JP2014091237A - 熱転写装置及び熱転写方法 - Google Patents
熱転写装置及び熱転写方法 Download PDFInfo
- Publication number
- JP2014091237A JP2014091237A JP2012241932A JP2012241932A JP2014091237A JP 2014091237 A JP2014091237 A JP 2014091237A JP 2012241932 A JP2012241932 A JP 2012241932A JP 2012241932 A JP2012241932 A JP 2012241932A JP 2014091237 A JP2014091237 A JP 2014091237A
- Authority
- JP
- Japan
- Prior art keywords
- transfer sheet
- sheet
- decorated
- transfer
- gripping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 86
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 48
- 239000003507 refrigerant Substances 0.000 claims description 24
- 238000009826 distribution Methods 0.000 claims description 2
- 230000037303 wrinkles Effects 0.000 abstract description 8
- 239000010410 layer Substances 0.000 description 36
- 238000005520 cutting process Methods 0.000 description 15
- 239000002131 composite material Substances 0.000 description 14
- 238000010586 diagram Methods 0.000 description 14
- 238000005034 decoration Methods 0.000 description 12
- 210000000078 claw Anatomy 0.000 description 7
- 239000000428 dust Substances 0.000 description 7
- 239000011888 foil Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 6
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 239000012790 adhesive layer Substances 0.000 description 4
- 238000000605 extraction Methods 0.000 description 4
- 238000000059 patterning Methods 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000001174 ascending effect Effects 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000002826 coolant Substances 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000004071 soot Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images









Landscapes
- Handling Of Sheets (AREA)
- Handling Of Continuous Sheets Of Paper (AREA)
- Electronic Switches (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
Abstract
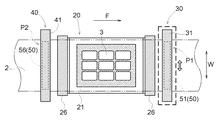
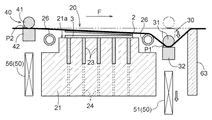
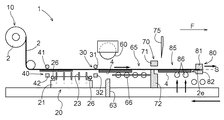
【解決手段】本発明は、ロール状の転写シート2の端部2eを引き出して被加飾体3に供給し、被加飾体3への模様の熱転写を連続的に行う熱転写装置1に関する。熱転写装置1は、被加飾体3を載置する載置部20と、載置部20の下流側に設けられ、転写シート2を把持した状態でシート送り方向F及び幅方向に移動可能な第一把持部30と、載置部20の上流側に設けられ、転写シート2を把持した状態で幅方向に移動可能な第二把持部40と、これらを昇降可能に支持する支持部50と、を備える。
【選択図】図1
Description
また、上記の特徴構成によれば、被加飾体に対する転写シートの位置関係が適正化された状態で、転写シートをそれぞれ把持した第一把持部及び第二把持部を下降させることができる。よって、転写前に、被加飾体と転写シートとを全面的に接触させることができる。従って、被加飾体に対して転写シートが十分に沿った状態で熱転写を行うことができ、皺の発生や気泡の残留を抑制することができる。さらに、被加飾体と転写シートとを全面的に接触させることによって転写シートの伸びムラがなくなるので、被加飾体への模様付けの位置精度をさらに高めることができる。
この場合、第一部分の位置調整の完了時には、転写シートの第二部分のシート送り方向の位置も既に調整されている。このため、第二部分については、幅方向の位置を積極的に調整するだけで、シート送り方向の位置及び幅方向の位置の双方を調整することができる。よって、第二把持部をシート送り方向には移動可能とする必要性がなくなるので、第二把持部を移動可能とするための駆動機構の構成を簡素化できる。
また、第一把持部及び第二把持部を下降させる際には、転写シートの第一部分が第二部分よりも下方に位置する状態で下降させる。これにより、転写シートを下流側から上流側に向かって徐々に被加飾体に接触させることができ、接触領域の中央部での空気の残留を抑制することができる。よって、皺の発生や気泡の残留を有効に抑制できる。
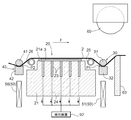
そこで上記の構成のように、載置部がその上流側端部及び下流側端部に転写シートに対向する曲面部を有する構成とすることで、載置部と転写シートとを、載置部の曲面部に沿って滑らかに面接触させることができる。よって、転写シートの損傷や箔チリの発生を有効に抑制することができる。
この構成によれば、円筒状部材の内周空間を流通する冷媒との間の熱交換により、曲面部に沿って接触している転写シートの部分を冷却することができる。よって、当該部分において、載置台と転写シートとが融着するのを抑制することができる。つまり、転写シートの損傷や箔チリの発生を抑制するための構成を有効利用して、載置台と転写シートとの融着をも抑制することができる。
このとき、第二調整工程により載置部の上流側における転写シートの位置調整が行われるよりも前に、第一調整工程により下流側における位置調整が行われる。シート送り方向の最上流側には転写シートがロール状に保持されており、このロール状部分は、引き出される転写シートに対して逆張力を作用させる。この逆張力を利用して転写シートに作用する張力を維持させたまま、転写シートの第一部分の位置調整を行うことができる。また、この場合、第一部分の位置調整の完了時には、転写シートの第二部分のシート送り方向の位置も既に調整されている。このため、第二調整工程では、第二部分の幅方向の位置を積極的に調整するだけで、シート送り方向の位置及び幅方向の位置の双方を調整することができる。よって、第二調整工程を簡素化できる。
また、上記の特徴構成によれば、被加飾体に対する転写シートの位置関係が適正化された状態で、下降工程により、転写シートの第一部分及び第二部分を下降させる。その際、下流側から上流側に向かって転写シートを徐々に被加飾体に接触させることで、転写前に、接触領域の中央部での空気の残留を抑制しつつ、被加飾体と転写シートとを全面的に接触させることができる。従って、被加飾体に対して転写シートが十分に沿った状態で熱転写を行うことができ、皺の発生や気泡の残留を有効に抑制することができる。さらに、被加飾体と転写シートとを全面的に接触させることによって転写シートの伸びムラがなくなるので、被加飾体への模様付けの位置精度をさらに高めることができる。
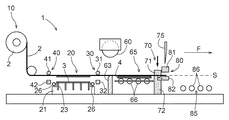
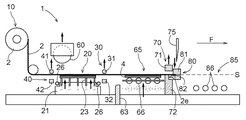
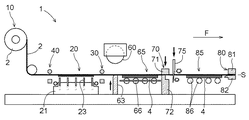
図1に示すように、熱転写装置1は、シート保持部10、載置部20、第一把持部30、第二把持部40、支持部50、及び転写加圧部60を備えている。また、熱転写装置1は、待機部65、固定狭持部70、切断部75、可動狭持部80、及び排出部85を備えている。さらに、熱転写装置1は、これら各部の動作制御を行う制御部6を備えている。シート保持部10、第二把持部40、載置部20、第一把持部30、待機部65、切断部75、及び排出部85は、シート送り方向Fに沿って記載の順に配置されている。
次に、図5〜図17を参照して、上述した熱転写装置1を用いて実行される熱転写方法(被加飾体3への模様の転写方法)の手順について説明する。本実施形態に係る熱転写方法は、載置工程、位置決め工程、転写工程、引出工程、切断工程、及び取出工程を備えている。これらは、記載の順に実行されるとともに、逐次繰り返して実行される。本実施形態では、これらの各工程は、制御部6が熱転写装置1の各部の動作を協調的に制御することにより実行される。言い換えれば、制御部6は、各工程において以下に説明する態様で熱転写装置1の各部を制御する。
載置工程は、引き出された転写シート2と平面視で重なる位置に被加飾体3を載置する工程である。載置工程では、載置台21がレール体22に沿って側方に引き出されて非重複状態とされ、転写シート2と平面視で重ならない位置において、その載置台21に被加飾体3が載置される。なお、本実施形態では、各転写サイクルにおいて、複数の被加飾体3に対して一斉に模様の転写を行う。このため、複数の被加飾体3は、載置台21(載置面21a)における予め定められた領域に、所定規則で配列される。本例では、計9個の被加飾体3が、シート送り方向F及び幅方向Wにそれぞれ3個ずつ並ぶように、互いに所定間隔を隔てて配置される(図7を参照)。なお、転写シート2に形成される転写層2Bの位置も、それに応じて設定されている。その後、載置台21はレール体22に沿って転写シート2の下方に戻されて重複状態とされる。これにより、被加飾体3と転写シート2とが平面視で重なる状態となる。その際、被加飾体3は当接載置状態とされる。
