1mmを有する単一半導体チップでもよい。
−側面放出ダイオード、すなわち、支持体に対して側面放出面で、電気接点(の面)に平行に放出する側面発光ダイオード、この支持体は、例えばカバーのように面状である(シートに平行)、
−主要な発光方向が、チップの発光面に垂直な又は傾斜しているダイオード。
ダイオード支持形状部は、従来のPCBでも、金属でもよい。ダイオード支持形状部は、長方形の横断面を有してもよい。
支持形状部の長さは、ダイオードの数、及び照明される領域の広さに従って変化する。
LED支持形状部は、例えば約20cmの長さを有する。LEDアレイの数(形状部+LED)は、好ましくは領域を覆うために増やされる。
−支持形状部は、薄くてもよい、特に、厚さ1mm以下を有する、又は0.1mm以下の場合がある、
−支持形状部は、電気伝導のための金属表面コーティングを有してもよい。
グレージングユニットのサイズ及び要件に従って、特定の基準サイズとされた支持形状部を与えてもよい。
より高いコンパクトさのため、及び/又はガラスの透明領域を増大させるために、チップを支える部品と第1のシートとの間の距離が、好ましくは、5mm以下である。
光源支持体及びカバーを取り囲む材料(例えば組立て要素及び/又はオーバーモールド)は、流体密封である。
カバーは、流体(単複)及び塵埃、とりわけ液体水またさらには水蒸気に対する界面封止のために界面要素と結びつけられていてよい。
こうして、発光グレージングユニットには、グレージングユニットが車体により保護されていない場合でも耐久性があり、これは、流体(単複)が拡散するための経路が無い単純かつ適応された封止手段に起因している。
−1つ又は複数のリップシールを備えた、特にOリングの、例えばTPE、EPDMから作られた、特に、カバーの溝の中(カバーの内面上、又はカバーの側面上の溝の中)、あるいは第2面の溝の中、又は接続部品の溝の中にある、ポリマーシール、
−ポリマーから選択された接続部品、例えば特にEPDMから作られた1つ又は複数のリップ上の、又はポリマーカバーの内面又は側面上の、封止形状部、
−任意選択で(カバーに、接続部品に、又は第2面に)接着性にされた発泡体、特に、アクリル性発泡体、PU、ゴム(EPDM等)、熱可塑性エラストマー、TPE、ポリエステル、特に熱可塑性ポリエステルゴム、例えばSaint−Gobain Performance Plastics社により販売されるDynafoam製品等の単一成分ポリエステルゴム。
代替的に又はこれと組み合わせて、ダイオード(又はチップ)の支持体は、有利にはグレージングユニットへの組み込みの前に、水分に対する防護のための単一又は複数の層と共に、かつ/又はカプセル化材料、例えばシリコーン、エポキシ、又はアクリル型のワニス等と共に、少なくとも与えられる。
これは、グレージングユニットに与えられる収容部への組み込みを容易にする(この組み込みでは、収納部と外部環境との間の封止の複雑な管理を必要としない)。
すでにシリコーンで覆われている場合(事前にカプセル化されている場合)、ダイオード(少なくとも発光面)は、好ましくはこの方法では防護されない。
LEDアレイを、収容部(機能素子の収納部)に組み込む前に防護する。防護部は、防護性ワニス(シリコーン、エポキシ、アクリル等)の種類、カプセル化、又はLEDアレイのポッティング(シリコーン、エポキシ、アクリル等)であってもよい。
防護性ワニスAbchimieが言及されてもよい。その被着方法は、浸漬、選択的堆積、又は気化(25〜50ミクロンの層)である。
−ダイオードの一体化の前の、電源線及び接続部(例えば、1つのダイオードアレイから次の1つまで)の随意の一体化(線のオーバーモールド、又は溝の提供等)、
−組込ピンによりカバー領域内で主電源接続部(電池、光起電源等でもよい)に関する線の出力を容易にすること。
実行が簡単な、第3の有利な実施形態では、第1のシートは、ガラス、特に有機ガラス、特にPCから作られ、入射端部を向く光源を収容するために、第2面の、第1のシートの厚みの中に、止まり穴、例えば段差(ledge)を有する。
このカバーは、例えば局所領域でC形状の組立要素に隣接しているカバーに沿って、勾配があり、突き出た第1の側面形成フィンを有する、第1の長手平面基材を例えば有してもよい。
−光拡散(例えば、任意選択でアクリル樹脂により接合されたPU、PE、シリコーンからなる可撓性のフィルム)、
−放射(IR、UV)からの保護、すなわち日射調整、低放射率等、
−ひっかき傷がつかないこと、
−審美性(着色した、模様のある)。
ガラスは、任意選択で、硬化、焼きなまし、強化、曲げによる熱処理を前もって受けていてもよい。
グレージングユニットは単層グレージングユニットであり、第1のシートは、無機ガラス又は有機ガラスから、特にPC、PMMA、PU、イオノマー樹脂、ポリオレフィン、任意選択で2つの材料から作られる。
−厚い又は薄い、透明な第1のシート、(フロートガラス等の)無機ガラス又は(PC、PMMA、PU、イオノマー樹脂、ポリオレフィン)有機ガラス、
−所定の積層材料の積層中間層、
−第2のシート(さまざまな機能、すなわち日射調整等を有する、無機ガラス又は有機ガラスからなる、不透明な又は不透明でない、透明な、着色した)。
第1のシート/中間層/第2のシートは、 次のように選択されてもよい:
−無機ガラス/中間層/無機ガラス、
−無機ガラス/中間層/ポリカーボネート、
−(随意に厚い)ポリカーボネート/中間層/無機ガラス。
第1のシートの側面は、中にダイオードを収容できるように、単一グレージングユニット若しくは積層グレージングユニットから、又は二重グレージングユニットから切り抜かれうる(焼き戻し前の収納部を用いたトリミング)。
第1のシート及び/又は第2のシートは、任意の形状(長方形、正方形、円形、長円形等)を有してもよく、平面でも、上に湾曲してもよい。
第1のシートは、好ましくは、ソーダ石灰ガラス、例えばSAINT GOBAIN GLASS社のPLANILUXガラスから作られてもよい。
第2のシートは、色をつけられても、例えばSAINT GOBAIN GLASS社のVENUSガラスから作られてもよい。
−第1のシートの端面が、その厚み内に周囲にわたる収納部を含み、ここに光源が収納され、又は第2のシートが第1のシートの入射端面から突き出ており、グレージングユニットの側面段差を形成している;
−機能要素の収納部の底部を受け入れる、上記側面段差又は上記周辺上の収納部。
−厚い又は薄い、透明な第1のシート、(フロートガラス等の)無機ガラス又は(PC、PMMA、PU、イオノマー樹脂、ポリオレフィン有機ガラス)、
−ガス空間(空気又は不活性ガス)により区切られた第2のシート(様々な機能、すなわち日射調整等を有する無機ガラス又は有機ガラスからなる、不透明な又は透明な、着色した)。
−ガス空間(空気又は不活性ガス)により区切られた(様々な機能、すなわち日射調整等を有する無機ガラス又は有機ガラスからなる、不透明な又は透明な、着色した)任意選択の第3のシート。
光抽出については、ガラスシートの表面処理、例えばサンドブラスティング、酸腐食、エナメル装飾、又は拡散ペースト堆積により、あるいはガラス塊のレーザエッチング型の処理により形成される拡散手段が利用される。
好ましい一実施形態では、拡散層は、結合剤内に凝集した粒子からなり、前記粒子は、平均直径0.3ミクロンから2ミクロンまでを有し、前記結合剤は、体積で10%から40%の間の割合で存在し、粒子は、0.5ミクロンから5ミクロンの間のサイズを有する凝集物を形成する。この好ましい拡散層は、国際公開第01/90787号に詳細に説明されている。
例えば、約10μmの厚さの拡散無機層が選択される。
より高いコンパクトさのために、かつ/又は窓の透明領域を減らし若しくは増やすために、放出面と第1のシートとの間の距離が、2mmより短くてもよい。特に、より小さなダイオードが、例えば、特に約1mmの幅、約2.8mmの長さ、及び約1.5mmの高さの、レンズのない、及び/又は事前カプセル化のないチップが利用されうる。
1以上の発光領域は、グレージングユニットを取り囲む1以上のストリップ内の特に周辺にある。
−環境照明又は読書照明、特に車両の内側が見えるようになる環境照明又は読書照明、
−光指示、特に外側から見える光指示:
−遠隔制御活動化による、すなわち駐車場若しくはの場所での、車両の検出、ドアのロッキング(アンロッキング)指示器、又は
−安全信号による光指示、例えば後部の停止灯のような安全信号による光指示、
−全抽出領域上の実質的に一様の照明(1以上の抽出領域、共通の機能又は別個の機能)。
−連続的及び/又は間欠的、
−単色及び/又は多色。
ここでは、車両の内側で見えるので、光は、夜間照明の機能、あるいはあらゆるタイプのデータ表示、例えば図面、ロゴ、英数字信号、又は別の信号のデータ表示の機能を有してもよい。
装飾パターンとして、例えば、1以上の発光帯、すなわち周辺光フレームが形成されうる。
片面の抽出面を(好ましくは車両の内側に)与えることができる。
−車両運転手又は乗客のために意図された信号ランプの表示(例:窓等の、自動車の前面ガラス内のエンジン温度警報ランプ、電気的霜取りシステムの指示器ランプ等)、
−車両の外側にいる人のために意図された信号ランプの表示(例:側窓内の車両警報オン指示器)、
−車両グレージングユニット上の光表示(例えば、救急車両上の点滅光表示、危険な状態にある車両の存在を示す低電力消費の危険防止表示)。
このグレージングユニットは、任意の車両、例えば以下の場所に取付けられることが意図されている:
−陸上車の側窓、特に自動車、実用車、トラック、列車の側窓、特に、窓持ち上げシステムの固定部品である機能要素を備える、又は装飾カバーを備える、陸上車の側窓;
−陸上車のスライディングルーフ又は固定ルーフ、任意選択で上に湾曲した第1のシートを備える、特に積層グレージングユニットを備える陸上車のスライディングルーフ又は固定ルーフ、ここで陸上車としては、特に自動車、実用車、トラック、列車が挙げられる;
−陸上車のフロントガラス、特に自動車、実用車、トラック、列車のフロントガラス、特にエナメルフレーム内又はその近傍に(例えば「HUD」信号を形成する)1以上の光領域を備える陸上車のフロントガラス、同様にエナメルフレーム内又はその近傍のリアガラス、
−航空機の窓、又はフロントガラス、
−水中車両、船、潜水艦の窓又はルーフ、
−列車又はバス内の二重又は三重グレージングユニット。
こうして光源、とりわけダイオードの設置のための一解決法である、上述の利点(不良品の制限、より容易にアクセス可能でかつ/又は追加される光源など)を有する後カプセル封入が提供される。
設計によると、組立て要素はグレージングユニット上で自立しており、金型はオーバーモールドプロセス中ピンと共にその上に載るか、あるいはホットメルトタイプの接着剤(adhesive)(PU又はPA)も同様に使用されてよい。
− 第1のシート及び任意の第2のシートを供給し、その後第1のシート及び/又は第2のシート上に組立て要素を設置し接着(adhesive bonding)により取付けるステップと;
− カバーと光源支持体とを組立て、次に好ましくは回転とその後の可逆的な取付けによってカバーを組立て要素上に組立てるか、あるいは組立て要素上にダイオード光源支持体を組立て、その後好ましくは回転とその後の可逆的な取付けによってカバーを組立て要素及び支持体上に組立てるステップと、
を含む方法を目的とし、
あるいは別の実施形態において、この方法には、
− 第1のシート及び任意の第2のシートを供給し、その後金型内に設置するステップと、
− 金型内で(例えば突出する)第1のシート及び/又は第2のシート上にシールを含むカバーと共に組立て要素を設置するステップと;
− カバー上で金型を閉鎖し、シールを圧縮し、ポリマーカプセル封入材料(可撓性)とりわけポリウレタン又は熱可塑性プラスチックを射出成形によりオーバーモールドするステップと、
− 金型からグレージングユニットを取出し、入射側面に面する領域からシールを取出して、光源の収容部を残すステップと;
− カバーと光源支持体とを組立て、次に好ましくは回転とその後の可逆的な取付けによってカバーを組立て要素上に組立てるか、あるいは組立て要素上に光源支持体を組立て、その後好ましくは回転とその後の可逆的な取付けによってカバーを組立て要素及び支持体上に組立てるステップと、が含まれる。
本発明の別の詳細及び有利な特徴が、添付の図面により例示される、本発明のグレージングユニットの例を読むことにより明らかになるであろう。
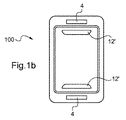
図1は、本発明の第1の実施形態における車両用発光グレージングユニットの概略的部分断面図を示す。
このグレージングユニット100は、以下のものを含む積層グレージングユニットを含む:
− 第1の主面11及び第2の主面12及び側面10を有する、例えば矩形の第1の透明なシート1、例えば2.1mmに等しい厚みを有するシリカ−ソーダ石灰ガラスのシート、
− 場合によっては日光遮断機能用で、着色され(例えばSaint Gobain社製のVENUS VG10ガラス)かつ/又は2.1mmに等しい厚みの日光遮断コーティングにより被覆され、かつ主面13と自由主面14とを有する第2のガラスシート1’。
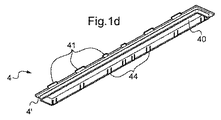
発光ダイオード2用支持体としての形状部材3は、例えば第1のシート1に対し長手方向の周辺に沿って延在している。
支持体は、0.6mm(好ましくは最大5mm)に等しい厚み、7mmの幅及び20cmの長さを有するモノリシックの薄い形状部材3である。それは矩形の断面を有することができ、金属製であるか、あるいは従来のPCBであり得る。
一変形形態としては、例えば面12上で発光団を励起するため、とりわけUVA内のUVLEDが選択される。
抽出12’は、第2の面12の表面上の任意の拡散手段、すなわちサンドブラスト法、酸エッチング、拡散層、シルクスクリーン印刷などによって、あるいは一変形形態として第1のシート1内部のレーザーエッチングによって実施される。
各チップと発光放射線空間は、あらゆる汚染すなわち水、化学物質などから保護されていなければならず、これは、グレージングユニット100の製造中などの長期的な保護でなければならない。
光源をマスクし、さらにはシート1’を介して上向きに出る光散乱を無くするために、例えば不透明エナメル(黒色など)の周辺マスク要素15を面13上に使用してよい。
この周辺マスク要素15は同様に、車体に対する取付けをマスクするためにも役立つかもしれない。
オーバーモールディング7を、良好な外観の仕上げのために、通常の方法で用いる。また、これは他の要素又は機能(補強インサート等)と統合することを可能とする。
オーバーモールディング7は、例えばグレージングユニットと車両との間に、封止用の縁を有する(図1には図示せず、図1cを参照のこと)。
オーバーモールディング7は、例えば黒いポリウレタン、特にRIM−PU(リアクションインジェクションモールディング)から作られ、可撓性を有している。
オーバーモールド7は、ダイオードバー(支持形状部3上のダイオード)を収容する、図1bに示されている通り例えば矩形である収納部70を有する。
オーバーモールド7は、ダイオードの保護、ひいては流体(単複)(液体水、洗浄剤さらには水蒸気など)に対する長期封止に貢献すると同時に、その当初の機能性を保つ。
カバー4は、図1dに示されている通り全体として平面形状の長手方向ベースと(場合によっては丸味がつけられていてよい端部を有する)矩形の輪郭を伴う剛性プラスチック部品である。カバーは、ベースが積層グレージングユニットの主面に面している(かつこれに対して平行である)ことから面カバーと呼ばれる。
以下のものを含む回転−可逆的取付けによってダイオードを組立てるためのシステムが提供される:
− 剛性プラスチック、好ましくはカバー4と同じ(タイプの)材料で作られた閉じた輪郭を伴い、第1のシート1と結びつけられ、ここでは収納部70内である入射側面10の領域内へと延在し、かつ収納部70と隣接するポリマーカプセル封入物7によって取り囲まれたモノリシック構成要素である周辺組立て要素6、
− 第1の側方端部及び他の部分を有する前記カバー4。
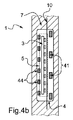
(Y方向でかつガラスに向って配向された)内部面4に対し垂直なカバー4の部分44は、組立て要素6の垂直壁64内の戻り防止エンドストッパー上にクリップ留めするクリップ取付け用ツメ64の形をしたカバーを所定の位置に保持するための手段を、回転用の支承領域との関係においてオフセットされたカバーに沿って担持している。
組立て要素6はさらに、ダイオードの無い領域の中に、組立て要素の輪郭を閉鎖する側方部分に加えて誘導部分61とクリップ取付け部分64とを一体化する補剛材66(図1f、1gを参照のこと)を形成する入射側面10と接触状態にある少なくとも1つの部分を含む。
グレージングユニットは、一般的固定手段67により互いに整列され嵌込まれたモノリシック要素の形をした複数の組立て要素(及び付随するダイオードを伴うカバー)を含んでいてよい。制御された位置づけを伴うこの継手は、1つのモジュールからもう1つのモジュールへ(ひいては1つの組立て要素からもう1つの組立て要素へ)の場合でさえ、2つのLED間に同じ間隔を保証できるようにする。
さらに、カバーは場合によっては、連結要素のための盲収納部又は貫通収納部(好ましくは発泡体又はOリングシールなどによって密封されているもの)を有することができる。
界面封止要素5は、圧縮材料であり、材料の圧縮による封止は、カバーを固定するための前記手段が加える閉鎖力によって達成される。
異なる端部上に、異なる機能を備えた複数のバーを具備することも当然可能である(出力、発光光、抽出部域の位置及び範囲の適当な選択)。
グレージングユニット100は例えば、地上車両用又は一変形形態として船舶用の固定型サンルーフを形成してよい。
このようなグレージングユニットの製造には、以下のステップが含まれる:
− 積層されたグレージングユニットを、金型内に設置するステップ;
