JP2012195085A - 電池 - Google Patents
電池 Download PDFInfo
- Publication number
- JP2012195085A JP2012195085A JP2011056678A JP2011056678A JP2012195085A JP 2012195085 A JP2012195085 A JP 2012195085A JP 2011056678 A JP2011056678 A JP 2011056678A JP 2011056678 A JP2011056678 A JP 2011056678A JP 2012195085 A JP2012195085 A JP 2012195085A
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- power generation
- generation element
- bonding
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
Abstract
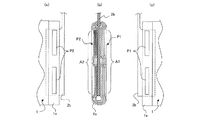
【解決手段】電極が巻回された発電要素1と、その発電要素1を収納する電池容器6と、発電要素1から集電を行う集電接続体2と、その集電接続体2に電気的に接続される端子4とを備える電池において、発電要素1の電極端部が、巻回中心付近で一方側と他方側とに分けられて、集電接続体2の電極接続部2bに各々接合されており、巻回中心付近で一方側と他方側とに分けられた発電要素1の電極端部は、集電接続体2の電極接続部2bに各々接合される際に、一方側の接合領域が他方側の接合領域と比較して電極の集積度が小さくなるか又は接合部の総面積が小さくなるように、両者の接合領域の接合状態を異ならせている。
【選択図】 図1
Description
本発明の電池は、図1に示すように、電極が巻回された発電要素1と、その発電要素1を収納する電池容器6と、発電要素1から集電を行う集電接続体2と、その集電接続体2に電気的に接続される端子4とを備える。本実施形態では、1個の長円筒形の発電要素1を横置きに並べて、その両端から集電する集電接続体2を設けた非水電解質二次電池の例を示す。
(1)前記の実施形態では、一方側の接合領域が他方側の接合領域と比較して電極の集積度が小さくなるように、一方側と他方側の溶接強度を変える例を示したが、集積度を変える方法はこれに限定されず、接合部P1、P2の数を変える方法、接合の総面積を変える方法、接合部同士の間隔を変える方法などを採用してもよい。また、これらの方法を複数併用してもよい。なお、接合方法としては、溶接による方法が好ましいが、ソルダ接合、カシメ接合、導電結着剤なども採用することが可能である。
1a 正極
1b 負極
2 集電接続体
2b 電極接続部
4 端子
6 電池容器
A1 一方側の接合領域
A2 他方側の接合領域
P1 一方側の接合部
P2 他方側の接合部
Claims (6)
- 電極が巻回された発電要素と、その発電要素を収納する電池容器と、前記発電要素から集電を行う集電接続体と、その集電接続体に電気的に接続される端子とを備える電池において、
前記発電要素の電極端部は、巻回中心付近で一方側と他方側とに分けられて、前記集電接続体の電極接続部に各々接合されていると共に、前記一方側の接合領域が前記他方側の接合領域と比較して電極の集積度が小さくなるか又は接合部の総面積が小さくなるように、両者の接合領域の接合状態を異ならせていることを特徴とする電池。 - 前記集電接続体の電極接続部は、前記発電要素の巻回中心付近にて内部に挿入された板状部で形成され、その板状部の両面に電極端部が各々接合されていると共に、前記一方側の接合領域と前記他方側の接合領域とで接合状態を異ならせている請求項1記載の電池。
- 前記一方側の接合領域における接合部の溶接強度が、前記他方側の接合領域における接合部の溶接強度より小さい状態で、前記電極端部と電極接続部とが溶接されている請求項1又は2に記載の電池。
- 前記一方側の接合領域における接合部の数が、前記他方側の接合領域における接合部の数より少ない請求項1又は2に記載の電池。
- 前記一方側の接合領域が前記他方側の接合領域と比較して電極の集積度が小さく、かつ前記一方側の接合領域における接合の総面積が、前記他方側の接合領域における接合の総面積より少ない請求項1又は2に記載の電池。
- 前記一方側の接合領域における接合部同士の間隔が、前記他方側の接合領域における接合部同士の間隔より広い請求項1又は2に記載の電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056678A JP2012195085A (ja) | 2011-03-15 | 2011-03-15 | 電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056678A JP2012195085A (ja) | 2011-03-15 | 2011-03-15 | 電池 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012195085A true JP2012195085A (ja) | 2012-10-11 |
Family
ID=47086812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011056678A Pending JP2012195085A (ja) | 2011-03-15 | 2011-03-15 | 電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012195085A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014024522A1 (ja) * | 2012-08-06 | 2014-02-13 | トヨタ自動車株式会社 | 電池 |
| EP2755258A1 (en) | 2013-01-11 | 2014-07-16 | GS Yuasa International Ltd. | Electric storage device, electric storage system, and manufacturing method thereof |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000150306A (ja) * | 1998-11-12 | 2000-05-30 | Toyota Motor Corp | 電池またはキャパシタの集電方式 |
| WO2010001975A1 (ja) * | 2008-07-02 | 2010-01-07 | 株式会社ジーエス・ユアサコーポレーション | 電池及びその製造方法 |
| WO2010147136A1 (ja) * | 2009-06-17 | 2010-12-23 | 株式会社Gsユアサ | 電池及び電池の製造方法 |
-
2011
- 2011-03-15 JP JP2011056678A patent/JP2012195085A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000150306A (ja) * | 1998-11-12 | 2000-05-30 | Toyota Motor Corp | 電池またはキャパシタの集電方式 |
| WO2010001975A1 (ja) * | 2008-07-02 | 2010-01-07 | 株式会社ジーエス・ユアサコーポレーション | 電池及びその製造方法 |
| WO2010147136A1 (ja) * | 2009-06-17 | 2010-12-23 | 株式会社Gsユアサ | 電池及び電池の製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014024522A1 (ja) * | 2012-08-06 | 2014-02-13 | トヨタ自動車株式会社 | 電池 |
| JP2014032936A (ja) * | 2012-08-06 | 2014-02-20 | Toyota Motor Corp | 電池 |
| US9343731B2 (en) | 2012-08-06 | 2016-05-17 | Toyota Jidosha Kabushiki Kaisha | Battery comprising a liquid inlet for electrolyte injection |
| EP2755258A1 (en) | 2013-01-11 | 2014-07-16 | GS Yuasa International Ltd. | Electric storage device, electric storage system, and manufacturing method thereof |
| KR20140091480A (ko) | 2013-01-11 | 2014-07-21 | 가부시키가이샤 지에스 유아사 | 축전 소자, 축전 시스템, 및 그 제조 방법 |
| US9431680B2 (en) | 2013-01-11 | 2016-08-30 | Gs Yuasa International Ltd. | Electric storage device, electric storage system, and manufacturing method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100590006B1 (ko) | 이차 전지와 이에 사용되는 전극 조립체 | |
| JP5211086B2 (ja) | 二次電池 | |
| JP5176312B2 (ja) | 組電池およびその製造方法 | |
| JP6363893B2 (ja) | 二次電池 | |
| JP6191588B2 (ja) | 二次電池の製造方法 | |
| JP4292365B2 (ja) | 電池 | |
| JP5594901B2 (ja) | 二次電池 | |
| WO2013154155A1 (ja) | 蓄電装置及び二次電池 | |
| JP6274034B2 (ja) | 蓄電装置 | |
| JPWO2018159197A1 (ja) | 二次電池 | |
| JP4096162B2 (ja) | 電池 | |
| JP2013077467A (ja) | 電気化学装置 | |
| JP6159719B2 (ja) | 蓄電素子 | |
| JP2010219268A (ja) | 蓄電デバイスおよび蓄電モジュール | |
| JP5440663B2 (ja) | 電池 | |
| JP2016139491A (ja) | 蓄電素子 | |
| JP2012195085A (ja) | 電池 | |
| JP2004213937A (ja) | 電池 | |
| JP7328270B2 (ja) | 端子部品および蓄電デバイス | |
| JP2014022153A (ja) | 蓄電装置 | |
| JP2013165010A (ja) | 蓄電素子 | |
| JP4204258B2 (ja) | 電池 | |
| JP2003346903A (ja) | 電 池 | |
| JP7285817B2 (ja) | 密閉型電池および密閉型電池の製造方法 | |
| KR20200102177A (ko) | 이차 전지 및 그의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130708 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140311 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140820 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150407 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20151208 |