位置決め工程は、各被加飾体3に対する転写シート2(ここでは特に、各転写層2B)の位置関係を調整して位置決めを行う工程である。この位置決め工程は、上述した基体シート2Aに施された基準線や基準点の検出に基づく予備位置合わせとは異なる工程である。位置決め工程では、予備位置合わせに比べて高精度な位置決めが行われる。位置決め工程は、第一調整工程、第二調整工程、下降工程、及び吸引工程を備えている。これらは、記載の順に実行される。
転写工程は、被加飾体3に転写シート2を押し付けて、被加飾体3に模様を転写する工程である。転写工程では、転写加圧部60が下降位置まで下降される。その際、図12に示すように、第一部分P1よりも下流側の転写シート2と転写加圧部60とが接触しないように、転写加圧部60の下降動作に合わせてシート支持部材63が非突出状態とされる。また、搬送ローラ66が下降位置まで下降される。その後、転写テーブル90がシート送り方向Fの下流側に向かってスライドされる。これにより、載置台21によって下方から支持された被加飾体3の上を、転写シート2を介して転写加圧部60が転動する。このときの転写加圧部60の熱と圧力とによって、転写シート2上の転写層2Bが被加飾体3の表面に転写される。その結果、被加飾体3の表面に模様(絵柄)が転写される。
引出工程は、転写シート2の端部2eを挟持して、転写シート2を引き出す工程である。図13に示すように、引出工程では、第一把持部30及び第二把持部40が、いずれも上昇位置まで上昇されるとともに解放状態とされる。また、転写加圧部60が上昇位置まで上昇されるとともに、載置台21からピン部材23が突出されて被加飾体3が離間載置状態とされる。また、搬送ローラ66が上昇位置まで上昇される。また、可動狭持部80は転写シート2の端部2eを挟持し、固定狭持部70は転写シート2を解放する。なお、シート支持部材63は非突出状態のまま保持され、受取ローラ86は下降位置のまま保持される。その後、図14に示すように、可動狭持部80は、受取ローラ86の上方を、シート送り方向Fに沿って下流側に向かってスライドする。
切断工程は、転写シート2を幅方向Wに切断する工程である。図16に示すように、切断工程では、固定狭持部70も転写シート2を挟持し、固定狭持部70及び可動狭持部80の双方によって転写シート2が挟持される。その後、排出部85に配置された複合体4における、被加飾体3の上流側端部からはみ出した部分が、切断部75によって幅方向Wに切断される。こうして、長尺状の転写シート2からその下流側端部の一部が切り離され、排出部85において、転写シート2が密着した状態の被加飾体3(転写シート2付きの被加飾体3)が得られる。
取出工程は、転写シート2付きの被加飾体3を取り出す工程である。図17に示すように、取出工程では、可動狭持部80が解放状態とされ、フリーの状態となった転写シート2付きの被加飾体3が、排出部85から取り出される。その後、全ての受取ローラ86が下降位置まで下降されてから、可動狭持部80がシート送り方向Fの上流側に向かってスライドされ、転写シート2の新たな端部2eの位置まで戻される。また、載置台21のピン部材23が引退されて、新たな被加飾体3が載置台21に載置可能となる。
最後に、本発明に係る熱転写装置及び熱転写方法の、その他の実施形態について説明する。なお、以下のそれぞれの実施形態で開示される構成は、矛盾が生じない限り、他の実施形態で開示される構成と組み合わせて適用することも可能である。
2 :転写シート
3 :被加飾体
6 :制御部
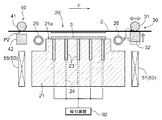
20 :載置部
21 :載置台
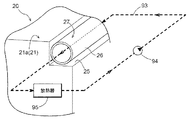
24 :吸引孔
25 :切欠状溝部
26 :円筒状部材
27 :曲面部
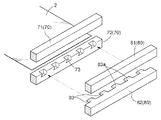
30 :第一把持部
31 :第一上側把持部
32 :第一下側把持部
33 :曲面部
40 :第二把持部
41 :第二上側把持部
42 :第二下側把持部
43 :曲面部
50 :支持部
51 :第一支持部
56 :第二支持部
92 :吸引装置
93 :冷媒流通経路
P1 :第一部分
P2 :第二部分
F :シート送り方向
W :幅方向
Claims (11)
- ロール状に保持された転写シートの端部を引き出し、被加飾体に対して前記転写シートを供給して加熱し、前記被加飾体への模様の転写を連続的に行う熱転写装置であって、
平面視で前記転写シートと重なる位置に前記被加飾体を載置可能な載置部と、
前記載置部に対してシート送り方向の下流側に設けられ、前記転写シートを把持可能であり、かつ、前記シート送り方向及び当該シート送り方向に直交する幅方向に移動可能な第一把持部と、
前記載置部に対して前記シート送り方向の上流側に設けられ、前記転写シートを把持可能であり、かつ、少なくとも前記幅方向に移動可能な第二把持部と、
前記第一把持部及び前記第二把持部をそれぞれ昇降可能に支持する支持部と、
を備える熱転写装置。 - 少なくとも前記第一把持部、前記第二把持部、及び前記支持部の動作制御を行う制御部を備え、
前記被加飾体が平面視で前記転写シートと重なるように前記載置部に載置された状態で、
前記制御部は、
前記第一把持部により、前記転写シートの第一部分を把持して当該転写シートの前記シート送り方向の位置及び前記幅方向の位置を調整させ、
その後、前記第二把持部により、前記転写シートの第二部分を把持して当該転写シートの前記幅方向の位置を調整させ、
その後、前記第一部分が前記第二部分よりも下方に位置する状態で、前記第一把持部及び前記第二把持部を下降させる請求項1に記載の熱転写装置。 - 前記載置部は、一方端が当該載置部の載置面に開口するとともに他方端が吸引装置に接続された吸引孔を有し、
前記吸引装置は、前記被加飾体に対して前記転写シートが全面的に接触した状態で吸引動作を行う請求項2に記載の熱転写装置。 - 前記載置部が、当該載置部の前記シート送り方向の上流側端部及び下流側端部における前記転写シートに対向する位置に、前記幅方向に沿って側面から見た場合に曲線状となる曲面部を有する請求項1から3のいずれか一項に記載の熱転写装置。
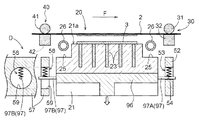
- 前記載置部は、平面視で矩形状に形成されるとともに前記上流側端部及び前記下流側端部の辺部に沿って形成される切欠状溝部を有する載置台と、前記切欠状溝部に配置される円筒状部材とを備え、
前記曲面部が、前記円筒状部材の表面により構成されている請求項4に記載の熱転写装置。 - 冷媒を流通させる冷媒流通経路を備え、
前記冷媒流通経路が、前記円筒状部材の内周空間を通るように構成されている請求項5に記載の熱転写装置。 - 前記第一把持部及び前記第二把持部は、それぞれ上側把持部と下側把持部とを有し、
前記第一把持部及び前記第二把持部のそれぞれにおける上側把持部が、対をなす下側把持部に対向する位置に、前記幅方向に沿って側面から見た場合に曲線状となる曲面部を有する請求項4から6のいずれか一項に記載の熱転写装置。 - ロール状に保持された転写シートの端部を引き出し、被加飾体に対して前記転写シートを供給して加熱し、前記被加飾体への模様の転写を連続的に行う熱転写方法であって、
引き出された前記転写シートと平面視で重なる位置に前記被加飾体を載置する載置工程と、
前記載置工程の後、前記被加飾体に対してシート送り方向の下流側において、前記転写シートの第一部分を把持して、前記第一部分の前記シート送り方向の位置及び前記シート送り方向に直交する幅方向の位置を調整する第一調整工程と、
前記第一調整工程の後、前記被加飾体に対して前記シート送り方向の上流側において、前記転写シートの第二部分を把持して、前記第二部分の前記幅方向の位置を調整する第二調整工程と、
前記第二調整工程の後、前記転写シートが前記シート送り方向の下流側から上流側に向かって徐々に前記被加飾体に接触するように、前記転写シートの前記第一部分及び前記第二部分を下降させる下降工程と、
を備える熱転写方法。 - 前記下降工程の後、前記被加飾体の下方から前記転写シートを吸引する吸引工程をさらに備える請求項8に記載の熱転写方法。
- 前記下降工程において、前記転写シートの前記第二部分を把持した第二把持部を、前記転写シートの前記第一部分を把持した第一把持部に対して所定時間だけ遅延させて下降させる請求項8又は9に記載の熱転写方法。
- 前記下降工程において、前記転写シートの前記第一部分を把持した第一把持部と前記転写シートの前記第二部分を把持した第二把持部とを、前記第一部分が前記第二部分よりも下方に位置する状態で一体的に下降させる請求項8又は9に記載の熱転写方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012241932A JP5945494B2 (ja) | 2012-11-01 | 2012-11-01 | 熱転写装置及び熱転写方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012241932A JP5945494B2 (ja) | 2012-11-01 | 2012-11-01 | 熱転写装置及び熱転写方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014091237A true JP2014091237A (ja) | 2014-05-19 |
| JP5945494B2 JP5945494B2 (ja) | 2016-07-05 |
Family
ID=50935684
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012241932A Active JP5945494B2 (ja) | 2012-11-01 | 2012-11-01 | 熱転写装置及び熱転写方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5945494B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101483140B1 (ko) | 2014-10-30 | 2015-01-16 | 전선아 | 윈도우 패널의 인쇄층 전사장치 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06122184A (ja) * | 1992-08-31 | 1994-05-06 | Toppan Printing Co Ltd | 画像記録装置 |
| JP2002104350A (ja) * | 2000-09-28 | 2002-04-10 | Sanko:Kk | 金属材にフイルムを転写する熱転写装置 |
| JP2003096658A (ja) * | 2001-09-25 | 2003-04-03 | Konica Corp | インクジェット捺染装置 |
| JP2003171043A (ja) * | 2001-12-04 | 2003-06-17 | Navitas Co Ltd | 帯状フィルムの位置合せ装置 |
| JP2007196513A (ja) * | 2006-01-26 | 2007-08-09 | Miyakoshi Printing Machinery Co Ltd | 印字装置 |
-
2012
- 2012-11-01 JP JP2012241932A patent/JP5945494B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06122184A (ja) * | 1992-08-31 | 1994-05-06 | Toppan Printing Co Ltd | 画像記録装置 |
| JP2002104350A (ja) * | 2000-09-28 | 2002-04-10 | Sanko:Kk | 金属材にフイルムを転写する熱転写装置 |
| JP2003096658A (ja) * | 2001-09-25 | 2003-04-03 | Konica Corp | インクジェット捺染装置 |
| JP2003171043A (ja) * | 2001-12-04 | 2003-06-17 | Navitas Co Ltd | 帯状フィルムの位置合せ装置 |
| JP2007196513A (ja) * | 2006-01-26 | 2007-08-09 | Miyakoshi Printing Machinery Co Ltd | 印字装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101483140B1 (ko) | 2014-10-30 | 2015-01-16 | 전선아 | 윈도우 패널의 인쇄층 전사장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5945494B2 (ja) | 2016-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4614470B1 (ja) | ラベル後処理装置及びラベル処理装置 | |
| EP2578405A1 (en) | Film transfer apparatus | |
| JP5801591B2 (ja) | 熱転写装置及び熱転写方法 | |
| US20180243781A1 (en) | Production system and method for producing motor vehicle license plates | |
| JP5945494B2 (ja) | 熱転写装置及び熱転写方法 | |
| JP4774243B2 (ja) | 感光性積層体の製造装置及び製造方法 | |
| JP5293318B2 (ja) | 間欠式フィルム成形方法および間欠式フィルム成形装置 | |
| JP4144965B2 (ja) | 射出成形同時絵付方法及び装置 | |
| JP4878021B2 (ja) | 加飾シート送り装置および成形同時加飾成形品の製造方法 | |
| JP2012148474A (ja) | 連続エンボス機およびそれを用いたエンボス方法 | |
| JP2021165208A (ja) | 熱転写印画装置 | |
| US20220384228A1 (en) | Method and apparatus for introducing a substrate into a nip | |
| AU2020200354B2 (en) | Apparatus for application of a conductive pattern to a substrate | |
| US20240173954A1 (en) | System for introducing a substrate into a nip | |
| JP2019188730A (ja) | 熱転写印画装置、印画物の製造方法、及び中間転写媒体 | |
| JP2014136605A (ja) | スキンパック包装体製造装置およびスキンパック包装体の製造方法 | |
| KR200346636Y1 (ko) | 그린시트 라미네이션 장치 | |
| KR20130039421A (ko) | 롤 필름을 이용한 아이엠엘 사출방법 | |
| JP2023047043A (ja) | シート供給装置、シート搬送システム、成形システム、シートを供給する方法及びシートを搬送する方法 | |
| JP5712088B2 (ja) | シート成形品の製造設備 | |
| JP5654965B2 (ja) | シート成形品の製造方法 | |
| JPS63147623A (ja) | 成形装置 | |
| JP2005343027A (ja) | 成形同時加飾装置および水平方向加飾シート送り装置 | |
| TWM246070U (en) | Forming machine for PU-foamed thermally-insulating metal roof tile with colored glaze | |
| JP2013049235A (ja) | シート成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150804 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160516 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160524 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160530 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5945494 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |