JP2012190858A - 配線基板の製造方法 - Google Patents
配線基板の製造方法 Download PDFInfo
- Publication number
- JP2012190858A JP2012190858A JP2011050891A JP2011050891A JP2012190858A JP 2012190858 A JP2012190858 A JP 2012190858A JP 2011050891 A JP2011050891 A JP 2011050891A JP 2011050891 A JP2011050891 A JP 2011050891A JP 2012190858 A JP2012190858 A JP 2012190858A
- Authority
- JP
- Japan
- Prior art keywords
- insulating layer
- plating
- groove
- wiring board
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Printing Elements For Providing Electric Connections Between Printed Circuits (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
【課題】めっきボイドの発生を防止することで信頼性及び歩留まりを向上することができる配線基板の製造方法を提供すること。
【解決手段】配線基板の製造方法では、まず溝部形成工程を行う。溝部形成工程で使用する成形体31は、先端面部33から基端部34に行くに従って幅が広くなる断面形状の成形凸部32を有する。この成形体31を絶縁層22の表面25に押し付ける。その結果、絶縁層22の表面25において成形凸部32に対応する位置に、底面部28から開口部24に行くに従って幅が広くなる断面形状を有する溝部26を形成する。次に絶縁層22を硬化させる硬化工程を行う。次にめっきで溝部26を埋め、後に配線層17となるべき導体部27を形成するめっき工程を行う。
【選択図】図6
【解決手段】配線基板の製造方法では、まず溝部形成工程を行う。溝部形成工程で使用する成形体31は、先端面部33から基端部34に行くに従って幅が広くなる断面形状の成形凸部32を有する。この成形体31を絶縁層22の表面25に押し付ける。その結果、絶縁層22の表面25において成形凸部32に対応する位置に、底面部28から開口部24に行くに従って幅が広くなる断面形状を有する溝部26を形成する。次に絶縁層22を硬化させる硬化工程を行う。次にめっきで溝部26を埋め、後に配線層17となるべき導体部27を形成するめっき工程を行う。
【選択図】図6
Description
本発明は、配線基板の製造方法に係り、特には絶縁樹脂材料を主体とする絶縁層上に配線層が形成された構造の配線基板の製造方法に関するものである。
近年、電子機器の小型化、高性能化に伴って電子部品の高密度実装化が要求されており、このような高密度実装化を達成するにあたり、ICチップを搭載するための配線基板の多層化技術が重要視されている。多層化技術を用いた具体例としては、スルーホール部などを設けたコア基板の片面または両面に、樹脂絶縁層及び導体層を交互に積層形成したビルドアップ層を備える配線基板(いわゆるビルドアップ配線基板)がよく知られている。
従来、このような微細な内層配線層の形成は、主としてセミアディティブ法により行われている。即ち、セミアディティブ法では、樹脂絶縁層に対するビア穴形成、樹脂絶縁層表面の全体に対する無電解銅めっき、めっきレジストの形成、電解銅めっき、不要なめっきレジスト及び無電解銅めっき層の除去を順次行うというプロセスを採用している(例えば、特許文献1参照)。
ところで、近年ではビルドアップ層における内層配線層の細線化の要請が高まってきている。具体的には内層配線層のライン/スペースを20/20μm以下にすることが求められ、将来的にはこれが5/5μm以下に達する可能性もある。それゆえ、微細な内層配線層の形成プロセス自体の見直しを図る必要があると考えられ、最近では「ナノインプリント工法」という手法が注目されつつある。
ナノインプリント工法とは、微細な凹凸パターンを設けた成形体を樹脂材料等からなる被転写材に押し付けることで、その凹凸パターンを転写する加工技術のことをいう。この手法は、液晶パネルやLEDの製造工程に採用されつつある。また、この手法を配線基板の製造工程に適用することを記載した特許文献も存在している(例えば、特許文献2参照)。そしてこの手法によれば、従来必要とされてきた露光・現像が省略可能になる結果、工数を減らすことができ、生産性の向上が達成できるものと期待されている。
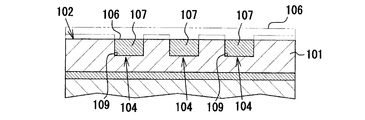
ナノインプリント工法を配線基板の製造方法に適用しようとした場合には、例えば以下のようなプロセスとなる。まず、絶縁層101の表面102に成形体103を押し付けて溝部104を形成する(図14参照)。図14の成形体103は、断面矩形状の成形凸部108aを有しており、形成される溝部104は断面矩形状となる。次に、その溝部104をめっきで埋めて導体部106を形成する(図15参照)。そして、導体部106における余剰部分を除去して所定の配線層107を形成し、配線基板を完成させる。
しかしながら、この手法で形成される溝部104は、微細であることに加えて底面部104aと側壁104bとの境界部がなす角度が直角であることから、めっき工程の際にめっき液が溝部104全体に回り込みにくい。そのため、上記境界部にめっきボイド109が発生しやすくなる(図15参照)。従って、配線が欠損したり、配線基板が膨れてしまったりする等の不具合が起こりやすくなり、結果的に信頼性や歩留まりが悪くなる。
なお、特許文献2記載のものにおいては、底面部がないV字状であるため溝部全体が狭く、底部が鋭角的であることから、同様の不具合が起こると予想される。
本発明は上記の課題に鑑みてなされたものであり、その目的は、めっきボイドの発生を防止することで信頼性及び歩留まりを向上することができる配線基板の製造方法を提供することにある。
そして上記課題を解決するための手段としては、絶縁樹脂材料を含む絶縁層上に配線層が形成された配線基板の製造方法であって、先端面部から基端部に行くに従って幅が広くなる断面形状を有する成形凸部を有する成形体を前記絶縁層の表面に押し付けることにより、前記絶縁層の前記表面において前記成形凸部に対応する位置に、底面部から開口部に行くに従って幅が広くなる断面形状を有する溝部を形成する溝部形成工程と、前記溝部形成工程の後、前記絶縁層を硬化させる硬化工程と、前記硬化工程の後、めっきで前記溝部を埋めることにより、後に前記配線層となるべき導体部を形成するめっき工程とを含む配線基板の製造方法がある。
従って、上記手段に記載の発明によると、先端面部から基端部に行くに従って幅が広くなる断面形状を有する成形凸部を有する成形体を用いて溝部形成工程が行われる。そのため、絶縁層の表面において成形凸部に対応する位置に、底面部から開口部に行くに従って幅が広くなる断面形状を有する溝部が形成される。そして、このような断面形状の溝部であれば、溝部自体が非常に狭くなることもなく、底面部と側壁との境界部がなす角度も鈍角になる。よって、めっき工程の際にめっき液が溝部全体に回り込みやすくなり、境界部におけるめっきボイドの発生が防止される。従って、配線が欠損したり、配線基板が膨れてしまったりする等の不具合が起こりにくくなり、信頼性及び歩留まりを向上することができる。
この製造方法により製造される配線基板は、絶縁樹脂材料で構成され絶縁層上に配線層が形成された構造の配線基板である。
絶縁層を構成する絶縁樹脂材料として、例えば熱可塑性樹脂あるいは熱硬化性樹脂を挙げることができる。熱硬化性樹脂の好適例としては、EP樹脂(エポキシ樹脂)、PI樹脂(ポリイミド樹脂)、BT樹脂(ビスマレイミド−トリアジン樹脂)、フェノール樹脂、キシレン樹脂、ポリエステル樹脂、珪素樹脂等が挙げられる。これらの中でも、EP樹脂(エポキシ樹脂)、PI樹脂(ポリイミド樹脂)、BT樹脂(ビスマレイミド−トリアジン樹脂)を選択することが好ましい。例えば、エポキシ樹脂としては、いわゆるBP(ビスフェノール)型、PN(フェノールノボラック)型、CN(クレゾールノボラック)型のものを用いることがよい。特には、BP(ビスフェノール)型を主体とするものがよく、BPA(ビスフェノールA)型やBPF(ビスフェノールF)型が最もよい。
また、絶縁層を構成する絶縁樹脂材料は光硬化性樹脂であってもよい。熱硬化性樹脂の好適例としては、いずれも光硬化性を付与したアクリル系樹脂、EP樹脂、PI樹脂、BT樹脂、フェノール樹脂、シリコーン樹脂などを挙げることができる。絶縁樹脂材料には熱硬化性及び光硬化性の両方が付与されていてもよい。また、絶縁層には絶縁樹脂材料のほかに無機フィラー、有機フィラー、無機繊維、有機繊維などが含まれていてもよい。
配線層は導電性を有する金属からなる層であって、基板面方向に沿って延びるように形成される。好適な配線層としては、例えばめっき層が挙げられる。めっき層の種類としては特に限定されないが、例えば、銅めっき層、ニッケルめっき層、金めっき層、銀めっき層、アルミニウムめっき層、スズめっき層、コバルトめっき層、チタンめっき層などから選択される少なくとも1種を採用することができる。導電性、コスト性、加工性などを勘案すると、配線層は銅めっき層からなることが好ましく、特に無電解銅めっき層上に電解銅めっき層を形成してなる構造がより好ましい。また、このような配線層は、絶縁層同士の間に位置するいわゆる内層配線層であってもよく、あるいは最表層の絶縁層上に位置するいわゆる外層配線層であってもよい。
絶縁層の表面には、基板面方向に沿って延びるように形成された溝部が存在している。溝部は底面部を有するとともに、その底面部から開口部に行くに従って幅が広くなる断面形状を有している。つまり、底面部と絶縁層の表面とをつなぐ両方の側壁のうちの少なくとも一方が、垂直ではなく傾斜している。その結果、その傾斜した側壁と底面部との境界部がなす角度が90度を超えるもの(即ち鈍角)となっている。この場合、当該角度は95度以上135度以下であることがよく、さらには95度以上115度以下であることがよりよい。この角度が小さすぎると、溝部全体にめっき液を十分に回り込ませることができず、境界部におけるめっきボイドの発生を完全には防止できないおそれがある。またこの場合には、成形体の型抜き性が悪くなるおそれもある。一方、この角度が大きすぎると、溝部全体にめっき液を十分に回り込ませることができる反面で、開口部の幅が大きくなりすぎてしまい、パターンの微細化が達成しにくくなるおそれがある。
溝部の深さは特に限定されず、絶縁層の厚さ等に鑑みて任意に設定することができるが、例えば絶縁層1層分の厚さの5%以上95%以下、好ましくは10%以上90%以下に設定される。
この配線基板の製造方法における溝部形成工程では、先端面部から基端部に行くに従って幅が広くなる断面形状を有する成形凸部を有する成形体(スタンパとも言う。)を使用する。そして、この成形体を絶縁層の表面に押し付けることにより、所定の溝部を形成する。例えば、絶縁層が熱可塑性樹脂からなる場合には、いったん絶縁層をTg(ガラス転移点)を超える所定の温度に加熱して軟化させた後、その軟化した絶縁層の表面に成形体を押し付けるようにする。また、絶縁層が絶縁樹脂材料に熱硬化性を付与した熱硬化性樹脂からなる場合には、樹脂硬化温度未満の温度域で、絶縁層の表面に成形体を押し付けるようにする。
成形体は、例えば無機材料(例えば鉱物、ガラス、セラミック、金属など)製の基材に微細な凹凸加工を施すことで作製される。微細な凹凸は、例えば電子線露光を行った後にエッチングを行うこと等により加工形成することができる。鉱物の好適例としては石英などがあり、セラミックの好適例としてはアルミナ、チタニア、窒化珪素、窒化ホウ素、炭化珪素などがあり、金属の好適例としてはニッケル、シリコンなどがある。また、成形体の成形凸部の表面には、型抜き性の向上のために離型処理が施されていてもよい。
硬化工程では、溝部が形成された絶縁層を硬化させる。絶縁樹脂材料に光硬化性が付与されている場合には、成形体を絶縁層の表面に押し付けた状態で紫外線を照射し、絶縁層を光硬化させるようにする。この場合、石英、ガラスなどの光透過性を有する材料からなる成形体を選択し、その成形体を介して紫外線を照射することがよい。このような工法(いわゆる光ナノインプリント)の利点は、成形体のプレス圧が低圧でよいこと、タクトタイムが短いことである。一方、絶縁樹脂材料が熱可塑性樹脂からなる場合には、成形体を絶縁層の表面に押し付けた状態で冷却し、絶縁層を降温させて硬化させるようにする。あるいは、絶縁樹脂材料が熱硬化性樹脂からなる場合には、成形体を絶縁層の表面に押し付けた状態で樹脂の硬化温度まで加熱することにより、絶縁層を熱硬化させるようにする。これらのような工法(いわゆる熱ナノインプリント)の利点は、成形体に特に光透過性が要求されないので成形体形成材料の選択の幅が大きいことである。
めっき工程では、硬化した絶縁層の表面にある溝部をめっきで埋めることにより、後に配線層となるべき導体部を形成する。この場合において、好ましくは無電解めっきを行った後に電解めっきを行うことがよい。無電解めっきは無電解銅めっき浴を用いて行われることがよく、電解めっきは電解銅めっき浴を用いて行われることがよい。無電解めっき及び電解めっきの厚さは特に限定されないが、コスト等の観点から、通常は前者よりも後者のほうが厚く形成される。また、めっきは、溝部を完全に埋めるとともに絶縁層の表面全体を覆うように形成されてもよいほか、溝部を不完全に埋める程度に形成されてもよい。
ここで、ビア導体を備える配線基板を形成する場合には、硬化工程の後かつめっき工程の前に、絶縁層に対してレーザー照射を行ってビア穴を形成する穴あけ工程を行ってもよい。そして、続くめっき工程では、溝部形成工程にて形成された溝部をめっきで埋めるとともに、穴あけ工程にて形成されたビア穴もめっきで埋めるようにしてもよい。この方法によると、導体層とビア導体とが同じ工程にて形成されるので、工数の増加を避けることができ、生産性の向上に有利である。
めっき工程の後には、導体部における余剰部分を除去することで配線層を形成する除去工程を行ってもよい。除去工程では、導体部における余剰部分を除去することで配線層を形成する。余剰部分を除去する具体的な方法としては、化学研磨または機械研磨を挙げることができる。化学研磨としてはエッチング液を用いたエッチングなどがあり、機械研磨としてはポリッシング、ラッピング、ブラスト処理、バフ研磨、ベルトサンダー処理などがある。なお、化学研磨の場合、導体部における余剰部分のみが選択的に除去される。一方、機械研磨の場合、導体部における余剰部分のみならず絶縁層部分も除去することが可能である。
ここで、化学研磨または機械研磨を行った後にさらにケミカル・メカニカル・ポリッシング(CMP)を行うことにより、導体部における余剰部分及び絶縁層の一部を除去しかつ全体を平坦化することが好ましい。その理由は以下のとおりである。即ち、導体層や絶縁層の厚さにばらつきがあるような場合、化学研磨または機械研磨のみで除去を行おうとすると、除去量がばらついてしまう可能性がある。よって、導体部の除去残りに起因するショートや、導体部の過剰除去に起因する凹みが発生するおそれがあるからである。化学研磨または機械研磨による除去厚さ分、及び、ケミカル・メカニカル・ポリッシングによる除去厚さ分は特に限定されず任意に設定可能であるが、前者を後者よりも多めに設定することが好ましい。つまり、化学研磨または機械研磨により大方の部分の除去を行ったうえで、仕上げとしてケミカル・メカニカル・ポリッシングによる除去を行うのがよい。
以下、本発明を具体化した一実施形態の配線基板及びその製造方法を図面に基づき詳細に説明する。
図1に示されるように、本実施形態の配線基板11は、絶縁樹脂材料を含む絶縁層22,23上に配線層17,18が複数層にわたって形成された構造を有する、いわゆる多層配線基板である。この配線基板11を構成するコア基板21の表面及び裏面には、銅層からなる第1層目の配線層16が形成されている。第1層目の配線層16上には第1層目の絶縁層22が形成されている。絶縁層22の表面25には複数の溝部26が形成され、それらの溝部26には銅めっき層からなる第2層目の配線層17が形成されている。第1層目の配線層16と第2層目の配線層17とは、所々でビア導体42を介して層間接続されている。第2層目の配線層17上には第2層目の絶縁層23が形成されている。絶縁層23の表面12にも複数の溝部26が形成され、それらの溝部26には銅めっき層からなる第3層目の配線層18が形成されている。特に図示しないが、第2層目の配線層17と第3層目の配線層18との間も所々でビア導体を介して層間接続されている。そして、絶縁層23の表面12は、第3層目の配線層18の一部を露出した状態でソルダーレジスト15により全体的に覆われている。
図1に示されるように、本実施形態の配線基板11は、絶縁樹脂材料を含む絶縁層22,23上に配線層17,18が複数層にわたって形成された構造を有する、いわゆる多層配線基板である。この配線基板11を構成するコア基板21の表面及び裏面には、銅層からなる第1層目の配線層16が形成されている。第1層目の配線層16上には第1層目の絶縁層22が形成されている。絶縁層22の表面25には複数の溝部26が形成され、それらの溝部26には銅めっき層からなる第2層目の配線層17が形成されている。第1層目の配線層16と第2層目の配線層17とは、所々でビア導体42を介して層間接続されている。第2層目の配線層17上には第2層目の絶縁層23が形成されている。絶縁層23の表面12にも複数の溝部26が形成され、それらの溝部26には銅めっき層からなる第3層目の配線層18が形成されている。特に図示しないが、第2層目の配線層17と第3層目の配線層18との間も所々でビア導体を介して層間接続されている。そして、絶縁層23の表面12は、第3層目の配線層18の一部を露出した状態でソルダーレジスト15により全体的に覆われている。
本実施形態の絶縁層22,23は、熱硬化性エポキシ樹脂と無機フィラーとを含んだ絶縁樹脂材料を用いて形成されている。特にここでは、ビルドアップ層における絶縁層を形成するためのビルドアップ材を選択している。絶縁層22,23の厚さは10μm〜20μm程度に設定されている。配線層17,18の厚さ(即ち溝部26の深さ)は、絶縁層22,23の厚さの約半分である5μm〜10μm程度に設定されている。配線層17,18の最大幅(即ち溝部26の最大幅)は、5μm〜10μm程度に設定されている。また、配線層17,17間のスペースや配線層18,18間のスペースも、5μm〜10μm程度に設定されている。
図1に示されるように、絶縁層22,23に形成された複数の溝部26は、平坦な底面部28を有している。また、複数の溝部26は、底面部28から開口部24に行くに従って徐々に幅が広くなる断面形状、即ち略台形状の断面形状を有している。溝部26の底面部28と側壁との境界部がなす角度は、100度〜110度程度の鈍角となっている。
次に、上記配線基板11の製造手順を図2〜図10に基づいて説明する。
まず、図2に示されるように、表面に第1層目の配線層16を有するコア基板21を用意する。そして、このコア基板21の全体を覆うように、上記ビルドアップ材を用いて第1層目の絶縁層22を形成する(図3参照)。
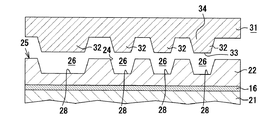
次に、溝部形成工程を行うための成形体31を用意する(図4参照)。本実施形態で使用する成形体31は、いわゆる熱ナノインプリント用成形体であって、ニッケルあるいはニッケル合金等からなる金属製板状部材である。成形体31の片側面には複数の成形凸部32が形成されている。これらの成形凸部32は、先端面部33から基端部34に行くに従って幅が広くなる断面形状を有しており、形成しようとする溝部26に対応した位置に配置されている。なお、本実施形態の成形体31では、複数の成形凸部32が形成されている片側面全体に対して、あらかじめ離型剤層が塗布形成されている。なお、離型剤層はめっきやスパッタリング等のような別の手法で形成されていてもよい。
溝部形成工程においては、絶縁層22の表面25に成形体31の成形凸部32を押し付け、各成形凸部32に対応する位置にそれぞれ溝部26を転写形成する(図5参照)。なお、この場合においてコア基板21を絶縁層22のガラス転移点を超える温度(ただし樹脂の硬化温度未満)に加熱し、絶縁層22をある程度軟化させてもよい。続く硬化工程では、このようなプレス状態を維持したままでコア基板21を樹脂の硬化温度に加熱し、絶縁層22を熱硬化させる。
そして冷却後、図6に示されるように成形体31を型抜きし、絶縁層22の表面25に形成された溝部26を露出させる。この段階で上記コア基板21をレーザー照射装置に移して、絶縁層22に対するレーザー照射加工を行い、絶縁層22を貫通するビア穴41を形成する(図7参照)。このような穴あけ工程を経ると、ビア穴41により第1層目の配線層16が部分的に露出させられる。
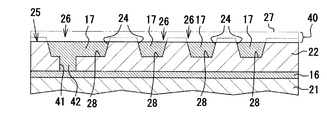
次のめっき工程では、まず、従来公知の無電解銅めっき浴を用いて無電解めっきを行う。この無電解めっきにより、溝部形成工程にて形成された溝部26やビア穴41の内面及び絶縁層22の表面25に、厚さ0.1μm〜3μm程度の無電解銅めっきを析出させる。続いて、従来公知の電解銅めっき浴を用いて電解めっきを行う。この電解めっきにより、硬化した絶縁層22の表面25にある溝部26を電解銅めっきで完全に埋めるとともに、穴あけ工程にて形成されたビア穴41も電解銅めっきで完全に埋める。電解銅めっきの厚さは5μm〜15μm程度に設定される。以上の結果、後に第2層目の配線層17となるべき導体部27が形成される(図8参照)。なおこの段階では、配線層17となるべき導体部27同士がつながった状態となっている。
次に、除去工程を行って導体部27における余剰部分40及び絶縁層22の一部を除去し、かつ全体を平坦化する。具体的には、まず、機械研磨を行って大方の部分の除去を行ったうえで、仕上げとしてケミカル・メカニカル・ポリッシングによる除去を行う(図9参照)。以上の結果、絶縁層22の表面25に形成された溝部26に第2層目の配線層17が形成される。この後、第2層目の絶縁層22上には第3層目の絶縁層23が形成される(図10参照)。そして、同様の工程を行って第3層目の絶縁層23の表面12にも溝部23を形成した後、配線層19の形成及びソルダーレジスト15の配設を行うことで、図1の配線基板11を完成させる。
従って、本実施の形態によれば以下の効果を得ることができる。
(1)本実施形態の配線基板11の製造方法では、先端面部33から基端部34に行くに従って幅が広くなる断面形状を有する成形凸部32を有する成形体31を用いて溝部形成工程が行われる。そのため、絶縁層22の表面25において成形凸部32に対応する位置に、底面部28から開口部24に行くに従って幅が広くなる断面形状を有する溝部26が形成される。そして、このような断面形状の溝部26であれば、溝部26自体が非常に狭くなることもなく、底面部28と側壁との境界部がなす角度も鈍角になる。よって、めっき工程の際にめっき液が溝部26全体に回り込みやすくなり、境界部におけるめっきボイドの発生が防止される。従って、配線が欠損したり、配線基板11が膨れてしまったりする等の不具合が起こりにくくなり、信頼性及び歩留まりを向上することができる。
(1)本実施形態の配線基板11の製造方法では、先端面部33から基端部34に行くに従って幅が広くなる断面形状を有する成形凸部32を有する成形体31を用いて溝部形成工程が行われる。そのため、絶縁層22の表面25において成形凸部32に対応する位置に、底面部28から開口部24に行くに従って幅が広くなる断面形状を有する溝部26が形成される。そして、このような断面形状の溝部26であれば、溝部26自体が非常に狭くなることもなく、底面部28と側壁との境界部がなす角度も鈍角になる。よって、めっき工程の際にめっき液が溝部26全体に回り込みやすくなり、境界部におけるめっきボイドの発生が防止される。従って、配線が欠損したり、配線基板11が膨れてしまったりする等の不具合が起こりにくくなり、信頼性及び歩留まりを向上することができる。
(2)本実施形態の配線基板11の製造方法では、絶縁層22,23を形成するにあたり絶縁樹脂材料として熱硬化性樹脂を使用し、成形体31を用いて熱ナノインプリントによる溝部23の形成を行っている。従って、成形体31に特に光透過性が要求されず、成形体形成材料の選択の幅が大きいという利点がある。
(3)本実施形態では、機械研磨を行った後にさらにケミカル・メカニカル・ポリッシングを行うことにより、導体部27における余剰部分40及び絶縁層22の一部を除去しかつ全体を平坦化している。このため、導体層27や絶縁層22の厚さにばらつきがあったとしても、導体部27の除去残りや過剰除去を起こすことなく、均一厚さで除去することができる。ゆえに、導体部27の除去残りに起因するショートや、導体部27の過剰除去に起因する凹みなどを未然に防止することができる。
なお、本発明の実施の形態は以下のように変更してもよい。
・上記実施形態における溝部26は、底面部28と絶縁層22の表面25とをつなぐ両方の側壁が傾斜していたが、例えば、図11に示す別の実施形態のようにしてもよい。即ちこの実施形態の溝部26Aは、底面部28と絶縁層22の表面25とをつなぐ側壁のうちの一方のみが傾斜している。そのため、これらの溝部26Aを形成するための成形体31Aは、図11に示すような断面形状の成形凸部32Aを備えたものとなっている。
・上記実施形態における溝部26は、底面部28と絶縁層22の表面25とをつなぐ両方の側壁が平面状であったが、例えば、図12に示す別の実施形態のようにしてもよい。即ちこの実施形態の溝部26Bは、底面部28と絶縁層22の表面25とをつなぐ側壁が凹状に湾曲しているため、溝部26Bが椀状の断面形状を有したものとなっている。そのため、これらの溝部26Bを形成するための成形体31Bは、図12に示すような断面形状の成形凸部32Bを備えたものとなっている。
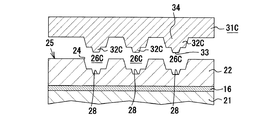
・上記実施形態における溝部26は、平坦かつ単純形状の底面部28を有したものであったが、例えば、図13に示す別の実施形態のようにしてもよい。即ちこの実施形態の溝部26Cは、複雑な段差形状を有する底面部28を有したものとなっている。そのため、これらの溝部26Cを形成するための成形体31Cは、図13に示すような断面形状の成形凸部32Cを備えたものとなっている。
・上記実施形態では、複数の溝部26の深さが均一であったが、均一でなくてもよい。
・上記実施形態では、硬化工程の後かつめっき工程の前に絶縁層22に対するレーザー照射を行ってビア穴41を形成したが、例えば溝部形成工程の後かつ硬化工程の前にこれを行うことも可能である。あるいは、溝部形成工程の前にあらかじめビア穴41を形成することも一応可能である。
・上記実施形態では、めっき工程において溝部26をめっきで埋める際に、穴あけ工程にて形成されたビア穴41もめっきで埋めるようにしたが、別々に埋めるようにしてもよい。
11…配線基板
16,17…配線層
22,23…絶縁層
28…底面部
24…開口部
25…(絶縁層の)表面
26,26A,26B,26C…溝部
27…後に配線層となるべき導体部
31,31A,31B,31C…成形体
32,32A,32B,32C…成形凸部
33…先端面部
34…基端部
40…余剰部分
41…ビア穴
16,17…配線層
22,23…絶縁層
28…底面部
24…開口部
25…(絶縁層の)表面
26,26A,26B,26C…溝部
27…後に配線層となるべき導体部
31,31A,31B,31C…成形体
32,32A,32B,32C…成形凸部
33…先端面部
34…基端部
40…余剰部分
41…ビア穴
Claims (5)
- 絶縁樹脂材料を含む絶縁層上に配線層が形成された配線基板の製造方法であって、
先端面部から基端部に行くに従って幅が広くなる断面形状を有する成形凸部を有する成形体を前記絶縁層の表面に押し付けることにより、前記絶縁層の前記表面において前記成形凸部に対応する位置に、底面部から開口部に行くに従って幅が広くなる断面形状を有する溝部を形成する溝部形成工程と、
前記溝部形成工程の後、前記絶縁層を硬化させる硬化工程と、
前記硬化工程の後、めっきで前記溝部を埋めることにより、後に前記配線層となるべき導体部を形成するめっき工程と
を含む配線基板の製造方法。 - 前記絶縁層を構成する絶縁樹脂材料には光硬化性が付与されており、
前記硬化工程では、前記成形体を前記絶縁層の表面に押し付けた状態で紫外線を照射することにより、前記絶縁層を光硬化させることを特徴とする請求項1に記載の配線基板の製造方法。 - 前記絶縁層を構成する絶縁樹脂材料には熱硬化性が付与されており、
前記硬化工程では、前記成形体を前記絶縁層の表面に押し付けた状態で加熱することにより、前記絶縁層を熱硬化させることを特徴とする請求項1に記載の配線基板の製造方法。 - 前記溝部は断面形状が略台形であることを特徴とする請求項1乃至3のいずれか1項に記載の配線基板の製造方法。
- 前記硬化工程の後かつ前記めっき工程の前に、前記絶縁層に対してレーザー照射を行ってビア穴を形成する穴あけ工程を行い、
前記めっき工程では、前記穴あけ工程にて形成された前記ビア穴と前記溝部とを前記めっきで埋める
ことを特徴とする請求項1乃至4のいずれか1項に記載の配線基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011050891A JP2012190858A (ja) | 2011-03-08 | 2011-03-08 | 配線基板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011050891A JP2012190858A (ja) | 2011-03-08 | 2011-03-08 | 配線基板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012190858A true JP2012190858A (ja) | 2012-10-04 |
Family
ID=47083743
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011050891A Pending JP2012190858A (ja) | 2011-03-08 | 2011-03-08 | 配線基板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012190858A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014141492A1 (ja) * | 2013-03-11 | 2014-09-18 | 日本碍子株式会社 | 回路基板 |
| JP2015053485A (ja) * | 2013-09-06 | 2015-03-19 | インクテック カンパニー, リミテッドInktec Co., Ltd. | 導電性パターンの形成方法及び導電性パターン |
| WO2017038110A1 (ja) * | 2015-08-28 | 2017-03-09 | 日立化成株式会社 | 半導体装置及びその製造方法 |
| JP2017228585A (ja) * | 2016-06-20 | 2017-12-28 | 大日本印刷株式会社 | 配線基板およびその製造方法、ならびに半導体装置の製造方法 |
| JP2017228581A (ja) * | 2016-06-20 | 2017-12-28 | 大日本印刷株式会社 | 配線基板およびその製造方法、ならびに半導体装置の製造方法 |
| CN114071886A (zh) * | 2021-12-24 | 2022-02-18 | 深圳市百柔新材料技术有限公司 | 一种Mini-LED基板精密线路的制作方法 |
| JP2022167400A (ja) * | 2021-04-23 | 2022-11-04 | 昭和電工マテリアルズ株式会社 | 再配線層を形成する方法、及び、半導体パッケージを製造する方法 |
| WO2025192667A1 (ja) * | 2024-03-15 | 2025-09-18 | 株式会社サトー | 導電パターンを備えた基材の製造方法、電子デバイスの製造方法、電磁波シールドフィルムの製造方法、面状発熱体の製造方法および導電パターンを備えた基材 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006339365A (ja) * | 2005-06-01 | 2006-12-14 | Mitsui Mining & Smelting Co Ltd | 配線基板およびその製造方法、多層積層配線基板の製造方法並びにビアホールの形成方法 |
| WO2008023666A1 (en) * | 2006-08-23 | 2008-02-28 | Cluster Technology Co., Ltd. | Wiring board manufacturing method and wiring board |
-
2011
- 2011-03-08 JP JP2011050891A patent/JP2012190858A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006339365A (ja) * | 2005-06-01 | 2006-12-14 | Mitsui Mining & Smelting Co Ltd | 配線基板およびその製造方法、多層積層配線基板の製造方法並びにビアホールの形成方法 |
| WO2008023666A1 (en) * | 2006-08-23 | 2008-02-28 | Cluster Technology Co., Ltd. | Wiring board manufacturing method and wiring board |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014141492A1 (ja) * | 2013-03-11 | 2014-09-18 | 日本碍子株式会社 | 回路基板 |
| JP2015053485A (ja) * | 2013-09-06 | 2015-03-19 | インクテック カンパニー, リミテッドInktec Co., Ltd. | 導電性パターンの形成方法及び導電性パターン |
| WO2017038110A1 (ja) * | 2015-08-28 | 2017-03-09 | 日立化成株式会社 | 半導体装置及びその製造方法 |
| JPWO2017038110A1 (ja) * | 2015-08-28 | 2018-06-07 | 日立化成株式会社 | 半導体装置及びその製造方法 |
| US10388608B2 (en) | 2015-08-28 | 2019-08-20 | Hitachi Chemical Company, Ltd. | Semiconductor device and method for manufacturing same |
| JP2017228585A (ja) * | 2016-06-20 | 2017-12-28 | 大日本印刷株式会社 | 配線基板およびその製造方法、ならびに半導体装置の製造方法 |
| JP2017228581A (ja) * | 2016-06-20 | 2017-12-28 | 大日本印刷株式会社 | 配線基板およびその製造方法、ならびに半導体装置の製造方法 |
| JP2022167400A (ja) * | 2021-04-23 | 2022-11-04 | 昭和電工マテリアルズ株式会社 | 再配線層を形成する方法、及び、半導体パッケージを製造する方法 |
| JP7714905B2 (ja) | 2021-04-23 | 2025-07-30 | 株式会社レゾナック | 再配線層を形成する方法、及び、半導体パッケージを製造する方法 |
| CN114071886A (zh) * | 2021-12-24 | 2022-02-18 | 深圳市百柔新材料技术有限公司 | 一种Mini-LED基板精密线路的制作方法 |
| CN114071886B (zh) * | 2021-12-24 | 2024-04-26 | 深圳市百柔新材料技术有限公司 | 一种Mini-LED基板精密线路的制作方法 |
| WO2025192667A1 (ja) * | 2024-03-15 | 2025-09-18 | 株式会社サトー | 導電パターンを備えた基材の製造方法、電子デバイスの製造方法、電磁波シールドフィルムの製造方法、面状発熱体の製造方法および導電パターンを備えた基材 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012190858A (ja) | 配線基板の製造方法 | |
| US20090314525A1 (en) | Mold for Wiring Substrate Formation and Process for Producing the Same, Wiring Substrate and Process for Producing the Same, Process for Producing Multilayered Laminated Wiring Substrate and Method for Viahole Formation | |
| JP4129971B2 (ja) | 配線基板の製造方法 | |
| JP6996976B2 (ja) | プリント回路基板のための高速インターコネクト | |
| TWI452641B (zh) | Semiconductor wafer packaging method, semiconductor wafer connection method and three-dimensional structure of the system method | |
| TW201816900A (zh) | 玻璃基底的電子封裝與其形成方法 | |
| TW200901409A (en) | Packaging substrate with embedded chip and buried heatsink | |
| JP2006210866A (ja) | プリント基板の製造方法 | |
| KR101382811B1 (ko) | 인쇄회로기판 및 그의 제조 방법 | |
| US7217651B2 (en) | Interconnects with interlocks | |
| WO2013000207A1 (zh) | 金属基电路板及其制造方法 | |
| WO2011096539A1 (ja) | 配線板及びその製造方法 | |
| US20210100095A1 (en) | Component Carrier With Through Hole Extending Through Multiple Dielectric Layers | |
| CN103416109A (zh) | 印刷电路板及其制造方法 | |
| TWI471073B (zh) | 線路基板及其製作方法 | |
| JP5640667B2 (ja) | 回路基板の製造方法 | |
| TWI482549B (zh) | 印刷電路板之製造方法 | |
| CN102131337B (zh) | 线路板及其制程 | |
| KR20080017403A (ko) | 배선 기판 형성용 몰드 및 그 제조 방법, 배선 기판 및 그제조 방법, 다층 적층 배선 기판의 제조 방법 및 비아홀의형성 방법 | |
| TW200522826A (en) | Semiconductor multilayer wiring substrate of coaxial wiring structure and method of fabricating the same | |
| CN103052268B (zh) | 线路结构的制作方法 | |
| TWI657721B (zh) | 線路板、封裝結構及其製造方法 | |
| TW201415599A (zh) | 具有電介質厚度改進控制的多層電子結構 | |
| JP6112658B2 (ja) | 穴上の銅厚が厚い構造を特徴とする回路基板とその製造方法 | |
| JP4191740B2 (ja) | インプリント法を利用した印刷回路基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140226 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150324 |