JP2014056902A - 多層プリント基板の製造装置および製造方法、および、これに使用される演算装置 - Google Patents
多層プリント基板の製造装置および製造方法、および、これに使用される演算装置 Download PDFInfo
- Publication number
- JP2014056902A JP2014056902A JP2012200025A JP2012200025A JP2014056902A JP 2014056902 A JP2014056902 A JP 2014056902A JP 2012200025 A JP2012200025 A JP 2012200025A JP 2012200025 A JP2012200025 A JP 2012200025A JP 2014056902 A JP2014056902 A JP 2014056902A
- Authority
- JP
- Japan
- Prior art keywords
- circuit board
- printed circuit
- sheets
- sheet
- stacked
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
Abstract
【課題】、不良となる要素が存在する場合でも、その不良要素を差し替えることなく、歩留まりを良くできるようにした多層プリント基板の製造方法などを提供する。
【解決手段】一枚のシート11内に、複数のプリント基板回路ボード13と、当該シート11を積層する際に使用されるピンホール12とを有し、当該ピンホール12で位置決めされた状態で複数のシート11を積層し、当該積層されたシート11から前記プリント基板回路ボード13を切断して多層プリント基板14を製造する場合、前記各シート11ごとに、各プリント基板回路ボード13の良否を検査して不良要素を抽出し、その検査されたシート11に対して不良となるプリント基板回路ボード13が積層方向に重なるようなシート11の組み合わせを演算して積層する。そして、最終的に、不良となるプリント基板回路ボード13を含む多層プリント基板のみを廃棄する。
【選択図】図2
【解決手段】一枚のシート11内に、複数のプリント基板回路ボード13と、当該シート11を積層する際に使用されるピンホール12とを有し、当該ピンホール12で位置決めされた状態で複数のシート11を積層し、当該積層されたシート11から前記プリント基板回路ボード13を切断して多層プリント基板14を製造する場合、前記各シート11ごとに、各プリント基板回路ボード13の良否を検査して不良要素を抽出し、その検査されたシート11に対して不良となるプリント基板回路ボード13が積層方向に重なるようなシート11の組み合わせを演算して積層する。そして、最終的に、不良となるプリント基板回路ボード13を含む多層プリント基板のみを廃棄する。
【選択図】図2
Description
本発明は、多層プリント基板を製造する方法や装置などに関するものであり、より詳しくは、プリント基板回路ボード内の所定のパネルに不良が存在する場合であっても、そのパネルを積層する際に、歩留まりを良くできるようにした多層プリント基板の製造方法などに関するものである。
従来の、一般的な多層プリント基板の製造方法について説明する。
まず、多層プリント基板を製造する場合は、あらかじめ積層されるべきプリント基板を複数枚用意し、それぞれのプリント基板の形成状態を検査する。ここで、この積層されるプリント基板について説明すると、図5において、符号13は、最終的に多層プリント基板として積層されるプリント基板回路ボードであり、符号11は、そのプリント基板回路ボード13を複数まとめたシート、符号10は、そのパネル13を複数まとめたパネルである。このシート11の各パネルの四隅近傍には、積層の際にピンを通すためのピンホール12が設けられており、パネル10からシート11を切断してピンホール12を用いて積層し、その後、各プリント基板回路ボード13毎に切断できるようにしている。
このように切断されたシート11を用いて積層プリント基板を製造する場合、各シート11のプリント基板回路ボード13を検査した上で、不良となる位置を記憶させておき、その状態で、各パネル11の四隅に設けられたピンホール12で位置決めして順次積層していく。そして、最後に、各プリント基板回路ボード13毎にカットして、その多層プリント基板のうち、不良となるプリント基板回路ボード13を含む多層プリント基板を廃棄するようにしている。
しかしながら、このように不良のプリント基板回路ボードを有する多層プリント基板を最後に廃棄する方法では、各層で不良となるプリント基板回路ボードの位置が異なる場合、歩留まりが悪くなってしまう。この積層して廃棄する際の作業を、図2に示す。図2は、すでにパネル10からシート11をカットしたものであり、一枚のシート11に9枚のプリント基板回路ボード13を有するものである。また、プリント基板回路ボード13における網掛けした部分は不良であると判定された部分を示している。このような状態において、横軸方向にシート11を積層してプリント基板回路ボード13毎にカットする場合、積層されたシート11における(1,1)座標の部分を合計4つ廃棄しなければならず、歩留まりが悪くなってしまう。
これに対して、下記の特許文献1には、各シートで不良となった要素を切り出し、そこに良品となる要素を嵌め込んで、良品となる要素のみを含むシートを積層していく方法が提案されている。
しかしながら、このような方法であっても、次のような問題を生じる。
すなわち、上述のように、不良となる要素を切り出して新たなプリント基板回路ボードを嵌め込む方法では、そのプリント基板回路ボードを正確に位置決めしなければならず、その作業に時間がかかってしまう。特に、切り出されたプリント基板回路ボードと嵌め込むプリント基板回路ボードの形状を一致させなければ、正確な嵌め込み作業や積層作業を行うことができない。
そこで、本発明は、上記課題を解決するために、不良となるプリント基板回路ボードなどの要素が存在する場合でも、その不良要素を差し替えることなく、歩留まりを良くできるようにした多層プリント基板の製造方法などを提供することを目的とする。
すなわち、本発明は上記課題を解決するために、一枚のシート内に、複数の要素と、当該シートを積層する際に使用される位置決め部とを有し、当該位置決め部で位置決めされた状態で複数のシートを積層し、当該積層されたシートから前記要素を切断して多層プリント基板を製造する場合において、各シート毎に、各要素の良否を検査して不良要素を抽出し、前記シートを積層する方向に不良要素が重なるようなシートの組み合わせを演算し、その演算されたシートを前記位置決め部で位置決めして積層するようにしたものである。
このように、本発明によれば、積層される上下方向に不良要素をまとめることができるため、最後にカットして多層プリント基板を製造する際に、歩留まりを良くすることができるようになる。
以下、本発明の一実施の形態について図面を参照しながら説明する。
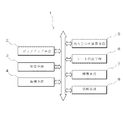
この実施の形態における多層プリント基板製造装置1は、検査手段3によって検査されたパネル10(図5参照)からシート11を切り抜いて各層ごとに積層していくものであって、そのシート11を積層する際に、上下方向に不良となるプリント基板回路ボード13(本発明における要素)が重なるようにシート11の積層方向の組み合わせを演算し、この組み合わせでシート11を積層してカットすることにより、歩留まりを良くできるようにしたものである。以下、一実施の形態における多層プリント基板製造装置1の構成について図1の機能ブロック図を用いて説明する。
まず、この多層プリント基板製造装置1は、検査の対象となる複数枚のパネル10を集積部に積層する。ところで、このパネル10の内部には、図5に示すように、複数のブロックごとに位置決め用のピンホール12を有するシート11が設けられており、このシート11内に複数の同一の要素であるプリント基板回路ボード13が印刷されている。そして、このプリント基板回路ボード13を検査する際には、可撓性を有するパネル10を複数の吸着板などのピックアップ手段2で吸着して搬送し、検査台の上に載置して検査できるようにする。なお、ここではピックアップ手段2によって自動的に集積部からピックアップするようにしているが、オペレーターによる手作業によって検査台の上に載置させるようにしてもよい。
次に、検査手段3は、検査台の上に載置されたシート11の表面画像をカメラで撮像し、このシート11の製造工程で用いられたCADデータなどと比較することによって、各プリント基板回路ボード13の良否を検査する。なお、ここでは、CADデータと検査対象物であるプリント基板回路ボード13の画像とを比較して良否を検査するようにしたが、CADデータではなく、良品と判定された画像などを記憶部に記憶させておき、この画像と取得された画像を比較することによって良否を検査するようにしてもよい。そして、このような検査によってプリント基板回路ボード13が「不良」と判定された場合、その不良箇所をディスプレイに表示するとともに、可能で有れば、オペレーターによって不良箇所を修正できるようにする。このオペレーターが修正を行う場合、例えば、付着したゴミを刷毛やエアーブラシなどで除去する場合や、短絡した配線パターンを切除する場合などが考えられる。そして、これらの作業によっても不良を修復することができない場合は、その不良箇所を有するプリント基板回路ボード13の座標位置や、そのシート11、パネル10などについて識別符号などを付して記憶部に記憶させておく。ここで、「座標位置」としては、例えば、シート11の左上から(x,y)座標を決めるようにし、左上のプリント基板回路ボード13を(1,1)などとする。
また、ここでは記憶部にプリント基板回路ボード13やシート11、パネル10の識別符号を記憶させるようにしているが、オペレーターによって作業を行う場合は、不良となるプリント基板回路ボード13にマーキングなどを付すようにしてもよい。
集積手段4は、このように検査の終了したパネル10を、吸着板などで構成されたピックアップ装置などを用いて搬送し、集積部に順次集積していく。このとき、検査順にパネル10を積層していってもよく、あるいは、不良箇所を有するパネル10を別の集積部に分別して集積してもよい。但し、この集積の際には、その後、どの識別符号が付されたパネル10がどの集積部の何枚目に積層されているかが分かるようにしておく。
このように各パネル10を検査した後において、特徴的には、組み合わせ演算手段5を用いて、どのパネル10におけるシート11とどのパネル10におけるシート11とを積層すれば最も歩留まりが良くなるのかを組み合わせ演算手段5を用いて演算する。
この組み合わせ演算手段5における演算方法については種々の方法を用いることができるが、この演算における一例を図2に示す。
図2において、横軸方向に設けられたシート11は、パネル10から切断されたものであって、積層される第1層目〜第4層目までのシート11を示している。また、縦軸方向に設けられたシート11は、同じ層における同一のプリント基板回路ボード13を有するシート11を示している。この図において、1層目における1−Aの識別符号が付されたシート11は、座標(1,1)のプリント基板回路ボード13が不良となっており、以下、同様に、2層目における2−Bのシート11における座標(1,1)のプリント基板回路ボード13が不良、3層目における3−Cのシート11における座標(1,1)のプリント基板回路ボード13が不良、4層目における4−Dのシート11における座標(1,1)のプリント基板回路ボード13が不良となっている。このとき、各シート11を横軸方向に積層した場合(すなわち、「1−A」〜「4―A」、「1−B」〜「4−B」、「1−C」〜「4−C」、「1−D」〜「4−D」を積層した場合)、積層されたそれぞれのシート11における(1,1)の座標に不良となるプリント基板回路ボード13が含まれているため、その多層プリント基板14を廃棄しなければならない。このときの歩留まりについて考えると、製造個数36個(9×4=36個)中、4個を廃棄しなければならなくなる。これに対して、不良となるプリント基板回路ボード13が積層方向に重なるような組み合わせを算出し、例えば、図2における矢印の方向(対角方向)にシート11を積層すれば、「1−A」、「2−B」、「3−C」、「4−D」と積層したシート11における(1,1)座標のプリント基板回路ボード13のみを廃棄すればよいことになる。すなわち、この場合は、製造個数36個(9×4=36個)中、1個のみを廃棄すればよいことになる。このように組み合わせ演算手段5は、シート11を位置決めして積層する際、上下方向に不良のプリント基板回路ボード13が積層方向に重なるような組み合わせを演算する。そして、その算出された組み合わせにおけるパネル10やシート11、プリント基板回路ボード13の識別符号を出力し、その識別符号に対応するパネル10を集積部からピックアップできるようにする。また、この際、その組み合わされたどの座標のプリント基板回路ボード13を廃棄すべきものであるかについても、その座標とともに出力しておく。
シート抽出手段6は、このように組み合わせ演算手段5によって演算された組み合わせにおけるパネル10を吸着板などからなるピックアップ機構を用いてピックアップし、位置決め穴で囲まれた積層単位であるシート11ごとに切断する。
そして、積層手段7は、この切断されたシート11ごとにピックアップ機構を用いて、組み合わせに対応する識別符号のシート11をピックアップし、図3に示すように、ピンホール12で位置決めして積層する。なお、この積層の際には、第1層目のシート11を積層した後、樹脂などを表面に塗布し、その上から第2層目のシート11などを順次積層していく。
切断手段8は、このように積層されたシート11を、最終的にプリント基板回路ボード13の単位ごとに切断し、不良となるプリント基板回路ボード13を有する多層プリント基板14を廃棄する。
次に、このように構成された多層プリント基板14の製造装置1における処理のフローについて図4を用いて説明する。
まず、多層プリント基板14を製造する場合、積層される各パネル10をスタッカに積層し、そこからピックアップ手段を用いて一枚ずつピックアップして検査台の上に載置する(ステップS1)。
そして、検査台の上に載置されたパネル10から表面画像を取得し、その取得された画像とあらかじめ記憶させておいたCADデータなどの基準データと比較することによって、プリント基板回路ボード13の良否を検査する(ステップS2)。このとき、オペレーターによって修復可能な不良部分によって修復作業を行うようにし、最終的に、修復不可能な部分について、そのプリント基板回路ボード13の座標やシート11、パネル10の識別符号とともに記憶させておく(ステップS3)。
次に、このように検査されたパネル10を集積手段4を用いてピックアップし、集積部に順次積層していく(ステップS4)。このとき、識別符号と積層順序の対応が取れるような状態にしていく。
このように検査や積層が終わった段階で、今度は、組み合わせ演算手段5を用いて、どのシート11とどのシート11を積層すれば最も歩留まりがよくなるかについて演算する(ステップS5)。具体的には、可能な限り不良となるプリント基板回路ボード13が上下方向に重なるように積層の組み合わせを演算して、その組み合わせ結果を出力する。
そして、積層手段7を用いて、その出力された「組み合わせ結果」に基づき、集積部から対応するパネル10を取り出して、その取り出されたパネル10からシート11をピックアップして積層していく(ステップS6)。この積層の際には、ピンホール12にピンを挿通させて位置決めし、各層の間に樹脂などを塗布して積層していく。
そして、このように積層した後、各プリント基板回路ボード13ごとに切断を行い、最終的に、不良となるプリント基板回路ボード13を含む多層プリント基板14を廃棄する(ステップS7)。
このように上記実施の形態によれば、一枚のシート11内に、複数のプリント基板回路ボード13と、当該シート11を積層する際に使用されるピンホール12とを有し、当該ピンホール12で位置決めされた状態で複数のシート11を積層し、当該積層されたシート11から前記プリント基板回路ボード13を切断して多層プリント基板14を製造する場合、各シート11ごとに、各プリント基板回路ボード13の良否を検査して不良要素を抽出し、その検査されたシート11に対して不良となるプリント基板回路ボード13が積層方向に重なるようなシート11の組み合わせを演算し、積層するようにしたので、積層される上下方向に不良となるプリント基板回路ボード13を集めることができ、最後にカットして多層プリント基板14を製造する際に歩留まりを良くすることができるようになる。
なお、本発明は上記実施の形態に限定されることなく、種々の態様で実施することができる。
例えば、上記実施の形態では、パネル10を検査してからシート11を切断し、積層するようにしたが、あらかじめ切断されたパネル10を検査して、積層方向の組み合わせを演算するようにしてもよい。
また、上記実施の形態では、ピックアップ手段や集積手段4、積層手段7、切断手段8などを自動で行うようにしたが、これらの作業については部分的にオペレーターの手作業によって行うようにしてもよい。
また、上記実施の形態では、位置決め部としてピンホール12を用いて位置決めするようにしたが、これに限らず、ピンアライメント、画像処理によるアライメントなど他の方法によってシート11を位置決めして積層することもできる。
1・・・多層プリント基板製造装置
2・・・ピックアップ手段
3・・・検査手段
4・・・集積手段
5・・・組み合わせ演算手段
6・・・シート抽出手段
7・・・積層手段
8・・・切断手段
10・・・パネル
11・・・シート
12・・・ピンホール
13・・・プリント基板回路ボード(要素)
2・・・ピックアップ手段
3・・・検査手段
4・・・集積手段
5・・・組み合わせ演算手段
6・・・シート抽出手段
7・・・積層手段
8・・・切断手段
10・・・パネル
11・・・シート
12・・・ピンホール
13・・・プリント基板回路ボード(要素)
Claims (3)
- 一枚のシート内に、複数の要素と、当該シートを積層する際に使用される位置決め部とを有し、当該位置決め部で位置決めされた状態で複数のシートを積層し、当該積層されたシートから前記要素を切断して多層プリント基板を製造する多層プリント基板の製造装置において、
前記各シート毎に、各要素の良否を検査して不良要素を抽出する検査手段と、
当該検出手段で検出された不良要素が前記シートの積層方向に重なるようにシートの組み合わせを演算する組み合わせ演算手段と、
当該組み合わせ演算手段で演算されたシートを前記位置決め部で位置決めして積層する積層手段と、
を備えるようにしたことを特徴とする多層プリント基板の製造装置。 - 一枚のシート内に、複数の要素と、当該シートを積層する際に使用される位置決め部とを有し、当該位置決め部で位置決めされた状態で複数のシートを積層し、当該積層されたシートから前記要素を切断して多層プリント基板を製造する多層プリント基板の製造方法において、
前記各シート毎に、各要素の良否を検査して不良要素を抽出する工程と、
当該検出手段で検出された不良要素が前記シートの積層方向に重なるようにシートの組み合わせを演算する工程と、
当該演算されたシートを前記位置決め部で位置決めして積層する工程と、
を備えるようにしたことを特徴とする多層プリント基板の製造方法。 - 一枚のシート内に、複数の要素と、当該シートを積層する際に使用される位置決め部とを有し、当該位置決め部で位置決めされた状態で複数のシートを積層し、当該積層されたシートから前記要素を切断して多層プリント基板を製造する多層プリント基板の製造装置で使用される演算装置において、
前記各シート毎に、当該シートに含まれる要素の不良要素が積層方向に重なるようにシートの組み合わせを演算し、当該演算結果を出力するようにした、
ことを特徴とする多層プリント基板の製造装置で使用される演算装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012200025A JP2014056902A (ja) | 2012-09-12 | 2012-09-12 | 多層プリント基板の製造装置および製造方法、および、これに使用される演算装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012200025A JP2014056902A (ja) | 2012-09-12 | 2012-09-12 | 多層プリント基板の製造装置および製造方法、および、これに使用される演算装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014056902A true JP2014056902A (ja) | 2014-03-27 |
Family
ID=50613998
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012200025A Pending JP2014056902A (ja) | 2012-09-12 | 2012-09-12 | 多層プリント基板の製造装置および製造方法、および、これに使用される演算装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014056902A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114113147A (zh) * | 2021-11-17 | 2022-03-01 | 佛山市南海区广工大数控装备协同创新研究院 | 一种多层pcb叠板信息提取和层次防呆检测方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003008210A (ja) * | 2001-06-20 | 2003-01-10 | Clover Denshi Kogyo Kk | 多層プリント配線基板の製造方法 |
| JP2007048868A (ja) * | 2005-08-09 | 2007-02-22 | Fujifilm Holdings Corp | 積層指示装置、多層基板製造システム、及び多層基板製造方法 |
-
2012
- 2012-09-12 JP JP2012200025A patent/JP2014056902A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003008210A (ja) * | 2001-06-20 | 2003-01-10 | Clover Denshi Kogyo Kk | 多層プリント配線基板の製造方法 |
| JP2007048868A (ja) * | 2005-08-09 | 2007-02-22 | Fujifilm Holdings Corp | 積層指示装置、多層基板製造システム、及び多層基板製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114113147A (zh) * | 2021-11-17 | 2022-03-01 | 佛山市南海区广工大数控装备协同创新研究院 | 一种多层pcb叠板信息提取和层次防呆检测方法 |
| CN114113147B (zh) * | 2021-11-17 | 2024-05-14 | 佛山市南海区广工大数控装备协同创新研究院 | 一种多层pcb叠板信息提取和层次防呆检测方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5438368B2 (ja) | 積層電池の製造過程に用いられる検査装置 | |
| JP5227859B2 (ja) | 製品組立方法 | |
| JP5507586B2 (ja) | 積層電池の製造過程に用いられる検査装置 | |
| CN101266937A (zh) | 半导体制程的叠置偏移的量测 | |
| JP2008504521A (ja) | 欠陥プリント回路をマッピングするためのシステム | |
| CN107708285B (zh) | 多层电路板和多层电路板的制备方法 | |
| JP2007319956A (ja) | 穿孔装置 | |
| CN108319052B (zh) | 一种显示面板制作与检测方法 | |
| JP5891345B2 (ja) | 実装部品検査装置及び実装部品検査方法 | |
| WO2013145202A1 (ja) | ウエハマップデータ照合システム及びウエハマップデータ照合方法 | |
| JP2010123906A (ja) | 部品実装装置及び部品実装方法 | |
| JP2014056902A (ja) | 多層プリント基板の製造装置および製造方法、および、これに使用される演算装置 | |
| CN211090108U (zh) | 一种具有防错层的多层pcb电路板 | |
| CN105704944A (zh) | 一种电路板移植双面自动对位装置 | |
| KR101751518B1 (ko) | Pcb 패널의 불량 마킹 장치 및 그 방법 | |
| KR101156222B1 (ko) | 기판불량 검사방법 | |
| US10962356B2 (en) | Method for estimating the simulated contour of a material composed of longitudinal and transverse line elements | |
| KR200441696Y1 (ko) | 반도체장치 제조용 스트립 검사장치 | |
| US9267899B2 (en) | Contaminant measurement substrate, apparatus and method for fabricating substrate using the same | |
| JP2008277527A (ja) | 実装部品の検査方法および検査装置、ならびに実装基板画像データの作成方法および作成装置 | |
| CN205263258U (zh) | 电路板检测装置 | |
| JP2012098140A (ja) | 加工位置の計測方法 | |
| KR101251852B1 (ko) | 다층인쇄회로기판 불량 검사 방법 | |
| KR100891844B1 (ko) | 적층형 전자부품의 제조 장치 및 방법 | |
| JP2013098500A (ja) | 配線板測定装置及び配線板測定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140723 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141209 |