− 金型M内で、第1のシート及び/又は第2のシート上にシールを含むカバー4aと共に組立て要素6を設置するステップ;
− カバー上で金型Mを閉鎖し、シール5aを圧縮し、ポリマーカプセル封入物材料とりわけポリウレタン又は熱可塑性物質を射出によりオーバーモールドするステップ;
− 金型からグレージングユニットを取出し、入射側面に面する領域からシールを取出して、光源の収容部を残すステップ;
− カバーと光源支持体とを組立て、次に回転とその後の可逆的な取付けによってカバーを組立て要素上に組立てるか、あるいは一変形形態として組立て要素上に光源支持体を組立て、その後好ましくは回転とその後の可逆的な取付けによってカバーを組立て要素及び支持体上に組立てるステップ。
(ダイオードの外側の)ダイオード支持体3には、耐候性ワニスが具備される。
グレージングユニット200は、以下の点で、グレージングユニット100と異なっている:
− カバー上のダイオード支持体はカバーに当接し45’、接着剤(adhesive)又はスクラッチ又は自己把持ストリップ48aによって垂直壁45に固定されている、
− クリップ取付けに代って、収納部から遠位にある組立て要素6の専用部域(水平方向)内でスクラッチ又は自己把持ストリップ48によって所定の位置に保持する方法が用いられている、
− オーバーモールド7は、例えば3面型である。
グレージングユニット100との差異のみを記載する。
収容部の底面には、好ましくは可撓性であるダイオード支持体用の誘導スロープの形でダイオード用整列エンドストッパー67’が具備されており、このエンドストッパーは、組立て要素6の底面によって形成されている。
さらに、組立て要素6は、膠(glue)91によってグレージングユニットに接合(され、それを取り囲むオーバーモールドは存在しない。
グレージングユニット400は、グレージングユニット100と以下の点で異なっている:
− 回転は、カバー4の端部上のボール及びソケットタイプのシステム41ならびに組立て要素6内の相補的形状を有するキャビティ61によって実施される、
− 保持用クリップ取付け64は、収納部70の外部にある、
− 支持体3を担持するロット45は、ツメ45cで終結する、
− 大型ガラス1’の内部面の端部上で、収容部70の底面にある組立て要素6の一部分68が、光散乱シールドを形成できる。
グレージングユニット500は、グレージングユニット100と以下の点で異なっている:
− カバーを所定の位置に保持するための手段4は、カバー4を貫通しベースの内部面40から突出するネジ44’であり、これらのネジは、組立て要素6内の局所的カウンタボア、すなわちネジ穴64’内に受入れられる、
− ダイオード2は、側方発光タイプのものであり、面21は支持体に対し側方(支持体3に対し垂直)である、
− カバー4は、(接着剤無しで)組立て要素6の側方エンドストッパー6a、6bを介して支持体の側面の端部31、32により位置づけされるダイオード支持体3を担持しておらず、この支持体は、一方の側が組立て要素6上にありもう一方の側が第1のガラスシート1の主面(自由)上にある状態で、グレージングユニット1に対して平行に位置づけされている、
− バネシステム46が支持体3の後部を押して、それを所定の位置に保持する、
− 好ましくは、支持体の封止はワニス(又はポッティング)によって提供される。
グレージングユニット600は、グレージングユニット400と以下の点で異なっている:
− 組立て要素6は、ルーフ取付けインサートである、
− 回転は半球形スタッドシステム61によって実施される、
− 大型ガラス1’の面上のカプセル封入物は、光散乱シールドとして作用する。
入射側面との関係における金型内のグレージングユニットを基準として、インサート6の位置づけが行なわれる。
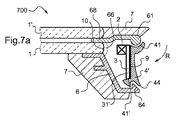
グレージングユニット100と比べたグレージングユニット700の差異のみを記載する:
− 回転は、組立て要素内の一連の球61と、カバー4の片端における相補的形状41によって実施される、
− カバーは側方カバーであって、面カバーではない、
− ダイオード2は側方発光を用い、支持体3は、カバーのエンドストッパー41’に接する一方の端部31’を有し、接着剤9又はスクラッチ又は自己把持ストリップによってカバー上に保持される、
− クリップ取付け64は、ボール及びソケット61の平面内にある。
グレージングユニット700との関係において、クリップ取付け62は、ボール及びソケット61の平面に対して垂直である。
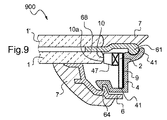
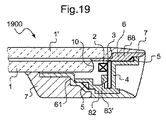
グレージングユニット900は、カバー4が、入射側面10の方向に突出しダイオード無しで(場合によっては支持体も無しで)領域10a内で入射側面を押す1つ以上の要素47を用いてガラスの入射側面との関係において位置づけされているという点で、グレージングユニット800と異なっている。
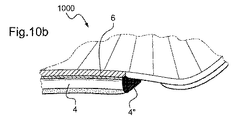
グレージングユニット1000は、グレージングユニット800と以下の点で異なっている:
− オーバーモールドの不在、
− グレージングユニット上への組立て要素の接着(adhesive bonding)9、
− クリップ取付けによって延長されていないカバー31’の支承エンドストッパー、
− 端部にキャップ留めが形成されている(図10bを参照のこと)。
グレージングユニット1100は、組立て要素が接着剤91によりグレージングユニット(第2のシートの端部区分及び第1のシート1の主面)上に接着(glued)され、ポリマー材料7により(クリップ取付け及び回転領域の外側で)局所的に取り囲まれた金属ウェブ区分を含むという点において、グレージングユニット800と異なっている。
グレージングユニット200は、グレージングユニット500と以下の点で異なっている:
− カバー4は、カプセル封入物7の内部にスクラッチ又は自己把持ストリップ48によって保持される、
− ダイオード支持体3は、組立て要素6の側方脚部66’によって保持され、位置づけは、組立て要素の1つ以上のエンドストッパー6bによる。
グレージングユニット1300は、カバーの収納部の外部にある2重クリップ取付け、組立て要素6上のクリップ取付け及びバネに代る可撓性タブ46の使用という点で、グレージングユニット500と異なっている。組立て要素6の1つの壁68は、収納部70の底面上で光散乱シールドを形成する。
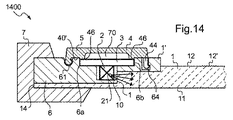
例えば矩形である第1の透明シート1は、透明(部分1)及び不透明(部分6)の両方の2材料ポリカーボネートの有機ガラスで作られている。
周辺の不透明ポリカーボネート6は、支持体3を位置づけするためのエンドストッパー6a、6bを伴う組立て要素を形成する。
入射側面10は、シート1(より厳密には部分6)内の収納部70の結果として得られ、グレージングユニットの端部区分14とは異なっている。
カバー4は、ダイオード支持体3に接してそれを保持する端部46を有する。ポリマーカプセル封入物7は任意である。
グレージングユニット1500は、黒色ポリカーボネート6上で2つのフック4、44’により保持され、1つのフックは主面12に面して64に押し込まれ、もう一方は入射側面10に面して64’に押し込まれており、カバーは一般に平面の形状で戻りを伴う、すなわち「L字形」を有しているという点において、グレージングユニット1400と異なっている。
カバー4は、直交基準座標系の3本の軸にしたがって所定の位置に保持するための位置設定要素を用いて位置づけされている光源支持体3を担持している。
カバーを所定の位置に保持することによって、直交基準座標系の第3の方向は不動化され、ひいては、発光面21と入射側面10との間の位置づけが保証される。
− スライド4の組立て要素6内への導入を容易にするためそしてそれが行程の終了時における最終位置までたどりつくように、勾配が付いており、
− 最終位置を画定するための機械的エンドストッパーとして役立つ。
したがって、この端部81に続く平面部分82はダイオード支持体3を受入れる。
位置設定は、平面部分の右側にある段83及び平面部分により達成される。
LED支持体3は、上部リップ部83’(構成要素のわずかな変形によって所定の位置に保持された「締まり嵌め」組立て)によって把持される。
スライド又は組立て要素にシール5(束縛状態すなわち変形した状態で描かれている)が取付けられるか、又はその上に形成されている。
グレージングユニット1700は、クリップ64が平面部分82の側面方向にある部分からなるという点でグレージングユニット1600と異なっている。誘導は、スライド4及び組立て要素6の凹凸形状を下部部分に有する溝によって行なわれる。
支持体3は、スクラッチ又は自己把持ストリップ/両面接着剤/ヘッディングにより、所定の位置に保持される(スライド4上)。
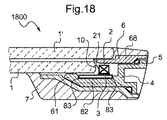
グレージングユニット1800は、平面部分82のエンドストッパー83に接するLED支持体の位置づけが小さいガラス1の下を通過する、すなわちこれによって、体積の削減及び設置された位置において小さいガラス1が提供する位置保持という利点が得られるという点において、グレージングユニット1700と異なっている。補剛材/小さいガラスに対するエンドストッパーが好ましい(例えば上部部分上)。
(側面発光型ではなく)上面発光型LEDが使用され、したがって、ダイオード支持体3は垂直(入射側面10に対して平行)である。この場合、ダイオード支持体のためのエンドストッパーを提供する垂直方向の平面部分82とより小さい水平部分83が存在し、垂直方向タブ83’が、局所的拘束/変形によって支持体を保持する。
Claims (21)
- 車両用発光グレージングユニット(100〜1900)において、
− 第1の主面(11)と第2の主面(12)及び側面(10)を有する無機ガラス製又は有機ガラス製の第1のシート(1);
− 発光領域を形成する側方部分を伴うリボンタイプの自立型光ファイバー、及び各々発光面を伴う半導体チップを含む発光ダイオード(2)の中から選択される、光源支持体(3)と呼ばれる支持形状部を伴う
周囲光源(2)であって、
前記ダイオード(3)用の支持形状部がプリント回路板タイプのものであり、
前記発光領域又は発光面は、入射される可視光及び/又はUVと呼ばれる紫外光の第1のシートの厚みの内部における伝播のため第1のシートの入射面と呼ばれる前記側面(10)に面しており、このとき第1のシート(1)は、入射光のためのガイドの役目を果たす、
周囲光源(2);及び
− 少なくとも1つの発光領域を形成するように誘導された光を抽出する手段(12’);
を含み、
前記光源支持体(3)が、材料(6、7)によって取り囲まれカバー(4)によって被覆されている収容部(70)の内部にあり、
前記カバー及び前記光源支持体は、このグレージングユニットから取外し可能であり、
前記発光面(21)又は発光領域と前記入射側面(10)との間の距離が、直交基準座標系(XYZ)の三方向で、位置設定手段(6a、6b、41’、45、82及び83、61、62、63)と、光源支持体用の不動化手段と呼ばれる位置保持手段(64、64’、48、83’、46、66’)とによって制御されており、前記位置設定手段及び前記不動化手段には、前記入射側面(10)との関係において位置付けされた組立て要素(6)を含み、第1のシートと結びつけられた前記光源支持体(4、6)を組立てるためのシステムが含まれている、
発光グレージングユニット。 - 前記光源支持体(3)を組立てるためのシステムが、前記カバー(4)を含み、特に前記カバー(4)が前記光源支持体(3)を担持する場合には、それは前記組立て要素(6)上に前記光源支持体用の前記位置設定手段(45)を含み、前記組立て要素(6)上で所定の位置に前記カバーを保持するための手段(64)が、前記組立て要素(6)上で所定の位置に前記光源を保持するための手段(64)を含むか、あるいは、前記光源支持体(3)が前記カバー(4)とは独立して前記組立て要素(6)内に位置設定されており、前記カバーには、特に前記カバーが前記光源支持体に対し押当てられることによって、光源を所定の位置に保持するための手段(46)が含まれていることを特徴とする、請求項1に記載の車両用発光グレージングユニット(100〜1100、1300〜1900)。
- 前記所定の位置での光源支持体の保持が、少なくとも部分的に、前記組立て要素(6)によって操作され、好ましくは、前記組立て要素(6)が、前記光源支持体(3)を押圧する側方脚部(46)によって形成される前記光源を所定の位置に保持するための手段を含み、前記光源支持体を所定の位置に位置設定するための手段が、例えば組立て要素のエンドストッパー(6a、6b)であることを特徴とする、請求項1に記載の車両用発光グレージングユニット(1200)。
- 前記カバーを所定の位置に、特に組立て要素(6)上で位置設定するための前記手段(61〜63)が、前記光源支持体を担持する前記カバー用の前記組立て要素内のエンドストッパー(61、62)である機械的手段の中から選択される、組立て要素の変形の無い接触を介したものであることを特徴とする、請求項1〜3のいずれか一項に記載の車両用発光グレージングユニット(100〜1900)。
- 前記支持体を所定の位置に、特に前記組立て要素(6)上で保持するための前記手段(64、64’)が、特に機械的手段の中から選択される、前記組立て要素の全体的変形の無い接触を介したものであることを特徴とする、請求項1〜4のいずれか一項に記載の車両用発光グレージングユニット(100〜1900)。
- 前記カバーを所定の位置に、特に前記組立て要素(6)上で保持するための前記手段(4)が、可逆的なものであり(48、64、64’)、かつ/又は、前記カバーにより担持され得る、前記支持体を所定の位置に、特に組立て要素(6)上で保持するための前記手段が、可逆的なものであることを特徴とする、請求項1〜5のいずれか一項に記載の車両用発光グレージングユニット(100〜1900)。
- 前記支持体を所定の位置に、特に前記組立て要素(6)上で保持するための前記手段(64)が、前記カバーを所定の位置に、特に前記組立て要素(6)上で保持するための前記手段(61、62)とは別のものであることを特徴とする、請求項1〜6のいずれか一項に記載の車両用発光グレージングユニット(100〜1900)。
- 前記組立て要素(6)が、
− 特に第1のシートの周辺のポリマーカプセル封入物(7)と結びつけられた、充分な剛性を有するプラスチック及び/又は金属製のモノリシック環状要素(6)であるか、
− 又は特に第1のシートの周辺でのポリマーカプセル封入物と結びつけられた、充分な剛性を有するプラスチック及び/又は金属製の複数の別個の部分からなる一構成要素であるか、
− 又は特に例えば黒色又は不透明のポリカーボネート製の、前記光源を収容するための局所的収納部を伴う充分な剛性を有するプラスチック材料でつくられている、
ことを特徴とする、請求項1〜7のいずれか一項に記載の車両用発光グレージングユニット(100〜1900)。 - 前記光源支持体(3)が、好ましくは機械式の位置設定手段(6a、6b)、例えば組立て要素内のエンドストッパーによって、組立て要素(6)内に位置づけされており、前記カバー(4)は、前記カバーの設置済み位置で組立て要素(6)内の所定の位置に前記光源を保持するための手段である要素(46)を含むか又はそれと連動していること、を特徴とする、請求項1〜8のいずれか一項に記載の車両用発光グレージングユニット(1300〜1400)。
- 前記光源支持体(3)を担持してもよく、又は予め位置付けされた前記光源支持体(3)のための位置保持手段(46)を担持してもよい、前記カバー(4)の設置が、回転式でかつ可逆的な取付けによるものであることを特徴とする、請求項1〜9のいずれか一項に記載の車両用の発光グレージングユニット(100〜1200、1400)。
- − 前記カバー(4)が、直交基準座標系の3本の軸にしたがって所定の位置に位置づけし保持するための要素を用いて位置づけされる前記光源支持体(3)を担持していること、
− 前記組立て要素(6)との関係における前記カバーの直交基準座標系の2方向での位置づけが、スライド連結部によって実行されること、
− 前記カバー(64)を所定の位置に保持することで、直交基準座標系の第3の方向が不動化され、こうして前記発光面又は発光領域(21)と前記入射側面(10)との間の位置づけが保証されること、
を特徴とする、請求項1〜10のいずれか一項に記載の車両用発光グレージングユニット(1600〜1900)。 - 前記組立て要素(6)が、非発光領域内に、前記入射側面を基準にするため及び/又は補剛材(66)を形成するために使用される前記入射側面に面するか又はこの面と接触状態にある構成要素(66)を含むことを特徴とする、請求項1〜11のいずれか一項に記載の車両用発光グレージングユニット(100〜1300)。
- 前記カバー(4)が本質的に面カバーであり、特に入前記射側面(10)に対して平行な光源又はダイオードの前記支持体(3)が前記カバー(4)によって担持されているか、又は、光源又はダイオードの前記支持体が第1のシートに対し平行でかつ前記組立て要素(6)上に位置づけされていることを特徴とする、請求項1〜12のいずれか一項に記載の車両用発光グレージングユニット(100〜600、1200〜1500)。
- 前記カバー(4)が本質的に側方カバーであり、好ましくは前記光源支持体(3)を担持し、前記組立て要素(6)内に位置づけされ保持されていることを特徴とする、請求項1〜12のいずれか一項に記載の車両用発光グレージングユニット(700〜1100、1600〜1900)。
- 前記組立て要素(6)が、特に接着(adhesive bonding)によってこのグレージングユニット(1、1’)に固定されており、かつ/又はこのグレージングユニットの周辺の少なくとも1つの領域上でポリマーカプセル封入物(7)により取り囲まれ、このときオリフィス(65’)を伴うフィンタイプの機械的定着手段(65)をカプセル封入物中に含むことを特徴とする、請求項1〜14のいずれか一項に記載の車両用発光グレージングユニット(100〜1900)。
- グレージングユニットそして好ましくは前記組立て要素(6)が、第1の主面(12)に沿って前記発光面又は発光領域(21)を超えて配置され、前記入射側面(10)から突出していてもよい、特に光拡散シールドを形成する金属シート(68’)を含むか/又は組立て要素の一部分(68)が、前記収容部(70)の底面において光拡散シールドを形成することを特徴とする、請求項1〜15のいずれか一項に記載の車両用発光グレージングユニット(300、400)。
- このグレージングユニットが積層されている場合、前記金属シート(68’)は、前記積層スペーサー(8)の後退領域内にあることを特徴とする、請求項16に記載の車両用発光グレージングユニット(300)。
- 前記組立て要素(6)が、
− このグレージングユニットを車両に固定するための、又は追加の要素をこのグレージングユニットに固定するためのインサート、
− ポリマー材料で被覆されていてもよい、局所的にくり抜かれて予備組立てされたシールの金属製ウェブ区分(central section)、
の中から選択される機能的要素であることを特徴とする、請求項1〜17の一項に記載の車両用発光グレージングユニット(600、1100)。 - このグレージングユニットが単層ユニットであり、第1のシート(1)が無機ガラス又は有機ガラス、特にPC、PMMA、PU、場合によっては二材料(1’’)で作られていること、又は、特に無機ガラス製の又は有機ガラス製の第2のシート(1’)が、第1のシート(1)に対する積層スペーサー(8)によって積層され、好ましくは第1のシートの側面が、光源(2)を収容する周縁くり抜き部−収納部を含むか、あるいは第2のシートが第1のシートの入射端部から突出して、このグレージングユニットからの側方出っ張り部を作り上げていることを特徴とする、請求項1〜18のいずれか一項に記載の車両用発光グレージングユニット。
- グレージングユニット用の、請求項1〜19のいずれか一項に記載の車両用発光グレージングユニットの製造方法において、
− 第1のシート(1)及び随意に第2のシートを供給し、その後第1のシート(1)及び/又は第2のシート(1’)上に前記組立て要素(6)を設置し接着(adhesive bonding)により固定するステップと;
− 前記カバー(4)と前記光源支持体(3)とを組立て、次に好ましくは回転とその後の可逆的な取付けによって前記カバーを組立て要素上に組立てるか、あるいは前記組立て要素上に前記光源支持体を組立て、その後好ましくは回転とその後の可逆的な取付けによって前記カバーを前記組立て要素及び前記支持体上に組立てるステップと、
を含むことを特徴とする方法。 - グレージングユニット用の、請求項1〜19のいずれか一項に記載の車両用発光グレージングユニット(100)の製造方法において
− 第1のシート(1)及び随意に第2のシート(1’)を供給し、その後金型内に設置するステップと、
− 前記金型(M)内で、第1のシート及び/又は第2のシート上にシール(5a)を含むカバーと共に前記組立て要素(6)を設置するステップと;
− 前記カバー(4a)上で前記金型を閉鎖し、前記シールを圧縮し、ポリマーカプセル封入材料(7)、特にポリウレタン又は熱可塑性プラスチックを射出成形によりオーバーモールドするステップと、
− 前記金型から前記グレージングユニットを取出し、前記入射側面(10)に面する領域から前記シールを取出して、前記光源の収容部を残すステップと;
− 前記カバー(4)と前記光源支持体(3)とを組立て、次に好ましくは回転とその後の可逆的な取付けによって前記カバーを前記組立て要素上に組立てるか、あるいは前記組立て要素上に前記光源支持体を組立て、その後好ましくは回転とその後の可逆的な取付けによって前記カバーを前記組立て要素及び支持体上に組立てるステップと、
を含むことを特徴とする方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1157011A FR2978379B1 (fr) | 2011-07-29 | 2011-07-29 | Vitrage lumineux de vehicule, fabrication |
| FR1157011 | 2011-07-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014529541A true JP2014529541A (ja) | 2014-11-13 |
Family
ID=46785753
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014523367A Pending JP2014529541A (ja) | 2011-07-29 | 2012-07-30 | 車両用発光ガラスパネル、及びその製造方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US9397075B2 (ja) |
| EP (1) | EP2736767A1 (ja) |
| JP (1) | JP2014529541A (ja) |
| KR (1) | KR101973219B1 (ja) |
| CN (1) | CN103842210B (ja) |
| BR (1) | BR112014002267A2 (ja) |
| CA (1) | CA2843411A1 (ja) |
| EA (1) | EA027798B1 (ja) |
| FR (1) | FR2978379B1 (ja) |
| MX (1) | MX356962B (ja) |
| WO (1) | WO2013017790A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017116057A1 (ko) * | 2015-12-29 | 2017-07-06 | 레이비전스마트라이팅 주식회사 | 광확산용 패널을 이용한 발광유리 |
| CN111132864A (zh) * | 2017-09-28 | 2020-05-08 | 旭硝子欧洲玻璃公司 | 装饰件与窗密封件的紧固 |
| JP2021066428A (ja) * | 2019-10-18 | 2021-04-30 | 穎華科技股▲ふん▼有限公司 | 光ガイドサンルーフアセンブリ |
| CN114435240A (zh) * | 2022-02-15 | 2022-05-06 | 福耀玻璃工业集团股份有限公司 | 车窗组件及车辆 |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2989041B1 (fr) | 2012-04-10 | 2014-12-05 | Saint Gobain | Vitrage eclairant pour vehicule |
| JP6114091B2 (ja) * | 2013-04-02 | 2017-04-12 | 日本プラスト株式会社 | 乗物用照明装置 |
| US20150375673A1 (en) * | 2014-06-25 | 2015-12-31 | GM Global Technology Operations LLC | Systems and methods for vehicle glass panels with integrated lighting components |
| FR3026691A1 (fr) * | 2014-10-02 | 2016-04-08 | Valeo Vision | Systeme d'eclairage et/ou de signalisation pour vehicules automobiles |
| DE102015000071B4 (de) * | 2015-01-12 | 2020-10-08 | Webasto SE | Deckel eines Fahrzeugdaches mit einer Beleuchtungseinrichtung |
| FR3034500A1 (fr) | 2015-04-03 | 2016-10-07 | Saint Gobain | Vitrage lumineux de vehicule automobile et vehicule automobile avec un tel vitrage |
| BR102015016171A8 (pt) * | 2015-07-03 | 2018-02-27 | Pilkington Brasil Ltda | dispositivo de luz de freio e seu arranjo de montagem no vidro da janela traseira de um veículo |
| FR3039475B1 (fr) * | 2015-07-31 | 2019-05-10 | Valeo Vision Belgique | Systeme reglable d'interface de montage d'un feu de signalisation arriere additionnel sur un vehicule automobile |
| WO2017042703A1 (en) | 2015-09-07 | 2017-03-16 | Sabic Global Technologies B.V. | Lighting systems of tailgates with plastic glazing |
| US11267173B2 (en) | 2015-09-07 | 2022-03-08 | Sabic Global Technologies B.V. | Molding of plastic glazing of tailgates |
| CN108025625B (zh) | 2015-09-07 | 2021-06-29 | 沙特基础工业全球技术公司 | 背门的塑料玻璃表面 |
| WO2017042697A1 (en) | 2015-09-07 | 2017-03-16 | Sabic Global Technologies B.V. | Aerodynamic features of plastic glazing of tailgates |
| CN108367702B (zh) | 2015-11-23 | 2021-06-01 | 沙特基础工业全球技术公司 | 用于具有塑料玻璃的窗的照明系统 |
| US10150352B2 (en) * | 2016-02-11 | 2018-12-11 | Ford Global Technologies, Llc | Illuminated window assemblies having light-diffusing elements |
| DE102016001629A1 (de) * | 2016-02-15 | 2017-08-17 | Webasto SE | Deckel eines Fahrzeugdaches |
| FR3049494B1 (fr) * | 2016-03-31 | 2021-02-12 | Saint Gobain | Vitrage feuillete comprenant une diode electroluminescente |
| DE102016222324A1 (de) | 2016-11-14 | 2018-05-17 | Bayerische Motoren Werke Aktiengesellschaft | Karosserie-Dachelement mit integrierter Beleuchtung |
| CN110087923B (zh) * | 2016-12-26 | 2022-06-03 | Agc株式会社 | 带密封构件的窗玻璃 |
| US10173582B2 (en) * | 2017-01-26 | 2019-01-08 | Ford Global Technologies, Llc | Light system |
| FR3063254B1 (fr) * | 2017-02-27 | 2019-03-22 | Saint-Gobain Glass France | Procede d'encapsulation |
| US10195985B2 (en) * | 2017-03-08 | 2019-02-05 | Ford Global Technologies, Llc | Vehicle light system |
| FR3066160B1 (fr) * | 2017-05-11 | 2020-11-06 | Saint Gobain | Vitrage de vehicule comportant une embase de fixation d'accessoires a piece metallique et embase de fixation d'accessoires. |
| WO2018219657A1 (de) * | 2017-06-02 | 2018-12-06 | Webasto SE | Fahrzeugscheibe mit einer abgedeckten beleuchtungseinrichtung |
| US10272832B2 (en) * | 2017-06-29 | 2019-04-30 | Ford Global Technologies, Llc | Lighting pipe integrated within sunroof trim ring |
| DE202017107507U1 (de) * | 2017-12-11 | 2019-03-12 | Inalfa Roof Systems Group B.V. | Offen-Dach-Konstruktion für ein Fahrzeug |
| DE102018208804A1 (de) * | 2018-06-05 | 2019-12-05 | Audi Ag | Fahrzeug mit umgreifender Frontscheibe und elektrischer Komponente zwischen Vordersäule und Frontscheibe |
| TWI810332B (zh) * | 2018-07-13 | 2023-08-01 | 穎華科技股份有限公司 | 具曲面之可透光塑膠板結構 |
| FR3084355B1 (fr) | 2018-07-27 | 2023-05-19 | Saint Gobain | Substrat emaille, dispositif vitre lumineux automobile avec un tel substrat et sa fabrication. |
| CN109060311B (zh) * | 2018-08-02 | 2024-04-12 | 江苏泽景汽车电子股份有限公司 | 一种hud杂散光测试设备 |
| CN111322528A (zh) * | 2018-12-13 | 2020-06-23 | 朗德万斯公司 | 具有改进外壳的照明装置 |
| CN110356319A (zh) * | 2019-08-09 | 2019-10-22 | 江苏铁锚玻璃股份有限公司 | 发光二极管灯影遮挡结构及灯影遮挡层的制作方法 |
| DE102019212088B4 (de) * | 2019-08-13 | 2021-09-09 | Bos Gmbh & Co. Kg | Glasdachanordnung für ein Kraftfahrzeug und Beleuchtungseinrichtung für eine solche Glasdachanordnung |
| CN110549831A (zh) * | 2019-08-22 | 2019-12-10 | 江苏德福来汽车部件有限公司 | 一种固定玻璃导轨一体机构 |
| EP3932664A1 (en) * | 2020-06-30 | 2022-01-05 | Corning Incorporated | Light guide plate and transparent illumination system utilizing the same |
| FR3122372B1 (fr) * | 2021-04-30 | 2023-07-21 | Saint Gobain | Ensemble pour vehicule comprenant un module a diode electroluminescente, plaque-support et procede d’assemblage d’un tel ensemble |
| CN113581066B (zh) * | 2021-06-02 | 2023-05-16 | 福耀玻璃工业集团股份有限公司 | 发光组件及车辆 |
| FR3132521A1 (fr) | 2022-02-08 | 2023-08-11 | Saint-Gobain Glass France | Substrat émaillé illuminable et sa fabrication |
| FR3132520A1 (fr) | 2022-02-08 | 2023-08-11 | Saint-Gobain Glass France | Substrat émaillé illuminable et sa fabrication |
| FR3135011A1 (fr) | 2022-04-29 | 2023-11-03 | Saint-Gobain Glass France | Vitrage lumineux de vehicule avec un tel vitrage lumineux et sa fabrication |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61184203U (ja) * | 1985-05-09 | 1986-11-17 | ||
| JPH04115917U (ja) * | 1991-03-28 | 1992-10-15 | 東海興業株式会社 | 自動車の固定窓用モ−ル付窓材 |
| EP1154199A1 (en) * | 2000-05-12 | 2001-11-14 | Giorgio Ing. Gai | Luminous diffused light panel with low energy consumption and limited thickness |
| JP2004271734A (ja) * | 2003-03-06 | 2004-09-30 | Sankyo Alum Ind Co Ltd | グレイジングチャンネル |
| JP2005038771A (ja) * | 2003-07-17 | 2005-02-10 | Mitsubishi Electric Corp | 面光源装置、表示装置及び誘導灯装置 |
| JP2005112164A (ja) * | 2003-10-08 | 2005-04-28 | Yachiyo Industry Co Ltd | サンルーフ装置 |
| WO2006129625A1 (ja) * | 2005-05-30 | 2006-12-07 | Kyocera Corporation | 液晶表示装置 |
| JP2007108438A (ja) * | 2005-10-13 | 2007-04-26 | Harison Toshiba Lighting Corp | 照明装置 |
| JP2007322541A (ja) * | 2006-05-30 | 2007-12-13 | Nec Lcd Technologies Ltd | 照明装置及び液晶表示装置 |
| EP1903359A2 (en) * | 2005-06-02 | 2008-03-26 | Grupo Antolin-Ingenieria, S.A. | Light for vehicle roofs |
| JP2010009787A (ja) * | 2008-06-24 | 2010-01-14 | Toshiba Mobile Display Co Ltd | 照明ユニット及び照明ユニットを備えた液晶表示装置 |
| WO2010049638A1 (fr) * | 2008-10-27 | 2010-05-06 | Saint-Gobain Glass France | Module a diodes electroluminescentes pour vehicule, fabrications |
| WO2010049639A1 (fr) * | 2008-10-27 | 2010-05-06 | Saint-Gobain Glass France | Module a diodes electroluminescentes pour vehicule, support a diodes |
| JP2010269598A (ja) * | 1997-01-10 | 2010-12-02 | Libbey-Owens-Ford Co | 成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセス |
| JP2011146382A (ja) * | 2010-01-15 | 2011-07-28 | Lg Innotek Co Ltd | バックライトユニット及びこれを用いたディスプレイ装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19501129C2 (de) * | 1995-01-03 | 2002-07-18 | Willing Gmbh Dr Ing | Scheibenleuchte |
| JPH11217046A (ja) * | 1998-02-03 | 1999-08-10 | Ichikoh Ind Ltd | 発光式ドアウインドパネル構造 |
| DE19958808A1 (de) * | 1999-12-07 | 2001-06-21 | Bayerische Motoren Werke Ag | Beleuchtungseinrichtung für ein Fahrzeug |
| FR2809496B1 (fr) | 2000-05-23 | 2002-07-12 | Saint Gobain Vitrage | Couche diffusante |
| FR2821320B1 (fr) * | 2001-02-26 | 2003-06-06 | Plastic Omnium Cie | Encadrement de vitre d'habitacle de vehicule automobile et ouvrant comportant un tel encadrement |
| DE10331075B4 (de) * | 2003-07-09 | 2009-02-26 | Diehl Aerospace Gmbh | Leuchtelement mit einem Leuchtmittel |
| WO2006137660A2 (en) * | 2005-06-22 | 2006-12-28 | Fawoo Technology Co., Ltd. | Back light unit |
| JP4840121B2 (ja) * | 2006-04-20 | 2011-12-21 | 三菱電機株式会社 | 面状光源装置 |
| US8147113B2 (en) * | 2007-01-22 | 2012-04-03 | Sharp Kabushiki Kaisha | Backlight device and flat display using it |
| JP2010009845A (ja) * | 2008-06-25 | 2010-01-14 | Toshiba Mobile Display Co Ltd | 照明ユニット及び照明ユニットを備えた液晶表示装置 |
| DE102008031655B4 (de) | 2008-07-03 | 2021-05-27 | Bundesdruckerei Gmbh | Mehrschichtsicherheitsdokumentkörper und Verfahren zum Herstellen eines Mehrschichtsicherheitsdokumentkörpers unter Anwendung eines Ultraschallverfahrens |
| JP5153516B2 (ja) * | 2008-08-25 | 2013-02-27 | 日本電信電話株式会社 | 抽出装置、抽出システム、抽出方法およびプログラム |
| FR2955539B1 (fr) * | 2010-01-26 | 2016-03-25 | Saint Gobain | Vitrage lumineux de vehicule, fabrications |
| FR2955530B1 (fr) * | 2010-01-26 | 2015-11-20 | Saint Gobain | Vitrage lumineux de vehicule, fabrications |
-
2011
- 2011-07-29 FR FR1157011A patent/FR2978379B1/fr not_active Expired - Fee Related
-
2012
- 2012-07-30 EP EP12753764.5A patent/EP2736767A1/fr not_active Withdrawn
- 2012-07-30 KR KR1020147004808A patent/KR101973219B1/ko active IP Right Grant
- 2012-07-30 CA CA2843411A patent/CA2843411A1/fr not_active Abandoned
- 2012-07-30 CN CN201280047899.1A patent/CN103842210B/zh not_active Expired - Fee Related
- 2012-07-30 BR BR112014002267A patent/BR112014002267A2/pt not_active Application Discontinuation
- 2012-07-30 JP JP2014523367A patent/JP2014529541A/ja active Pending
- 2012-07-30 US US14/236,021 patent/US9397075B2/en not_active Expired - Fee Related
- 2012-07-30 EA EA201490343A patent/EA027798B1/ru not_active IP Right Cessation
- 2012-07-30 MX MX2014001165A patent/MX356962B/es active IP Right Grant
- 2012-07-30 WO PCT/FR2012/051792 patent/WO2013017790A1/fr active Application Filing
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61184203U (ja) * | 1985-05-09 | 1986-11-17 | ||
| JPH04115917U (ja) * | 1991-03-28 | 1992-10-15 | 東海興業株式会社 | 自動車の固定窓用モ−ル付窓材 |
| JP2010269598A (ja) * | 1997-01-10 | 2010-12-02 | Libbey-Owens-Ford Co | 成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセス |
| EP1154199A1 (en) * | 2000-05-12 | 2001-11-14 | Giorgio Ing. Gai | Luminous diffused light panel with low energy consumption and limited thickness |
| JP2004271734A (ja) * | 2003-03-06 | 2004-09-30 | Sankyo Alum Ind Co Ltd | グレイジングチャンネル |
| JP2005038771A (ja) * | 2003-07-17 | 2005-02-10 | Mitsubishi Electric Corp | 面光源装置、表示装置及び誘導灯装置 |
| JP2005112164A (ja) * | 2003-10-08 | 2005-04-28 | Yachiyo Industry Co Ltd | サンルーフ装置 |
| WO2006129625A1 (ja) * | 2005-05-30 | 2006-12-07 | Kyocera Corporation | 液晶表示装置 |
| EP1903359A2 (en) * | 2005-06-02 | 2008-03-26 | Grupo Antolin-Ingenieria, S.A. | Light for vehicle roofs |
| JP2007108438A (ja) * | 2005-10-13 | 2007-04-26 | Harison Toshiba Lighting Corp | 照明装置 |
| JP2007322541A (ja) * | 2006-05-30 | 2007-12-13 | Nec Lcd Technologies Ltd | 照明装置及び液晶表示装置 |
| JP2010009787A (ja) * | 2008-06-24 | 2010-01-14 | Toshiba Mobile Display Co Ltd | 照明ユニット及び照明ユニットを備えた液晶表示装置 |
| WO2010049638A1 (fr) * | 2008-10-27 | 2010-05-06 | Saint-Gobain Glass France | Module a diodes electroluminescentes pour vehicule, fabrications |
| WO2010049639A1 (fr) * | 2008-10-27 | 2010-05-06 | Saint-Gobain Glass France | Module a diodes electroluminescentes pour vehicule, support a diodes |
| JP2011146382A (ja) * | 2010-01-15 | 2011-07-28 | Lg Innotek Co Ltd | バックライトユニット及びこれを用いたディスプレイ装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017116057A1 (ko) * | 2015-12-29 | 2017-07-06 | 레이비전스마트라이팅 주식회사 | 광확산용 패널을 이용한 발광유리 |
| CN111132864A (zh) * | 2017-09-28 | 2020-05-08 | 旭硝子欧洲玻璃公司 | 装饰件与窗密封件的紧固 |
| JP2020535066A (ja) * | 2017-09-28 | 2020-12-03 | エージーシー グラス ユーロップAgc Glass Europe | 窓シールへのトリムの固着 |
| CN111132864B (zh) * | 2017-09-28 | 2023-10-03 | 旭硝子欧洲玻璃公司 | 装饰件与窗密封件的紧固 |
| JP2021066428A (ja) * | 2019-10-18 | 2021-04-30 | 穎華科技股▲ふん▼有限公司 | 光ガイドサンルーフアセンブリ |
| JP7003202B2 (ja) | 2019-10-18 | 2022-01-20 | 穎華科技股▲ふん▼有限公司 | 光ガイドサンルーフアセンブリ |
| CN114435240A (zh) * | 2022-02-15 | 2022-05-06 | 福耀玻璃工业集团股份有限公司 | 车窗组件及车辆 |
| CN114435240B (zh) * | 2022-02-15 | 2024-04-16 | 福耀玻璃工业集团股份有限公司 | 车窗组件及车辆 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2978379B1 (fr) | 2014-03-14 |
| US20140204601A1 (en) | 2014-07-24 |
| US9397075B2 (en) | 2016-07-19 |
| WO2013017790A1 (fr) | 2013-02-07 |
| KR101973219B1 (ko) | 2019-04-26 |
| MX356962B (es) | 2018-06-21 |
| MX2014001165A (es) | 2014-11-10 |
| EA201490343A1 (ru) | 2014-06-30 |
| KR20140050075A (ko) | 2014-04-28 |
| CA2843411A1 (fr) | 2013-02-07 |
| EP2736767A1 (fr) | 2014-06-04 |
| FR2978379A1 (fr) | 2013-02-01 |
| BR112014002267A2 (pt) | 2017-02-21 |
| CN103842210A (zh) | 2014-06-04 |
| EA027798B1 (ru) | 2017-09-29 |
| CN103842210B (zh) | 2017-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014529541A (ja) | 車両用発光ガラスパネル、及びその製造方法 | |
| US9403477B2 (en) | Luminous glazing unit for vehicle, including a peripheral light source, manufacture thereof | |
| KR101843208B1 (ko) | 차량용 플래싱 유리 패널 및 그의 제조 방법 | |
| ES2445020T3 (es) | Acristalamiento luminoso de vehículo, fabricaciones | |
| US8944655B2 (en) | Light-emitting diode module for a vehicle, and productions | |
| US20140369063A1 (en) | Luminous multiple glazing unit for an item of furniture | |
| KR20110081308A (ko) | 차량용 발광 다이오드 모듈 및 다이오드 장착 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150608 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160713 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160719 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20161018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170530 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170713 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180220 |