JP2013166155A - ベンディングロール - Google Patents
ベンディングロール Download PDFInfo
- Publication number
- JP2013166155A JP2013166155A JP2012029307A JP2012029307A JP2013166155A JP 2013166155 A JP2013166155 A JP 2013166155A JP 2012029307 A JP2012029307 A JP 2012029307A JP 2012029307 A JP2012029307 A JP 2012029307A JP 2013166155 A JP2013166155 A JP 2013166155A
- Authority
- JP
- Japan
- Prior art keywords
- bending
- upper roll
- roll
- plate member
- plate material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005452 bending Methods 0.000 title claims abstract description 68
- 230000000452 restraining effect Effects 0.000 claims description 14
- 238000005096 rolling process Methods 0.000 claims description 13
- 230000015572 biosynthetic process Effects 0.000 abstract 4
- 238000000034 method Methods 0.000 description 5
- 238000013459 approach Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
Images





Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
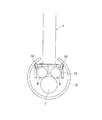
【解決手段】上ロール1の軸の上方で上ロール1の軸方向に延びる垂直なプレート部材7を配設し、プレート部材7の下端側に、上ロール1の回転を許容してその胴部を上方から受ける複数の2本一対のローラ8を設け、上ロール1の曲げ成形力による撓みを、各ローラ8を介してプレート部材7で拘束することにより、ロール径が小さい上ロール1の撓みを防止して、曲げ成形力が大きい板材Wを小さい曲率半径に曲げ成形できるようにした。
【選択図】図2
Description
2 下ロール
3a、3b フレーム
4 下フレーム
4a、4b 軸受部
5 バックアップロール
6 シリンダ
7 プレート部材
7a 突出部
7b アーム部
8 ローラ
9 支持箱
10 シリンダ
11 ローラケース
12 転がり軸受
13 傾き拘束手段
14a、14b 門形フレーム
15 シリンダ
16 拘束部材
16a ローラ
17 シリンダ
18 固定ピン
Claims (4)
- 1本の上ロールと複数本の下ロールとの間に板材を往復パスさせて、パス方向に曲げ曲率を付与する曲げ成形を行うベンディングロールにおいて、前記上ロールの軸の上方で上ロールの軸方向に延びる垂直なプレート部材を配設し、このプレート部材の下端側に、前記上ロールの回転を許容してその胴部を上方から受ける上ロール受部を設け、前記上ロールの曲げ成形力による撓みを、前記上ロール受部を介して前記プレート部材で拘束するようにしたことを特徴とするベンディングロール。
- 前記上ロール受部を、前記上ロールの胴部に転接されるローラとした請求項1に記載のベンディングロール。
- 前記垂直なプレート部材の両面側からプレート部材の厚み方向に進退し、前記プレート部材の傾きを拘束する傾き拘束手段を設けた請求項1または2に記載のベンディングロール。
- 前記プレート部材の下端側に、プレート部材の厚み方向両側へ突出する突出部を設け、前記板材が曲げ成形された成形品を、前記上ロールの軸方向へ移動可能に吊り下げる吊り下げ部を設けた請求項1乃至3のいずれかに記載のベンディングロール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012029307A JP5931485B2 (ja) | 2012-02-14 | 2012-02-14 | ベンディングロール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012029307A JP5931485B2 (ja) | 2012-02-14 | 2012-02-14 | ベンディングロール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013166155A true JP2013166155A (ja) | 2013-08-29 |
| JP5931485B2 JP5931485B2 (ja) | 2016-06-08 |
Family
ID=49177029
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012029307A Active JP5931485B2 (ja) | 2012-02-14 | 2012-02-14 | ベンディングロール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5931485B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101555968B1 (ko) | 2015-05-21 | 2015-09-25 | (주)재원산업기계 | 파이프 밴딩장치 |
| CN105710171A (zh) * | 2014-12-04 | 2016-06-29 | 天津市津南区天祥金属结构制造有限公司 | 厚钢板的卷曲成型装置的导向装置 |
| JP2016144813A (ja) * | 2015-02-06 | 2016-08-12 | 株式会社エフテック | ロール成形装置 |
| WO2016184054A1 (zh) * | 2015-05-21 | 2016-11-24 | 江苏江海机床集团有限公司 | 三辊卷板机的弯卷方法 |
| CN106623532A (zh) * | 2017-03-02 | 2017-05-10 | 郑常 | 一种卷制钢板的机床 |
| CN106925685A (zh) * | 2017-03-20 | 2017-07-07 | 成都科盛石油科技有限公司 | 便于翻卷石油桶桶壁的导向装置 |
| JP2019025502A (ja) * | 2017-07-27 | 2019-02-21 | 株式会社栗本鐵工所 | ベンディングロール |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4491004A (en) * | 1980-08-18 | 1985-01-01 | Ivanoff Osmo O | Apparatus for manufacturing a metal pipe |
| JPS60145223A (ja) * | 1984-01-07 | 1985-07-31 | Masanori Mochizuki | ロ−ル曲げ方法及びロ−ル曲げ装置 |
| JPH0287511U (ja) * | 1988-12-16 | 1990-07-11 | ||
| JPH04228226A (ja) * | 1990-04-12 | 1992-08-18 | Chr Haeusler Ag | 板を筒状に曲げるための成形機及びこの成形機を有する成形設備 |
| US5218850A (en) * | 1990-09-28 | 1993-06-15 | Promau S.R.L. | Roll bending machine |
| JPH1177170A (ja) * | 1997-09-09 | 1999-03-23 | Aska:Kk | ロールベンダー |
-
2012
- 2012-02-14 JP JP2012029307A patent/JP5931485B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4491004A (en) * | 1980-08-18 | 1985-01-01 | Ivanoff Osmo O | Apparatus for manufacturing a metal pipe |
| JPS60145223A (ja) * | 1984-01-07 | 1985-07-31 | Masanori Mochizuki | ロ−ル曲げ方法及びロ−ル曲げ装置 |
| JPH0287511U (ja) * | 1988-12-16 | 1990-07-11 | ||
| JPH04228226A (ja) * | 1990-04-12 | 1992-08-18 | Chr Haeusler Ag | 板を筒状に曲げるための成形機及びこの成形機を有する成形設備 |
| US5218850A (en) * | 1990-09-28 | 1993-06-15 | Promau S.R.L. | Roll bending machine |
| JPH1177170A (ja) * | 1997-09-09 | 1999-03-23 | Aska:Kk | ロールベンダー |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105710171A (zh) * | 2014-12-04 | 2016-06-29 | 天津市津南区天祥金属结构制造有限公司 | 厚钢板的卷曲成型装置的导向装置 |
| JP2016144813A (ja) * | 2015-02-06 | 2016-08-12 | 株式会社エフテック | ロール成形装置 |
| KR101555968B1 (ko) | 2015-05-21 | 2015-09-25 | (주)재원산업기계 | 파이프 밴딩장치 |
| WO2016184054A1 (zh) * | 2015-05-21 | 2016-11-24 | 江苏江海机床集团有限公司 | 三辊卷板机的弯卷方法 |
| CN106623532A (zh) * | 2017-03-02 | 2017-05-10 | 郑常 | 一种卷制钢板的机床 |
| CN106623532B (zh) * | 2017-03-02 | 2018-07-24 | 郑常 | 一种卷制钢板的机床 |
| CN106925685A (zh) * | 2017-03-20 | 2017-07-07 | 成都科盛石油科技有限公司 | 便于翻卷石油桶桶壁的导向装置 |
| JP2019025502A (ja) * | 2017-07-27 | 2019-02-21 | 株式会社栗本鐵工所 | ベンディングロール |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5931485B2 (ja) | 2016-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5931485B2 (ja) | ベンディングロール | |
| KR102141802B1 (ko) | 집적화 철근케이지 성형 로봇 | |
| US8469907B2 (en) | Slider | |
| CN105731037A (zh) | 方向转换自动转向器 | |
| KR20120073123A (ko) | 스태커 크레인 | |
| JP5972371B2 (ja) | 転造ローラ | |
| CN110328263A (zh) | 一种模架折弯机 | |
| CN103264074A (zh) | 四辊卷板机及卷制圆管的方法 | |
| JPH09249986A (ja) | 電極板搬送装置の吊垂装置 | |
| CN203197055U (zh) | 四辊卷板机 | |
| CN105621047A (zh) | 悬挂输送装置 | |
| JP7073610B2 (ja) | 板金曲げ加工に於けるワーク支持機 | |
| JP5095578B2 (ja) | 吊装置 | |
| JP6526498B2 (ja) | プレス装置 | |
| CN104044882A (zh) | 一种分段式托辊 | |
| RU2711062C1 (ru) | Устройство и способ для выравнивания металлической пластины | |
| JP6106481B2 (ja) | 冷間ロール成形機及び冷間ロール成形法 | |
| KR20190023307A (ko) | 상부롤의 휨을 이용한 제관 또는 3차원 벤딩을 위한 장치 | |
| JP2014031265A (ja) | 昇降装置 | |
| CN212682132U (zh) | 一种多功能型卷板机 | |
| JP2010202357A (ja) | 天井クレーン | |
| JP3841850B2 (ja) | 閉鎖形フレーム構造のロールハウジング | |
| CN216176239U (zh) | 一种钢筋校直用内撑工装 | |
| JP2014124635A (ja) | クラスタ型多段圧延機 | |
| JP5999732B1 (ja) | 旋回式キャスタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151030 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160427 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5931485 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |