JP2013014792A - 硬質材料とその製造方法、並びに切削工具 - Google Patents
硬質材料とその製造方法、並びに切削工具 Download PDFInfo
- Publication number
- JP2013014792A JP2013014792A JP2011146547A JP2011146547A JP2013014792A JP 2013014792 A JP2013014792 A JP 2013014792A JP 2011146547 A JP2011146547 A JP 2011146547A JP 2011146547 A JP2011146547 A JP 2011146547A JP 2013014792 A JP2013014792 A JP 2013014792A
- Authority
- JP
- Japan
- Prior art keywords
- hard
- core
- shell
- hard material
- phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 172
- 238000005520 cutting process Methods 0.000 title claims abstract description 60
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 22
- 239000002245 particle Substances 0.000 claims abstract description 71
- 239000011230 binding agent Substances 0.000 claims abstract description 23
- 229910052751 metal Inorganic materials 0.000 claims abstract description 16
- 239000002184 metal Substances 0.000 claims abstract description 16
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 12
- 239000012071 phase Substances 0.000 claims description 139
- 239000000843 powder Substances 0.000 claims description 66
- 238000000034 method Methods 0.000 claims description 38
- 239000002994 raw material Substances 0.000 claims description 32
- 239000011248 coating agent Substances 0.000 claims description 30
- 238000000576 coating method Methods 0.000 claims description 30
- 238000005245 sintering Methods 0.000 claims description 26
- 239000006104 solid solution Substances 0.000 claims description 22
- 238000002156 mixing Methods 0.000 claims description 18
- 230000008569 process Effects 0.000 claims description 14
- 239000011812 mixed powder Substances 0.000 claims description 13
- 230000002093 peripheral effect Effects 0.000 claims description 11
- 238000000465 moulding Methods 0.000 claims description 10
- 239000000758 substrate Substances 0.000 claims description 8
- 238000005229 chemical vapour deposition Methods 0.000 claims description 7
- 238000000227 grinding Methods 0.000 claims description 7
- 238000002360 preparation method Methods 0.000 claims description 6
- 238000010298 pulverizing process Methods 0.000 claims description 6
- 238000007740 vapor deposition Methods 0.000 claims description 6
- 238000001947 vapour-phase growth Methods 0.000 claims description 2
- 239000011162 core material Substances 0.000 description 99
- 239000010936 titanium Substances 0.000 description 38
- 239000011258 core-shell material Substances 0.000 description 22
- 239000000047 product Substances 0.000 description 20
- 238000012360 testing method Methods 0.000 description 19
- 229910052721 tungsten Inorganic materials 0.000 description 19
- 230000035939 shock Effects 0.000 description 17
- 239000000203 mixture Substances 0.000 description 16
- 229910052719 titanium Inorganic materials 0.000 description 14
- 229910052799 carbon Inorganic materials 0.000 description 10
- 239000011195 cermet Substances 0.000 description 10
- 230000000694 effects Effects 0.000 description 10
- 239000007789 gas Substances 0.000 description 10
- 239000007791 liquid phase Substances 0.000 description 10
- 229910052718 tin Inorganic materials 0.000 description 10
- 229910000831 Steel Inorganic materials 0.000 description 9
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 9
- 239000010959 steel Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 8
- 239000007771 core particle Substances 0.000 description 8
- 229910052757 nitrogen Inorganic materials 0.000 description 8
- 239000002131 composite material Substances 0.000 description 7
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 238000005336 cracking Methods 0.000 description 6
- 238000005240 physical vapour deposition Methods 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 229910001018 Cast iron Inorganic materials 0.000 description 5
- 239000000470 constituent Substances 0.000 description 5
- 238000004090 dissolution Methods 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 4
- 239000010937 tungsten Substances 0.000 description 4
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- 229910010037 TiAlN Inorganic materials 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 239000011246 composite particle Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 229910052750 molybdenum Inorganic materials 0.000 description 3
- 229910052758 niobium Inorganic materials 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- RWGFKTVRMDUZSP-UHFFFAOYSA-N cumene Chemical compound CC(C)C1=CC=CC=C1 RWGFKTVRMDUZSP-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 230000009257 reactivity Effects 0.000 description 2
- 229910052707 ruthenium Inorganic materials 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 150000003609 titanium compounds Chemical class 0.000 description 2
- DSSYKIVIOFKYAU-XCBNKYQSSA-N (R)-camphor Chemical compound C1C[C@@]2(C)C(=O)C[C@@H]1C2(C)C DSSYKIVIOFKYAU-XCBNKYQSSA-N 0.000 description 1
- YLZOPXRUQYQQID-UHFFFAOYSA-N 3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]propan-1-one Chemical compound N1N=NC=2CN(CCC=21)CCC(=O)N1CCN(CC1)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F YLZOPXRUQYQQID-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 241000723346 Cinnamomum camphora Species 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000001354 calcination Methods 0.000 description 1
- 229960000846 camphor Drugs 0.000 description 1
- 229930008380 camphor Natural products 0.000 description 1
- 238000010000 carbonizing Methods 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 238000005524 ceramic coating Methods 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 238000009694 cold isostatic pressing Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000003980 solgel method Methods 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000002230 thermal chemical vapour deposition Methods 0.000 description 1
- NXHILIPIEUBEPD-UHFFFAOYSA-H tungsten hexafluoride Chemical compound F[W](F)(F)(F)(F)F NXHILIPIEUBEPD-UHFFFAOYSA-H 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images

Abstract
【解決手段】この硬質材料は、第一硬質相(第一硬質相粒子10A)と、鉄族金属を含む結合相20とを備える。この第一硬質相は、Tiの炭化物及びTiの炭窒化物の少なくとも一方からなるコア11と、WCで構成されて、コア11を覆うシェル12とを含む。さらに、第二硬質相(第二硬質相粒子10B)として、WCを含有しても良い。WCの第一硬質相により高熱伝導率の硬質材料とできる。
【選択図】図1
Description
本発明の硬質材料は、第一硬質相と、鉄族金属を含む結合相とを備える。この硬質材料において、前記第一硬質相は、Tiの炭化物及びTiの炭窒化物の少なくとも一方からなるコアと、WCで構成されて、前記コアを覆うシェルとを有する。
一方、本発明の切削工具は、逃げ面及びすくい面の両面の稜線部で構成される切刃とその近傍とを含む切刃周辺領域を備える。この切削工具の少なくとも前記切刃周辺領域は、上述した本発明に係る硬質材料からなる基材と、この基材を覆う硬質被覆とを備える。そして、この基材を構成する硬質材料は、前記コアが露出することなくシェルで覆われている。
さらに、本発明の硬質材料の製造方法は、第一硬質相と、鉄族金属を含む結合相とを含む硬質材料を得るための硬質材料の製造方法であって、次の工程を備える。
準備工程:前記第一硬質相と結合相とを含む原料粉末を準備する。
混合工程:前記原料粉末を混合して混合粉末とする。
成形工程:前記混合粉末を所定の圧力にて圧縮して成形体を得る。
焼結工程:前記成形体を所定の温度にて焼結する。
この製造方法において、前記準備工程における第一硬質相は、Tiの炭化物及びTiの炭窒化物の少なくとも一方からなるコアと、前記コアの外周に成膜されたWCからなるシェルとを有する。そして、前記混合工程は、前記シェルを損傷しないように、粉砕メディアを用いることなく前記原料粉末を混合する。
本発明の硬質材料は、図1(A)にその一例を示すように、硬質相10の粉末を結合相20で結合した焼結体で構成される。この硬質材料の主たる特徴は、その硬質相の材質と構造にある。具体的には、コア11の外周をシェル12で覆ったコアシェル構造の第一硬質相粒子10Aを硬質相10に含み、コア11の材質をTiの炭化物及びTiの炭窒化物の少なくとも一方とし、シェル12の材質をWCとしている。以下、この硬質材料、その製造方法、並びに硬質材料を用いた切削工具を順次詳しく説明する。
{硬質相}
硬質相は、コアシェル構造の第一硬質相を含み、必要に応じて、第一硬質相とは異なる第二硬質相を含む。
本発明における第一硬質相のコアシェル構造は、従来のサーメットにおいて、特許文献1などに硬質相粒子として開示される有芯構造とは異なる。従来のサーメットは、例えばTiCNとWCを原料粉末に用い、焼結過程で生じるTiCNとWCの構成元素の固溶に伴い、TiCNの内芯部と、(Ti,W)CNの周辺部とを有する有芯構造の硬質相粒子としている。これに対し、本発明における第一硬質相粒子は、原料粉末の段階でTiC又はTiCNのコアにWCのシェルを被覆したコアシェル構造の複合粒子を用い、焼結過程においてコアとシェルとの間で実質的に両者の構成元素の拡散を生じさせない。そのため、シェルは(Ti,W)CNよりも高熱伝導率でTiが実質的に固溶しないWCにより構成されている。
コアは、コアシェル構造の硬質相の中心部を構成し、十分な硬度を備えることで、主に硬質材料の耐摩耗性の向上に寄与する機能を有する。
コアの材質は、Tiの炭化物及びTiの炭窒化物の少なくとも一方とする。これらはWCに対する線膨張係数差がTiの窒化物などと比べて小さく、WCを高温でコアに被覆してシェルを形成した後の冷却過程でシェルの亀裂発生や剥離を抑制する。この線膨張係数差の僅少性は、焼結時の成形体の熱履歴においても、シェルの損傷抑制に寄与する。WCのシェルが部分的に剥がれたコアシェル構造の粉末を液相存在下で焼結すると、シェルから露出したコアのTiが液相に固溶してシェルのWCなどと反応し、コア上やシェル上に再析出するときに(Ti,W)CNなどの固溶体として析出して、硬質材料の熱伝導率の低下を招き易くなる。このため、コアの線膨張係数をWCの線膨張係数に近づけて剥離し難いシェルを形成することは、高熱伝導率の硬質材料を獲得するためには重要となる。各材料の線膨張係数は、WC<TiC<TiCN<TiNの関係にある。また、各材料の熱伝導率は、TiC<TiCN<TiN≪WCの関係にあり、WCはTiNの約5倍、TiCの約8倍の熱伝導率を持つ。
コアの平均粒径は0.5μm以上とすることが好ましい。硬質相の粒径が小さいと、粒界が多くなるため、硬質材料の熱伝導率が低下する。そのため、コアの平均粒径を0.5μm以上とすれば、硬質材料の熱伝導率の向上効果が得られ易い。また、このようなサイズのコア粒子は製造し易い。特に、硬質材料の高熱伝導化を考慮すると、この平均粒径は1.5μm以上、さらには2μm以上とすることが好ましい。一方、コアの平均粒径の上限は7μm程度である。コアの平均粒径が7μm以下であれば、高強度の硬質材料が得られ易いからである。この平均粒径は、焼結後の硬質材料に対して切断面を平面研削後に鏡面研磨して、走査型電子顕微鏡(SEM)で写真撮影を行い、フルマンの式を用いて算出した値である。この明細書における他の粒子の平均粒径も同様に測定される。なお、本発明の硬質材料におけるコアの平均粒径(焼結後の平均粒径)は、後述するように粉砕メディアを用いない混合方法を経て製造されるため、原料粉末におけるコア粒子の平均粒径がほぼ維持されている。
シェルは、コアの外周を覆い、硬質材料の靭性を確保すると共に、硬質材料中に高熱伝導率の熱伝導パスを形成することを主たる機能とする。
シェルがWCからなることにより、硬質材料中に優れた熱伝導率を有するWC骨格のネットワークを形成し易く、硬質材料の熱伝導率を高めることができ、従来のサーメットの欠点である耐熱衝撃性の低さを改善できる。この効果はシェルをW2Cとした場合に比べて明らかに大きい。これはWCの熱伝導率がW2Cのそれよりも大きいためと考えられる。W2CはWCよりも20〜30%程度硬く、耐摩耗性の向上が期待できるが脆性であり、硬質材料の熱伝導率を向上させ、従来のサーメットの欠点である耐熱衝撃性の低さを大きく改善するには、シェルにW2CでなくWCを採用する意義は非常に大きい。また、シェルがWCであることにより、鉄族金属との濡れ性に優れるため、結合相原料として鉄族金属を用いると焼結性が向上して緻密な焼結体を得ることができ、耐欠損性に優れた硬質材料とできる。結合相原料を用いない場合でも、シェルを構成するWCの優れた焼結性により、緻密な焼結体を得ることができる。
WCで構成されるシェルの平均厚みは0.01〜2μm程度であることが好ましい。これは、平均厚みが0.01μm以上であればシェルを熱伝導パスとして硬質材料を高熱伝導化する効果が得られ易く、2μm以下であればシェルに亀裂が生じ難く、やはり硬質材料を高熱伝導化する効果が得られ易いためである。特に、硬質材料の高熱伝導化の効果を顕著にするには、シェルの平均厚みを0.02μm以上、特に0.04μm以上とすることが好ましく、シェルの亀裂をより確実に抑制するには、シェルの平均厚みを1.5μm以下、特に0.3μm以下とすることが好ましい。この平均厚みの測定は、硬質材料の切削面を集束イオンビーム(Focused Ion Beam:FIB)加工して、透過型電子顕微鏡(TEM)で写真撮影を行い、複数の第一硬質相粒子における10点以上の測定点のシェルの厚みを平均することにより行う。
第二硬質相は、第一硬質相以外の硬質相であり、その材質、配合量などに応じて、硬質材料の耐摩耗性、耐熱衝撃性、耐欠損性などの特性を改善する機能を有する。例えば、図1(B)に示すように、第二硬質相を含む硬質材料は、第一硬質相粒子10Aと第二硬質相粒子10Bが混在して結合相20で結合された構造となる。
第二硬質相の材質としては、周期率表4,5,6族元素から選ばれる少なくとも一種の金属元素とC及びNの少なくとも一種の元素との化合物、即ち、上記金属元素の炭化物、窒化物、及び炭窒化物の少なくとも一種が利用できる。特に、WCが好適に利用できる。第二硬質相としてWCを含むと硬質材料の耐熱衝撃性、耐欠損性をさらに高めることができる。その他、第二硬質相としてTaCとNbCの少なくとも一方を含むと鋼に対する耐反応性を向上でき、ZrC、ZrCN、及びZrNの少なくとも一種を含むと高温での硬質材料の強度を向上させることができる。第二硬質相として、WCとWC以外の材料を含む場合、第二硬質相全体に占めるWCの含有量を50質量%以上とすることが耐熱衝撃性(耐欠損性)の向上の点で好ましい。
第二硬質相の構造は、単相構造のものが一般的であるが、従来のサーメットに含まれる有芯構造であっても構わない。その具体例としては、内芯部が実質的にTi(C,N)からなり、周辺部が、(Ti,W,Mo)(C,N),(Ti,W,Nb)(C,N),(Ti,W,Mo,Nb)(C,N),(Ti,W,Mo,Nb,Zr)(C,N)等からなる有芯構造が挙げられる。
第二硬質相の平均粒径は、0.1〜4μm程度が好ましい。0.1μm以上の平均粒径とすることで、原料粉末を扱い易く、工業的に入手可能だからである。また、4μm以下の平均粒径とすることで、硬質材料の強度や耐摩耗性を確保し易いからである。特に、第一硬質相の粒径よりも第二硬質相の粒径を小さくした場合には、第一硬質相の粒子間に第二硬質相を介在させ易く、高熱伝導率の熱伝導パスを形成し易いからである。第二硬質相の平均粒径を第一硬質相の平均粒径よりも小さくすることで、焼結中に生成する液相への溶解が第二硬質相を主体とするものにでき、第一硬質相の溶解、固溶体化を防ぐことができる。この結果、硬質材料の熱伝導率を高くすることができる。なお、第一硬質相の液相への溶解を防ぐ目的のみの観点では、第二硬質相、例えばWCの粒度を微粒と粗粒の2つのピークを粒度分布に持つ二重粒度分布とし、微粒の粉末を第一硬質相の溶解防止のための優先溶解用とし、粗粒の粉末を熱伝導率向上用として残存させる構成としてもよい。この場合には、必ずしも第二硬質相の平均粒径は第一硬質相よりも小さくなくても良い。
硬質相(第二硬質相がある場合は第二硬質相も含む)の含有量は、硬質材料全体に対して70質量%以上97質量%以下とすることが好ましい。硬質相を70質量%以上、特に80質量%以上含有することで、硬質材料の強度や耐摩耗性を確保し易い。一方、硬質相の含有量を97質量%以下とすることで、硬質材料中に結合相を一定量含有させ、硬質材料の靭性(耐欠損性)を確保し易くできる。
《材質》
結合相は硬質相の粒子を結合する材料で、鉄族金属が好ましい。特に、CoとNiの少なくとも一方は硬質相と濡れ性が高く好ましい。結合相がCoを主体とすると特に焼結性が向上し、焼結体を緻密とし易く、強度、破壊靱性を向上できる。一方、Niは耐食性に優れる。また、結合相中にはW、Cr、Ru、Cなど、硬質相の構成元素が固溶していても構わない。特にW、Cr、Ruの少なくとも一種の固溶量が多いと結合相が固溶強化され、硬質材料の靭性を向上できて好ましい。
結合相は、硬質材料全体に対して3質量%以上20質量%以下含有することが好ましい。結合相の含有量が多いほど硬質材料の靱性や焼結性が高くなる傾向があり、少ないと強度や靭性が低下する傾向にある。
本発明の硬質材料は、代表的には、原料粉末の準備→混合→成形→焼結・冷却という工程を経て製造される。
準備工程では、第一硬質相粉末を含む硬質相粉末と、結合相粉末とを準備する。その際、第一硬質相粉末以外の原料粉末の多くは、例えば市販品を利用することができるため、以下の説明は主に第一硬質相粉末を得る方法について述べる。
上述した各原料粉末は、適宜な混合手段でできるだけ均一に混合して混合粉末とされる。この混合工程においては、第一硬質相のコアシェル構造を損傷しないように原料粉末を混合することが重要である。つまり、この混合工程では、シェルに亀裂が生じたり、剥離が生じたりすることのないような混合手段を選択する。具体的には、例えば、原料粉末にエタノールやアセトンなどの有機溶媒を合わせてスラリーとし、このスラリーに超音波を照射しながら、粉砕メディアを用いることなく混合する。この混合方法によれば、原料粉末を実質的に粉砕することなく、かつシェルを損傷させることなく原料粉末を混合することができる。
混合工程で得られた混合粉末の成形は、混合粉末を金型に充填し、所定の圧力で所定の形状に成形する。成形方法としては、乾式加圧成形法、冷間静水圧成形法、射出成形法、押出成形法などが挙げられる。この成形時の圧力は、50〜200MPa程度が好ましい。また、成形体の形状は、求められる製品の形状に応じて、過度に複雑形状とならないような適宜な形状を選択する。最終的な製品形状へは、必要に応じて、仮焼後もしくは焼結後に適宜な機械加工を行えばよい。
成形体の焼結は、液相の生じる温度域で成形体を所定時間保持して行うことが好適である。焼結温度は1300℃以上1600℃以下程度が好ましい。焼結温度を高くし過ぎると、硬質相を構成する粒子が成長し易い。保持時間は0.5時間以上2.0時間以下程度、特に1.0時間以上1.5時間以下程度が好ましい。加熱時の雰囲気は、窒素,アルゴンなどの不活性ガス雰囲気又は真空(0.1〜0.5Pa程度)とすることが好ましい。
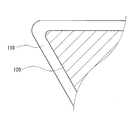
本発明の硬質材料を用いた切削工具は、例えば図2に示すように、基材110と、基材110を覆う硬質被覆120とを備える。図2では、切削工具の上面がすくい面、左斜面が逃げ面で、両面の稜線部が切刃である。
この切削工具では、基材全体を上述した本発明の硬質材料で構成し、基材110の全面を硬質被覆120で覆っている。但し、本発明の硬質材料で構成する箇所は、少なくとも切削に関与する領域、つまり切刃とその近傍を含む切刃周辺領域であればよく、硬質被覆120の形成領域も同様である。切刃周辺領域は、逃げ面摩耗、クレータ摩耗が生じ易い領域や、切り屑が接触する領域をも含む。本発明の硬質材料からなる基材110を切刃周辺領域に用いることで、耐摩耗性だけでなく、耐欠損性、特に耐熱衝撃性に優れた切削工具とすることができる。特に、基材110を構成する第一硬質相では、コアがシェルに覆われて露出されていないため、次述する硬質被覆120がコアではなくシェルを構成するWC上に形成されることになり、硬質被覆120の基材110に対する密着性を高めることができる。これは、硬質被覆120が部分的に異なる材質(TiC、TiCN、WC)に対して形成されるのではなく、一様な材質(WC)に対して形成されるためであると考えられる。特に、硬質被覆120をPVD法で成膜した場合、硬質被覆120の構成材料の核がWC上に形成され易いことも、この密着力の向上に寄与していると考えられる。一方、切削工具では刃先処理を行うことがある。その場合、刃先処理領域はシェルが損傷し、コアが露出されることがある。但し、その場合でも、刃先処理領域でない逃げ面とすくい面の少なくとも一部では、コアが露出することなくシェルに覆われている。そのため、基材110の全被覆領域に亘ってシェルの損傷した第一硬質相粒子の割合が高い場合に比べれば、硬質被覆120の基材110に対する密着性は十分に高い。
この切削工具は、基材110の少なくとも切刃周辺領域に硬質被覆120を備えていることが好ましい。硬質被覆を設けることで、より高い耐摩耗性を得ることができる。
コア粉末として平均粒径3μmのTiC0.5N0.5粉末を準備し、その粉末をステンレス製容器に装入して真空引きした後、容器を回転させながら、1000℃に容器を加熱して、WF6ガスとCH3CN、H2、Arガスを流し、圧力6kPaの条件でTiC0.5N0.5粉末の各粒子(コア)に平均厚み0.08μmのWC(シェル)を被覆する。この被覆粉末のシェルの平均厚みはコアの平均粒径の約2.7%であった。シェルの平均厚みはTEMにより測定できる。作製したコアシェル構造を有する複合粉末にCo、Ni、WC、TaC、NbC、TaNbC、Cr3C2などの原料粉末を添加して、複合粉末のシェルを壊さないように混合する。具体的には、粉砕メディアを用いずに超音波を用いてエタノール中で原料粉末を混合し、コアシェル構造の粒子を用いた発明品1-1〜1-4と、コアシェル構造の粒子を用いていない比較品1-1〜1-4の混合粉末を作製する(表1参照)。これらの混合粉末を樟脳とエタノールを用いて造粒し、1ton/cm2(約98MPa)の圧力でプレス成型して成形体とする。その後、最高温度1410℃、1時間保持の条件で真空下にて成形体を焼結して、焼結体を得る。焼結体の組成はほぼ原料粉末の配合組成と一致していることをEPMA(Electron Probe Micro Analyzer)にて確認できる。

試験例1と同様にして、コア粉末の粒子の組成、平均粒径、並びにシェルの平均厚みが異なるコアシェル構造の複合粉末を準備する。但し、比較例2-1、2-2を構成する複合粉末は、WF6前駆体、H2、イソプロピルベンゼンを原料ガスとし、TiN粉末を装入したステンレス製容器を600℃に加熱し、その容器を回転させながらTiN粉末にW2Cを被覆することで形成した。また、比較例2-2は原料粉末を遊星ミルで粉砕して混合粉末とした。その複合粉末の組成、コアの平均粒径(d)、シェルの平均厚み(t)、厚みtの平均粒径dに対する比率(厚み/径)を表3に示す。これらの複合粉末が85質量%、WCが5質量%、ZrCが0.5質量%、Cr3C2が0.5質量%、Coが9質量%の組成となるように、試験例1と同様に混合粉末を作製し、続いてプレス成型、焼結、機械加工を行い、SNMG120408なる形状の基材とする。さらに、試験例1と同様にして、基材にPVD法でTiAlN膜を平均厚み5μmに被覆して切削工具とし、その工具に対して耐欠損性テストおよび耐摩耗性テストを行う。
試験例1の発明品1-2と同様の製造法でコアの組成のみが異なる表5に示す発明品3-1〜3-5を作製した。Wの固溶量の異なるコアの粒子は、TiとWを所定量の比で配合し、1700〜2000℃程度の温度で炭化することで得られる。さらに、これら発明品3-1〜3-5の切削工具に対して、試験例1と同様にして、耐欠損性テストおよび耐摩耗性テストを行う。
11 コア 12 シェル
20 結合相
110 基材 120 硬質被覆
Claims (11)
- 第一硬質相と、鉄族金属を含む結合相とを備える硬質材料であって、
前記第一硬質相は、
Tiの炭化物及びTiの炭窒化物の少なくとも一方からなるコアと、
WCで構成されて、前記コアを覆うシェルとを有することを特徴とする硬質材料。 - さらに第二硬質相としてWCを5〜80質量%含有することを特徴とする請求項1に記載の硬質材料。
- 前記コアがさらにWを含む固溶体であることを特徴とする請求項1又は2に記載の硬質材料。
- 前記Wの固溶量がTiに対する原子比で1〜30%であることを特徴とする請求項3に記載の硬質材料。
- 前記コアの平均粒径は0.5μm以上であることを特徴とする請求項1〜4のいずれか一項に記載の硬質材料。
- 前記コアの平均粒径は2μm以上であることを特徴とする請求項5に記載の硬質材料。
- 前記シェルの平均厚みは、前記コアの平均粒径の3%未満であることを特徴とする請求項1〜6のいずれか一項に記載の硬質材料。
- 逃げ面及びすくい面の両面の稜線部で構成される切刃とその近傍とを含む切刃周辺領域を備える切削工具であって、
少なくとも前記切刃周辺領域は、
請求項1〜7のいずれか一項に記載の硬質材料からなる基材と、
この基材を覆う硬質被覆とを備え、
前記基材を構成する硬質材料は、前記逃げ面及びすくい面の少なくとも一部において前記コアが露出することなくシェルで覆われていることを特徴とする切削工具。 - 第一硬質相と、鉄族金属を含む結合相とを含む硬質材料を得るための硬質材料の製造方法であって、
前記第一硬質相と結合相とを含む原料粉末を準備する準備工程と、
前記原料粉末を混合して混合粉末とする混合工程と、
前記混合粉末を所定の圧力にて圧縮して成形体を得る成形工程と、
前記成形体を所定の温度にて焼結する焼結工程とを備え、
前記準備工程における第一硬質相は、Tiの炭化物及びTiの炭窒化物の少なくとも一方からなるコアと、前記コアの外周に成膜されたWCからなるシェルとを有し、
前記混合工程は、前記シェルを損傷しないように、粉砕メディアを用いることなく前記原料粉末を混合することを特徴とする硬質材料の製造方法。 - 前記シェルは、気相成長法により前記コアの外周に成膜され、
その成膜温度が700〜1100℃であることを特徴とする請求項9に記載の硬質材料の製造方法。 - 前記気相成長法はCVD法であり、
このCVD法にはCH3CNガスを用いることを特徴とする請求項10に記載の硬質材料の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011146547A JP5716577B2 (ja) | 2011-06-30 | 2011-06-30 | 硬質材料とその製造方法、並びに切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011146547A JP5716577B2 (ja) | 2011-06-30 | 2011-06-30 | 硬質材料とその製造方法、並びに切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013014792A true JP2013014792A (ja) | 2013-01-24 |
| JP5716577B2 JP5716577B2 (ja) | 2015-05-13 |
Family
ID=47687729
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011146547A Active JP5716577B2 (ja) | 2011-06-30 | 2011-06-30 | 硬質材料とその製造方法、並びに切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5716577B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140091557A (ko) * | 2011-10-17 | 2014-07-21 | 산드빅 인터렉츄얼 프로퍼티 에이비 | 공진 음향 믹서를 사용함으로써 초경합금 또는 서멧 분말을 제조하는 방법 |
| JP2014188598A (ja) * | 2013-03-26 | 2014-10-06 | Mitsubishi Materials Corp | 靭性と耐欠損性にすぐれた表面被覆wc基超硬合金製切削工具 |
| JP2015062980A (ja) * | 2013-09-25 | 2015-04-09 | 住友電気工業株式会社 | 硬質材料、及び切削工具 |
| KR101901396B1 (ko) | 2017-06-30 | 2018-09-28 | 한국야금 주식회사 | 절삭공구용 Ti계 소결합금 및 그 제조방법 |
| KR101901725B1 (ko) | 2017-07-11 | 2018-11-22 | 한국야금 주식회사 | 절삭공구용 소결합금과 절삭공구 |
| CN110205536A (zh) * | 2019-05-15 | 2019-09-06 | 西安理工大学 | 一种钛/碳化钛核壳结构增强铝基复合材料及其制备方法 |
| CN111386356A (zh) * | 2018-01-31 | 2020-07-07 | 日立金属株式会社 | 硬质合金和用于轧制的复合硬质合金轧辊 |
| CN114799161A (zh) * | 2022-05-09 | 2022-07-29 | 中国科学院过程工程研究所 | 纳米碳化钨颗粒包覆金刚石工具用预合金粉末及制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04304332A (ja) * | 1991-03-29 | 1992-10-27 | Mitsubishi Materials Corp | 耐摩耗性および耐欠損性に優れた超硬合金 |
| JP2008525631A (ja) * | 2004-12-27 | 2008-07-17 | ユミコア | 超硬合金のための複合粉末製品 |
| JP2010031308A (ja) * | 2008-07-25 | 2010-02-12 | Sumitomo Electric Ind Ltd | サーメット |
| WO2010110197A1 (ja) * | 2009-03-24 | 2010-09-30 | 住友電気工業株式会社 | サーメット |
-
2011
- 2011-06-30 JP JP2011146547A patent/JP5716577B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04304332A (ja) * | 1991-03-29 | 1992-10-27 | Mitsubishi Materials Corp | 耐摩耗性および耐欠損性に優れた超硬合金 |
| JP2008525631A (ja) * | 2004-12-27 | 2008-07-17 | ユミコア | 超硬合金のための複合粉末製品 |
| JP2010031308A (ja) * | 2008-07-25 | 2010-02-12 | Sumitomo Electric Ind Ltd | サーメット |
| WO2010110197A1 (ja) * | 2009-03-24 | 2010-09-30 | 住友電気工業株式会社 | サーメット |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102229047B1 (ko) | 2011-10-17 | 2021-03-16 | 하이페리온 매터리얼즈 앤드 테크놀로지스 (스웨덴) 에이비 | 공진 음향 믹서를 사용함으로써 초경합금 또는 서멧 분말을 제조하는 방법 |
| JP2015501377A (ja) * | 2011-10-17 | 2015-01-15 | サンドビック インテレクチュアル プロパティー アクティエボラーグ | 超硬合金又はサーメット体を作成する方法 |
| KR20140091557A (ko) * | 2011-10-17 | 2014-07-21 | 산드빅 인터렉츄얼 프로퍼티 에이비 | 공진 음향 믹서를 사용함으로써 초경합금 또는 서멧 분말을 제조하는 방법 |
| US9777349B2 (en) | 2011-10-17 | 2017-10-03 | Sandvik Intellectual Property Ab | Method of making a cemented carbide or cermet body |
| JP2014188598A (ja) * | 2013-03-26 | 2014-10-06 | Mitsubishi Materials Corp | 靭性と耐欠損性にすぐれた表面被覆wc基超硬合金製切削工具 |
| JP2015062980A (ja) * | 2013-09-25 | 2015-04-09 | 住友電気工業株式会社 | 硬質材料、及び切削工具 |
| KR101901396B1 (ko) | 2017-06-30 | 2018-09-28 | 한국야금 주식회사 | 절삭공구용 Ti계 소결합금 및 그 제조방법 |
| KR101901725B1 (ko) | 2017-07-11 | 2018-11-22 | 한국야금 주식회사 | 절삭공구용 소결합금과 절삭공구 |
| CN111386356A (zh) * | 2018-01-31 | 2020-07-07 | 日立金属株式会社 | 硬质合金和用于轧制的复合硬质合金轧辊 |
| CN111386356B (zh) * | 2018-01-31 | 2022-01-04 | 日立金属株式会社 | 硬质合金和用于轧制的复合硬质合金轧辊 |
| CN110205536A (zh) * | 2019-05-15 | 2019-09-06 | 西安理工大学 | 一种钛/碳化钛核壳结构增强铝基复合材料及其制备方法 |
| CN110205536B (zh) * | 2019-05-15 | 2021-06-15 | 西安理工大学 | 一种钛/碳化钛核壳结构增强铝基复合材料及其制备方法 |
| CN114799161A (zh) * | 2022-05-09 | 2022-07-29 | 中国科学院过程工程研究所 | 纳米碳化钨颗粒包覆金刚石工具用预合金粉末及制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5716577B2 (ja) | 2015-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5716577B2 (ja) | 硬質材料とその製造方法、並びに切削工具 | |
| KR102326622B1 (ko) | 내치핑성, 내마모성이 우수한 표면 피복 절삭 공구 | |
| JP4690475B2 (ja) | サーメット及び被覆サーメット工具 | |
| JP5305056B1 (ja) | 立方晶窒化ほう素基焼結体製切削工具 | |
| JP5807851B1 (ja) | サーメット、および切削工具 | |
| JPWO2011002008A1 (ja) | サーメットおよび被覆サーメット | |
| JP6439975B2 (ja) | サーメットの製造方法 | |
| WO2012053237A1 (ja) | 耐熱合金の切削加工で優れた耐欠損性を発揮するwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP5559575B2 (ja) | サーメットおよび被覆サーメット | |
| JP5971472B2 (ja) | 硬質材料、硬質材料の製造方法、切削工具及び摩擦撹拌接合用ツール | |
| JP5971616B2 (ja) | 硬質材料、硬質材料の製造方法、切削工具及び摩擦撹拌接合用ツール | |
| JP2017119343A (ja) | 表面被覆立方晶窒化ホウ素焼結体工具 | |
| JP2011235410A (ja) | 耐熱合金の切削加工で優れた耐欠損性を発揮するwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP2008254159A (ja) | 表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具 | |
| JP5906813B2 (ja) | 硬質材料、並びに切削工具 | |
| JP2007136655A (ja) | 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具 | |
| JP6098882B2 (ja) | 耐欠損性にすぐれた立方晶窒化硼素焼結体切削工具 | |
| JP5843171B2 (ja) | 硬質材料、及び切削工具 | |
| JP7170964B2 (ja) | 超硬合金及び被覆超硬合金 | |
| JP2012041595A (ja) | サーメット | |
| JP2012086298A (ja) | 鋼の高速断続切削において優れた耐欠損性を発揮する表面被覆wc基超硬合金製切削工具 | |
| JP2013108152A (ja) | 硬質粒子とその製造方法 | |
| JP2008018505A (ja) | 硬質難削材の高速切削加工ですぐれた耐欠損性を発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具 | |
| JP2014221942A (ja) | 硬質粒子、硬質材料、切削工具、及び硬質粒子の製造方法 | |
| JP2020132972A (ja) | 超硬合金および切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150302 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5716577 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |