JP2014172134A - 加工装置 - Google Patents
加工装置 Download PDFInfo
- Publication number
- JP2014172134A JP2014172134A JP2013048622A JP2013048622A JP2014172134A JP 2014172134 A JP2014172134 A JP 2014172134A JP 2013048622 A JP2013048622 A JP 2013048622A JP 2013048622 A JP2013048622 A JP 2013048622A JP 2014172134 A JP2014172134 A JP 2014172134A
- Authority
- JP
- Japan
- Prior art keywords
- gear
- face plate
- torque
- power transmission
- planetary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B5/00—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor
- B23B5/16—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor for bevelling, chamfering, or deburring the ends of bars or tubes
- B23B5/161—Devices attached to the workpiece
- B23B5/163—Devices attached to the workpiece with an external clamping device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B3/00—General-purpose turning-machines or devices, e.g. centre lathes with feed rod and lead screw; Sets of turning-machines
- B23B3/22—Turning-machines or devices with rotary tool heads
- B23B3/26—Turning-machines or devices with rotary tool heads the tools of which perform a radial movement; Rotary tool heads thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/22—Portable lathe for pipe turning
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Retarders (AREA)
- Turning (AREA)
Abstract
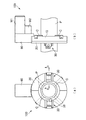
【解決手段】加工装置100は、ハウジング10、面板20、工具ホルダ30、及び差動装置60を具え、モータM1,M2と連結されている。差動装置60は、モータM1からトルクが伝達される第一ギア62、第二ギア64、それらと噛合うプラネタリギア68、モータM2から伝達されるトルクによって回転するプラネタリキャリア64を具えるから、モータM1とモータM2を操作して第一ギア62と第二ギア64の回転をコントロールすることにより、工具の移動・停止、移動速度、移動距離を自在にコントロールすることができる。
【選択図】図1
Description
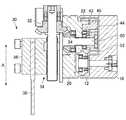
前記ハウジングに対して回転可能に設けられる、面板ギアを有する面板及び外周側ギアと内周側ギアを有するリングギアと、
前記面板に回転可能に軸支され、前記リングギアからトルクが伝達される動力伝達入力ギアと該動力伝達入力ギアからのトルクを伝達するための動力伝達出力ギアを具える動力伝達軸と、
前記動力伝達出力ギアからのトルクが直線運動に変換されて進退動する工具を保持する、前記面板に取付けられる工具ホルダと、
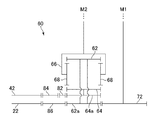
前記ハウジングに取付けられ、第一駆動装置及び第二駆動装置と連結される、前記面板ギア及びリングギアにトルクを伝達する差動装置を有し、
前記差動装置は、
前記第一駆動装置からトルクが伝達される第一ギアと
前記第一ギアと同軸線上に設けられる第二ギアと、
前記第二駆動装置からのトルクが伝達されるプラネタリキャリアに具えられる、前記第一ギア及び第二ギアと噛合い、前記第一ギア及び第二ギアの軸を中心に公転するプラネタリギアとを具え、
前記第一ギア又は第二ギアからのトルクがそれぞれ前記面板ギア又はリングギアを回転させることを特徴とする加工装置によって前記課題を解決した。
20 面板
22 面板ギア
30 工具ホルダ
38 工具(バイト)
40 リングギア
42 外周側ギア
44 内周側ギア
50 動力伝達軸
52 動力伝達入力ギア
54 動力伝達出力ギア
60 差動装置
62 第一ギア
64 第二ギア
66 プラネタリキャリア
68 プラネタリギア
100 加工装置
M1 第一駆動装置
M2 第二駆動装置
Claims (4)
- ハウジングと、
前記ハウジングに対して回転可能に設けられる、面板ギアを有する面板及び外周側ギアと内周側ギアを有するリングギアと、
前記面板に回転可能に軸支され、前記リングギアからトルクが伝達される動力伝達入力ギアと該動力伝達入力ギアからのトルクを伝達するための動力伝達出力ギアを具える動力伝達軸と、
前記動力伝達出力ギアからのトルクが直線運動に変換されて進退動する工具を保持する、前記面板に取付けられる工具ホルダと、
前記ハウジングに取付けられ、第一駆動装置及び第二駆動装置と連結される、前記面板ギア及びリングギアにトルクを伝達する差動装置を有し、
前記差動装置は、
前記第一駆動装置からトルクが伝達される第一ギアと
前記第一ギアと同軸線上に設けられる第二ギアと、
前記第二駆動装置からのトルクが伝達されるプラネタリキャリアに具えられる、前記第一ギア及び第二ギアと噛合い、前記第一ギア及び第二ギアの軸を中心に公転するプラネタリギアとを具え、
前記第一ギア又は第二ギアからのトルクがそれぞれ前記面板ギア又はリングギアを回転させることを特徴とする、
加工装置。 - 前記プラネタリキャリアが固定、前記第一ギアが回転の場合、前記面板ギアとリングギアが等速で回転するように各ギア比が構成されている、請求項1の加工装置。
- 前記プラネタリギアが前記第一ギア及び第二ギアとそれらの軸方向がそれぞれ直交するように噛合っている、請求項1又は2の加工装置。
- 前記プラネタリギアが前記第一ギア及び第二ギアとそれらの軸方向がそれぞれ平行になるように噛合っている、請求項1又は2の加工装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013048622A JP2014172134A (ja) | 2013-03-12 | 2013-03-12 | 加工装置 |
| US14/175,176 US20140260840A1 (en) | 2013-03-12 | 2014-02-07 | Machining apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013048622A JP2014172134A (ja) | 2013-03-12 | 2013-03-12 | 加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014172134A true JP2014172134A (ja) | 2014-09-22 |
| JP2014172134A5 JP2014172134A5 (ja) | 2015-10-01 |
Family
ID=51521400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013048622A Pending JP2014172134A (ja) | 2013-03-12 | 2013-03-12 | 加工装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20140260840A1 (ja) |
| JP (1) | JP2014172134A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015166104A (ja) * | 2014-03-04 | 2015-09-24 | 東芝プラントシステム株式会社 | 溶接装置 |
| JP5966209B1 (ja) * | 2015-06-24 | 2016-08-10 | 株式会社 カットランドジャパン | 差動装置及びこれを利用した加工装置 |
| JP2018513791A (ja) * | 2015-04-21 | 2018-05-31 | ダニエリ アンド チ.オフィチーネ メカーニク エッセピアDanieli&C.Officine Meccaniche Spa | 楕円形の製品をピーリングするマシン |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101549822B1 (ko) * | 2014-10-13 | 2015-09-04 | 최인성 | 회전속도비를 이용하여 회전체내 복수개의 절삭툴을 자유롭고 선택적으로 제어할 수 있는 오비탈식 절삭장치 |
| US10086396B2 (en) * | 2016-03-28 | 2018-10-02 | Nazila Sedaei | Electro-anti deposit device for removing mineral deposits in drip irrigation systems |
| CN107962421A (zh) * | 2017-12-07 | 2018-04-27 | 梧州奥卡光学仪器有限公司 | 镜座车夹具 |
| CN107983971A (zh) * | 2017-12-07 | 2018-05-04 | 梧州奥卡光学仪器有限公司 | 镜座的加工方法 |
| CN112091237A (zh) * | 2019-11-12 | 2020-12-18 | 施卫杰 | 一种管道切割设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5380881A (en) * | 1976-12-27 | 1978-07-17 | Komatsu Ltd | Metallic conduit cutter |
| JPS57211410A (en) * | 1981-06-17 | 1982-12-25 | Hitachi Ltd | Pipe cutting device |
| JPS62287907A (ja) * | 1986-06-03 | 1987-12-14 | Cosmo Koki Kk | 可搬式管開先加工機 |
| JPH0871803A (ja) * | 1994-08-30 | 1996-03-19 | Dai Ichi High Frequency Co Ltd | 開先加工装置 |
| JPH0966414A (ja) * | 1995-08-29 | 1997-03-11 | Nakata Seisakusho:Kk | 鋼管の切断装置 |
| JP2011036963A (ja) * | 2009-08-13 | 2011-02-24 | Shinji Kawashima | 薄型切断・開先加工装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2554207A (en) * | 1942-03-02 | 1951-05-22 | Pegard Marcel | Machine tool |
| GB803657A (en) * | 1955-05-16 | 1958-10-29 | Aetna Standard Eng Co | Improvements in pipe or tube cut-off machines |
| US3152394A (en) * | 1961-07-26 | 1964-10-13 | Cons Machine Tool Division Of | Machine tool |
| BE629441A (ja) * | 1963-03-11 | |||
| US3253336A (en) * | 1963-10-17 | 1966-05-31 | Brown Oil Tools | Rotary pipe cutting device having pipe clamping means and ratchet feed means for thecutter |
| GB1130953A (en) * | 1966-03-22 | 1968-10-16 | John Delvin Hotchkiss | Portable lathes |
| GB1380523A (en) * | 1973-02-07 | 1975-01-15 | Santana A Z | Apparatus for cutting and or bevelling pipes |
| US4061078A (en) * | 1976-02-19 | 1977-12-06 | Lifshits V S | Device for removing external circular fins from pipe joints |
| US4813314A (en) * | 1986-08-29 | 1989-03-21 | Westinghouse Electric Corp. | Multi-function pipe machining apparatus |
| US5549024A (en) * | 1995-01-30 | 1996-08-27 | Ricci; Donato L. | Clamshell pipe lathe having improved bearing arrangement |
| US7690283B1 (en) * | 2009-03-10 | 2010-04-06 | H&S Tool, Inc. | Motor mount assembly for a milling tool |
| WO2012071419A1 (en) * | 2010-11-24 | 2012-05-31 | Actuant Corporation | Portable machining apparatus tool module |
| US9610636B2 (en) * | 2013-01-09 | 2017-04-04 | Illinois Tool Works Inc. | Pipe machining apparatuses and methods of operating the same |
| CN105992664B (zh) * | 2013-10-17 | 2017-11-24 | Tri器械有限公司 | 用于旋转加工装置的刀具进给系统 |
-
2013
- 2013-03-12 JP JP2013048622A patent/JP2014172134A/ja active Pending
-
2014
- 2014-02-07 US US14/175,176 patent/US20140260840A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5380881A (en) * | 1976-12-27 | 1978-07-17 | Komatsu Ltd | Metallic conduit cutter |
| JPS57211410A (en) * | 1981-06-17 | 1982-12-25 | Hitachi Ltd | Pipe cutting device |
| JPS62287907A (ja) * | 1986-06-03 | 1987-12-14 | Cosmo Koki Kk | 可搬式管開先加工機 |
| JPH0871803A (ja) * | 1994-08-30 | 1996-03-19 | Dai Ichi High Frequency Co Ltd | 開先加工装置 |
| JPH0966414A (ja) * | 1995-08-29 | 1997-03-11 | Nakata Seisakusho:Kk | 鋼管の切断装置 |
| JP2011036963A (ja) * | 2009-08-13 | 2011-02-24 | Shinji Kawashima | 薄型切断・開先加工装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015166104A (ja) * | 2014-03-04 | 2015-09-24 | 東芝プラントシステム株式会社 | 溶接装置 |
| JP2018513791A (ja) * | 2015-04-21 | 2018-05-31 | ダニエリ アンド チ.オフィチーネ メカーニク エッセピアDanieli&C.Officine Meccaniche Spa | 楕円形の製品をピーリングするマシン |
| JP5966209B1 (ja) * | 2015-06-24 | 2016-08-10 | 株式会社 カットランドジャパン | 差動装置及びこれを利用した加工装置 |
| JP5979568B1 (ja) * | 2015-06-24 | 2016-08-24 | 株式会社 カットランドジャパン | 加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20140260840A1 (en) | 2014-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014172134A (ja) | 加工装置 | |
| JP5979568B1 (ja) | 加工装置 | |
| EP2875906A1 (en) | Multi-speed cycloidal transmission | |
| JP2008173739A (ja) | 電動工具 | |
| CN100421848C (zh) | 可控制进给深度的水下管道开孔机 | |
| CN105563206B (zh) | 一种数控镗床平旋盘径向进给机构 | |
| JP2014172134A5 (ja) | ||
| KR101216810B1 (ko) | 관재나 봉재의 절단 및 면취장치 | |
| CN205937651U (zh) | 同轴正、反向双旋转结构齿轮箱 | |
| US2941420A (en) | Reversible torque transmission for power tools | |
| EP2686125B1 (en) | Cutting apparatus and drive assembly | |
| JP2013002488A (ja) | 差動歯車型減速機 | |
| CN101700580B (zh) | 数控弯头内孔镗床的镗杆 | |
| WO2018150527A1 (ja) | 溶接装置 | |
| JP5280592B1 (ja) | 変速装置 | |
| US11396052B2 (en) | Turret tool holder | |
| US2775904A (en) | Portable tool | |
| WO2014111881A1 (en) | Facing head having high performances and high accuracy | |
| JP6847632B2 (ja) | 工具径可変主軸装置 | |
| JP2018513791A (ja) | 楕円形の製品をピーリングするマシン | |
| TWI429835B (zh) | 傳動機構之背隙消除裝置(一) | |
| JP2008008450A (ja) | 駆動力伝達制御装置 | |
| JP2020006406A (ja) | 溶接トーチ移動機構及びこれを具えた溶接装置 | |
| CN201603885U (zh) | 数控弯头内孔镗床的镗杆 | |
| JP2012154417A (ja) | バックラッシ調整装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150520 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20150520 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150520 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150616 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150730 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20150730 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20150812 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151228 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160225 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160318 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160620 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20160705 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20160722 |