JP2012182016A - シールド導電体 - Google Patents
シールド導電体 Download PDFInfo
- Publication number
- JP2012182016A JP2012182016A JP2011044283A JP2011044283A JP2012182016A JP 2012182016 A JP2012182016 A JP 2012182016A JP 2011044283 A JP2011044283 A JP 2011044283A JP 2011044283 A JP2011044283 A JP 2011044283A JP 2012182016 A JP2012182016 A JP 2012182016A
- Authority
- JP
- Japan
- Prior art keywords
- caulking
- shield conductor
- cylindrical portion
- braided wire
- shield
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
- Insulated Conductors (AREA)
Abstract
【課題】第1シールド部材と第2シールド部材との接続不良を抑制する。
【解決手段】電線11と、互いに対向配置された一対の平坦壁32,32とこれら一対の平坦壁32,32間を連ねる湾曲した一対の湾曲壁33とからなる扁平な形状の筒部31に電線11が挿通される金属製のブラケット35と、電線11が挿通される編組線38からなり端末部が筒部31に外嵌される第2シールド部材と、筒部31に外嵌された編組線38を外周側からかしめ付けて固定のするカシメリング40とを備えたシールド導電体10であって、平坦壁32,32とカシメリング40との間の編組線38は半田付けされている。
【選択図】図3
【解決手段】電線11と、互いに対向配置された一対の平坦壁32,32とこれら一対の平坦壁32,32間を連ねる湾曲した一対の湾曲壁33とからなる扁平な形状の筒部31に電線11が挿通される金属製のブラケット35と、電線11が挿通される編組線38からなり端末部が筒部31に外嵌される第2シールド部材と、筒部31に外嵌された編組線38を外周側からかしめ付けて固定のするカシメリング40とを備えたシールド導電体10であって、平坦壁32,32とカシメリング40との間の編組線38は半田付けされている。
【選択図】図3
Description
本発明は、シールド導電体に関する。
従来、電線の周囲をシールド部材により包囲して構成されたシールド導電体の前記シールド部材として、金属製の第1シールド部材(シールドシェル)と編組線からなる第2シールド部材とが接続されてなるものがある(下記、特許文献1参照)。このものは、シールドシェル(第1シールド部材)に設けられた筒状の部分に編組線(第2シールド部材)の端末を外嵌し、編組線の外周側からカシメリングでかしめ付けることにより、第1シールド部材と第2シールド部材とを接続している。
ところで、シールド導電体を構成する電線の本数や形状等により、第1シールド部材の筒状の部分が扁平な形状(平たい長円形状)になる場合がある。この場合、上記したように編組線の外周側からカシメリングでかしめ付けを行うと、扁平な筒状の部分の外周のうち、両側の湾曲した部分については強くかしめられ編組線が固定されやすいのに対して、平坦な部分については、その平坦な形状からカシメリングによる締め付けが十分に行われず、第1シールド部材と編組線との抵抗が大きくなったり編組線の引っ張り強度が弱くなること等による第1シールド部材と編組線との接続不良が生じることが懸念される。
本発明は上記のような事情に基づいて完成されたものであって、第1シールド部材と編組線からなる第2シールド部材との接続不良を防止することができるシールド導電体を提供することを目的とする。
本発明は、電線と、互いに対向配置された一対の平坦壁とこれら一対の平坦壁間を連ねる湾曲した一対の湾曲壁とからなる扁平な形状の筒部に前記電線が挿通される金属製の第1シールド部材と、前記電線が挿通される編組線からなり端末部が前記筒部に外嵌される第2シールド部材と、前記筒部に外嵌された前記編組線を外周側からかしめ付けて固定するカシメリングとを備えたシールド導電体であって、前記平坦壁と前記カシメリングとの間の前記編組線はろう接されているところに特徴を有する。
第1シールド部材の筒部に第2シールド部材である編組線を外嵌し、編組線の外周側からカシメリングでカシメ付けて編組線を固定する場合には、平坦壁の部分については、その平坦な形状からカシメリングによる締め付けが十分でないおそれがあるため、編組線の接続不良が懸念される。
一方、本構成によれば、平坦壁とカシメリングとの間の編組線はろう接(ろう付けと半田付けとを含む)されているため、第1シールド部材と編組線からなる第2シールド部材との接続不良を抑制することができる。
上記構成に加えて以下の構成を有すれば好ましい。
(1)前記ろう接は、半田付けである。
ろう接は、半田付けであるため、他のろう材を用いる場合と比較して一般に低融点でろう接作業を行うことができる。
(1)前記ろう接は、半田付けである。
ろう接は、半田付けであるため、他のろう材を用いる場合と比較して一般に低融点でろう接作業を行うことができる。
(2)前記第1シールド部材は、機器のケースに固定されるブラケットである。
(3)前記ろう接は、溶融させたろう材に浸けるフロー方式により行われる。
(4)前記ろう接は、前記平坦壁と前記カシメリングとの間に付着させたペースト状のろう材を熱により溶かすリフロー方式により行われる。
(3)前記ろう接は、溶融させたろう材に浸けるフロー方式により行われる。
(4)前記ろう接は、前記平坦壁と前記カシメリングとの間に付着させたペースト状のろう材を熱により溶かすリフロー方式により行われる。
(5)前記カシメリングは、その軸方向について、前記筒部側に締め付けられるカシメ部と、前記カシメ部よりも前記筒部に対して離間する離間部とを備える。
ろう材を筒部と離間部との間の空間内に付着することで、ろう接作業を容易にすることができる。
(6)前記離間部は、その内径が前記カシメ部から傾斜状に大きくなるように形成されている。
カシメリングの形状を簡素化することができる。
ろう材を筒部と離間部との間の空間内に付着することで、ろう接作業を容易にすることができる。
(6)前記離間部は、その内径が前記カシメ部から傾斜状に大きくなるように形成されている。
カシメリングの形状を簡素化することができる。
本発明によれば、第1シールド部材と第2シールド部材との接続不良を防止することができる。
<実施形態1>
以下、本発明の実施形態1について、図1〜図8を参照して説明する。
シールド導電体は、ハイブリッド自動車や電気自動車等の車両において、インバータ、モータ(ジェネレータ)、バッテリ間等の動力電線として配設される。本実施形態では、インバータ,モータ間に配設されるシールド導電体10について、その端末部がインバータのケース(図示しない)に取り付けられるものについて説明する。以下では、上下方向については、図1を基準とし、前後方向については、図1の左方を前方、右方を後方として説明する。
以下、本発明の実施形態1について、図1〜図8を参照して説明する。
シールド導電体は、ハイブリッド自動車や電気自動車等の車両において、インバータ、モータ(ジェネレータ)、バッテリ間等の動力電線として配設される。本実施形態では、インバータ,モータ間に配設されるシールド導電体10について、その端末部がインバータのケース(図示しない)に取り付けられるものについて説明する。以下では、上下方向については、図1を基準とし、前後方向については、図1の左方を前方、右方を後方として説明する。
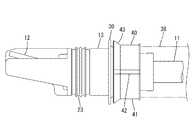
シールド導電体10は、図2に示すように、6本(複数)の電線11と、各電線11の端末にそれぞれ接続された6個(複数)の端子金具12と、各電線11の端末と各端子金具12との接続部分をまとめて覆う合成樹脂製のハウジング13と、ハウジング13に対して外装される金属製のブラケット30(本発明の構成である「第1シールド部材」の一例)と、6本の電線11(電線群)を一括して包囲する編組線38(本発明の構成である「第2シールド部材」の一例)と、編組線38の端末をブラケット30との間で加締めて保持するカシメリング40とから構成される。
各電線11は、芯線の周囲が絶縁被覆(絶縁層)で覆われてなる被覆電線である。
芯線は、多数の金属素線が撚り合わされてなる撚り線が用いられている。6本の電線11は、ハウジング13内に横並びに保持されており、6本の電線11がハウジング13とともにブラケット30に挿通されている。
芯線は、多数の金属素線が撚り合わされてなる撚り線が用いられている。6本の電線11は、ハウジング13内に横並びに保持されており、6本の電線11がハウジング13とともにブラケット30に挿通されている。
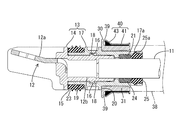
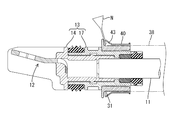
端子金具12は、金属製とされ、図3に示すように、インバータ装置側の相手端子(図示せず)に対して接続可能な機器接続部12aと、電線11の端末に露出した芯線に対してかしめ付けられるバレル部12bとから構成される。
機器接続部12aは、片持ちの板状をなすとともに、その先端部には相手端子に対して固定するためのボルトを挿通可能な貫通孔が形成されている。機器接続部12aは、途中で屈曲されることで、先端部が電線11の軸方向に対して傾斜した姿勢となっている。
機器接続部12aは、片持ちの板状をなすとともに、その先端部には相手端子に対して固定するためのボルトを挿通可能な貫通孔が形成されている。機器接続部12aは、途中で屈曲されることで、先端部が電線11の軸方向に対して傾斜した姿勢となっている。
ハウジング13は、端子金具12及び電線11を保持する合成樹脂製の部材であって、端子金具12及び電線11をモールド成形する第1ハウジング14と、第1ハウジング14に対して外嵌する第2ハウジング17と、ハウジング13と機器のケースとの間に介在して両者間をシール可能なシールリング23と、ハウジング13と各電線11との間に介在して両者間をシール可能な複数のゴム栓24と、ハウジング13から各ゴム栓24を抜け止め可能なゴム栓保持部材25とからなる。
第1ハウジング14の前端部には外方側に段差状に張り出す段差部15が全周に亘って形成されており、この段差部15に第2ハウジング17の前端部が突き当てられる。
第1ハウジング14の上下には、電線11における径方向の外側へ突出する係止凸部16がそれぞれ設けられている。
第1ハウジング14の上下には、電線11における径方向の外側へ突出する係止凸部16がそれぞれ設けられている。
第2ハウジング17は、上記した第1ハウジング14とは別途に樹脂成形される合成樹脂製とされており、全体として前後に開口した略筒状をなし、第1ハウジング14に対して電線11の軸方向に沿って後方から組み付けられるとともに内部に電線11が挿通可能とされる。
第2ハウジング17の内面には、第1ハウジング14の係止凸部16に係止する係止凹部18が設けられている。
第2ハウジング17の内面には、第1ハウジング14の係止凸部16に係止する係止凹部18が設けられている。
第2ハウジング17の前端側の外周面には、シールリング23が装着されるシールリング装着部19が全周に亘って凹設されるとともに、その後方には、ブラケット30の前面が突き当たって位置決めされる位置決め凸部20が全周に亘って形成されている。
シールリング23は、弾縮変形可能なゴム材からなり、シールリング装着部19に沿って扁平な長円形の環状に形成されており、その内外両周面に複数条のリップが前後に並んで設けられている。
シールリング23は、弾縮変形可能なゴム材からなり、シールリング装着部19に沿って扁平な長円形の環状に形成されており、その内外両周面に複数条のリップが前後に並んで設けられている。
第2ハウジング17の後端部の内周面には、ゴム栓24及びゴム栓保持部材25を装着可能な装着凹部21が設けられている。
ゴム栓保持部材25は、横長で途中箇所が窄んだ略瓢箪型をなし、第2ハウジング17の係止孔17aに係止してゴム栓24を抜け止めする係止突部25aが上下にそれぞれ突設されている。
ゴム栓保持部材25は、横長で途中箇所が窄んだ略瓢箪型をなし、第2ハウジング17の係止孔17aに係止してゴム栓24を抜け止めする係止突部25aが上下にそれぞれ突設されている。
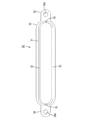
ブラケット30は、金属製とされ、第2ハウジング17に対して後方から外嵌可能とされており、図5に示すように、左右方向に長い扁平な長円形状の筒部31と、径方向(外方)に張り出すフランジ部35とから構成されている。
筒部31は、互いに上下に対向配置された一対の平坦壁32,32と、これら一対の平坦壁32,32の両側で一対の平坦壁32,32間を連ねる湾曲した一対の湾曲壁33,33とからなる。
筒部31は、互いに上下に対向配置された一対の平坦壁32,32と、これら一対の平坦壁32,32の両側で一対の平坦壁32,32間を連ねる湾曲した一対の湾曲壁33,33とからなる。
平坦壁32,32は、ほぼ一定の間隔を空けて、左右方向にほぼ水平に延びている。
湾曲壁33,33は、半円筒形状(半円形状)であって、左右方向に膨らむようにほぼ一定の曲率でU字状に湾曲している。
湾曲壁33,33は、半円筒形状(半円形状)であって、左右方向に膨らむようにほぼ一定の曲率でU字状に湾曲している。
フランジ部35は、筒部31の前端部に全周にわたって形成されている。このフランジ部35のうち、平坦壁32,32に連なる部分(平坦壁の周縁に形成される部分)は、ほぼ一定の突出寸法で外方に張り出しており、湾曲壁33,33に連なる部分(湾曲壁の周縁に形成される部分)は、比較的大きく左右方向に張り出した取付部36とされている。
取付部36は、機器のケースに取り付ける部分であり、取付部36に貫通形成された円形の取付孔36aにボルト等をケースのネジ孔に挿通して締結する。
編組線38は、銅にスズめっきが施された多数本の金属細線を編み込んで構成され、全体として6本の電線11を一括して取り囲むことが可能な横長な筒状に形成されており、電線11の軸方向に沿って延出されている。
編組線38は、銅にスズめっきが施された多数本の金属細線を編み込んで構成され、全体として6本の電線11を一括して取り囲むことが可能な横長な筒状に形成されており、電線11の軸方向に沿って延出されている。
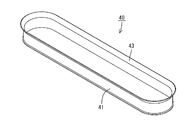
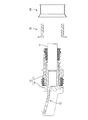
カシメリング40は、例えばアルミニウムやアルミニウム合金からなる金属製とされ、図6に示すように、その軸方向について、筒部31側に編組線38の前端部を挟み込んだ状態で加締め付けるカシメ部41と、カシメ部41よりも筒部31に対して離間する離間部43とから構成されている。
カシメ部41は、カシメ前においては、ブラケット30の筒部31よりもやや大きい長円形状をなし、治具等を用いてかしめ付けられた後は、筒部31の外周の全体に密着するとともに、周径の余った部分は、図1に示すように、2重に重なった折り返し部42として左右にそれぞれ水平に突出する。
離間部43は、図3に示すように、カシメリング40でかしめた際に、筒部31の外面との間にペースト状のクリーム半田を付着させる空間を形成する部分であって、カシメ部41に連なる部分から端部側に向けて所定の傾斜角度で拡径している(カシメ部41から内径が傾斜状に大きくなっている)。
離間部43は、図3に示すように、カシメリング40でかしめた際に、筒部31の外面との間にペースト状のクリーム半田を付着させる空間を形成する部分であって、カシメ部41に連なる部分から端部側に向けて所定の傾斜角度で拡径している(カシメ部41から内径が傾斜状に大きくなっている)。
筒部31とカシメリング40との間に挟み込まれた編組線38は、半田39を用いて半田付けされている。この半田付けの方法については後述する。
カシメリング40により編組線38を挟んでかしめ付けられたブラケット30は、後方からハウジング13に取り付けられている。
カシメリング40により編組線38を挟んでかしめ付けられたブラケット30は、後方からハウジング13に取り付けられている。
本実施形態は以上のような構成であり、続いてその作用を説明する。
電線11の端末に端子金具12を圧着接続し、それらの接続部分の周りに第1ハウジング14をモールド成形する。また、各電線11に第2ハウジング17、ゴム栓24、ブラケット30、編組線38及びカシメリング40を先通ししておき、第2ハウジング17を第1ハウジング14に対して後方から組み付ける。
電線11の端末に端子金具12を圧着接続し、それらの接続部分の周りに第1ハウジング14をモールド成形する。また、各電線11に第2ハウジング17、ゴム栓24、ブラケット30、編組線38及びカシメリング40を先通ししておき、第2ハウジング17を第1ハウジング14に対して後方から組み付ける。
次に、図7に示すように、第2ハウジング17に対してブラケット30を組み付け、編組線38の前端部を筒部31に対して外嵌させるとともに、その編組線38の前端部に対してカシメリング40を外嵌させる。
そして、図8に示すように、編組線38の前端部を筒部31とカシメリング40との間に介在させた状態で、カシメリング40のカシメ部41を外部から治具を使って全周に亘ってかしめ付けると、カシメリング40の左右両側が折り重なって折り返し部42として突出し、筒部31の外周の全周に亘って編組線38が筒部31とカシメリング40との間で挟持される。
なお、このときカシメリング40の離間部43については、カシメ部41の変形に引っ張られる形で湾曲壁33,33側がやや変形する。
そして、図8に示すように、編組線38の前端部を筒部31とカシメリング40との間に介在させた状態で、カシメリング40のカシメ部41を外部から治具を使って全周に亘ってかしめ付けると、カシメリング40の左右両側が折り重なって折り返し部42として突出し、筒部31の外周の全周に亘って編組線38が筒部31とカシメリング40との間で挟持される。
なお、このときカシメリング40の離間部43については、カシメ部41の変形に引っ張られる形で湾曲壁33,33側がやや変形する。
ここで、本実施形態のように、筒部31の形状が、互いに対向配置された一対の平坦壁32,32とこれら一対の平坦壁32,32間を連ねる湾曲した一対の湾曲壁33とからなる扁平な長円形状である場合にカシメリング40でかしめ付けを行うと、両側の湾曲壁33,33については、カシメリング40が編組線38を挟んだ状態で強く湾曲壁33,33側に締め付けられる(密着する)のに対して、平坦壁32,32は、その平坦な形状故に、カシメリング40が編組線38を挟んだ状態で平坦壁32,32側に強く締め付けられない(隙間が生じやすい)。そのため、このままでは、平坦壁32,32と編組線38との間の抵抗上昇や引っ張り強度が弱くなること等により、ブラケット30と編組線38との間の接続不良が生じるおそれがある。
そこで、まずノズルNを筒部31と離間部43との間の空間に進入させ、ペースト状のクリーム半田(はんだの粉末にフラックスを加えて、適当な粘度にしたもの)をノズルNの先端から筒部31と離間部43との間の空間に送出し、ノズルNの先端を移動させて筒部31と離間部43との間の空間の全周に亘って付着させる。
次に、リフロー炉に通すリフロー工程を行うと、図3に示すように、クリーム半田が溶けて筒部31とカシメ部41の間に半田39が浸入し編組線38側に浸み込んでから固化する。これにより、カシメリング40によるかしめ付けの際に平坦壁32,32とカシメリング40との間の締め付けが弱い状態になっていても、半田が編組線38に浸み込んで固化しているため、編組線38がブラケット30に対して電気的に良好に接続された状態に保持される。
次に、リフロー炉に通すリフロー工程を行うと、図3に示すように、クリーム半田が溶けて筒部31とカシメ部41の間に半田39が浸入し編組線38側に浸み込んでから固化する。これにより、カシメリング40によるかしめ付けの際に平坦壁32,32とカシメリング40との間の締め付けが弱い状態になっていても、半田が編組線38に浸み込んで固化しているため、編組線38がブラケット30に対して電気的に良好に接続された状態に保持される。
本実施形態によれば、以下の効果を奏する。
(1)本実施形態によれば、平坦壁32,32とカシメリング40との間の編組線38は、半田付け(ろう接)されているため、ブラケット30(第1シールド部材)と編組線38(第2シールド部材)との接続不良を抑制することができる。
(1)本実施形態によれば、平坦壁32,32とカシメリング40との間の編組線38は、半田付け(ろう接)されているため、ブラケット30(第1シールド部材)と編組線38(第2シールド部材)との接続不良を抑制することができる。
(2)半田付けであるため、他のろう材を用いたろう接と比較して一般に低融点でろう接作業を行うことができる。
(3)カシメリング40は、その軸方向について、筒部31側に締め付けられるカシメ部41と、カシメ部41よりも筒部31に対して離間する離間部43とを備えるため、半田(ろう材)を筒部31と離間部43との間の空間内に付着することで、半田付け(ろう接)作業を容易にすることができる。
(4)離間部43は、その内径がカシメ部41の終端から傾斜状に大きくなるように形成されているため、カシメリング40の形状を簡素化することができる。
(3)カシメリング40は、その軸方向について、筒部31側に締め付けられるカシメ部41と、カシメ部41よりも筒部31に対して離間する離間部43とを備えるため、半田(ろう材)を筒部31と離間部43との間の空間内に付着することで、半田付け(ろう接)作業を容易にすることができる。
(4)離間部43は、その内径がカシメ部41の終端から傾斜状に大きくなるように形成されているため、カシメリング40の形状を簡素化することができる。
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では、筒部31のうち、離間部43に対応する部分の全周に亘って半田を付着させる構成としたが、これに限られず、全周に付着させないものでもよい。例えば、筒部31のうち平坦壁32,32の外周と離間部43の間のみにペースト状のクリーム半田を付着させ、湾曲壁33,33の外周と離間部43との間にはペースト状のクリーム半田を付着させないようにしてもよい。
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では、筒部31のうち、離間部43に対応する部分の全周に亘って半田を付着させる構成としたが、これに限られず、全周に付着させないものでもよい。例えば、筒部31のうち平坦壁32,32の外周と離間部43の間のみにペースト状のクリーム半田を付着させ、湾曲壁33,33の外周と離間部43との間にはペースト状のクリーム半田を付着させないようにしてもよい。
(2)上記実施形態では、筒部31とカシメリング40の間を半田付けする構成としたが、これに限らず、筒部31とカシメリング40の間をろう付けする構成としてもよい。
(3)上記実施形態では、リフロー工程(リフローはんだ付け)により半田(ろう)を筒部31とカシメリング40との間に浸入させるようにしたが、これに限らず、カシメリング40によるかしめ付けを行った後に、フロー工程(フローはんだ付け)により筒部31を溶融はんだ層にどぶ付けして筒部31とカシメリング40との間の編組線38に半田(ろう)を浸入させる(付着させる)構成としてもよい。なお、フロー工程の際に半田を付着させない部分にマスキングをしてもよい。
(3)上記実施形態では、リフロー工程(リフローはんだ付け)により半田(ろう)を筒部31とカシメリング40との間に浸入させるようにしたが、これに限らず、カシメリング40によるかしめ付けを行った後に、フロー工程(フローはんだ付け)により筒部31を溶融はんだ層にどぶ付けして筒部31とカシメリング40との間の編組線38に半田(ろう)を浸入させる(付着させる)構成としてもよい。なお、フロー工程の際に半田を付着させない部分にマスキングをしてもよい。
(4)上記実施形態では、カシメリング40のうち、前端側を離間部43とし、後端側をカシメ部41としたが、これに限らず、前端側をカシメ部とし、後端側を離間部としてもよい。
(5)上記実施形態では、カシメリング40には離間部43を設けたが、離間部43を設けないものでもよい。
(6)上記実施形態では、第1シールド部材としてブラケット35を用いたが、これに限られない。例えば、第1シールド部材としてシールドシェルを用いてもよい。
(7)ろう接は、フロー方式及びリフロー方式に限られず、例えば、糸はんだを用いて手付け(半田ゴテ)により行うものでもよい。
(6)上記実施形態では、第1シールド部材としてブラケット35を用いたが、これに限られない。例えば、第1シールド部材としてシールドシェルを用いてもよい。
(7)ろう接は、フロー方式及びリフロー方式に限られず、例えば、糸はんだを用いて手付け(半田ゴテ)により行うものでもよい。
10…シールド導電体
11…電線
12…端子金具
13…ハウジング
30…ブラケット(第1シールド部材)
31…筒部
32…平坦壁
33…湾曲壁
35…フランジ部
36…取付部
38…編組線(第2シールド部材)
40…カシメリング
41…カシメ部
42…折り返し部
43…離間部
11…電線
12…端子金具
13…ハウジング
30…ブラケット(第1シールド部材)
31…筒部
32…平坦壁
33…湾曲壁
35…フランジ部
36…取付部
38…編組線(第2シールド部材)
40…カシメリング
41…カシメ部
42…折り返し部
43…離間部
Claims (7)
- 電線と、互いに対向配置された一対の平坦壁とこれら一対の平坦壁間を連ねる湾曲した一対の湾曲壁とからなる扁平な形状の筒部に前記電線が挿通される金属製の第1シールド部材と、
前記電線が挿通される編組線からなり端末部が前記筒部に外嵌される第2シールド部材と、
前記筒部に外嵌された前記編組線を外周側からかしめ付けて固定するカシメリングとを備えたシールド導電体であって、
前記平坦壁と前記カシメリングとの間の前記編組線はろう接されているシールド導電体。 - 前記ろう接は、半田付けであることを特徴とする請求項1に記載のシールド導電体。
- 前記第1シールド部材は、機器のケースに固定されるブラケットであることを特徴とする請求項1又は請求項2に記載のシールド導電体。
- 前記ろう接は、溶融させたろう材に浸けるフロー方式により行われることを特徴とする請求項1ないし請求項3のいずれか一項に記載のシールド導電体。
- 前記ろう接は、前記平坦壁と前記カシメリングとの間に付着させたペースト状のろう材を熱により溶かすリフロー方式により行われることを特徴とする請求項1ないし請求項3のいずれか一項に記載のシールド導電体。
- 前記カシメリングは、その軸方向について、前記筒部側に締め付けられるカシメ部と、前記カシメ部よりも前記筒部に対して離間する離間部とを備えることを特徴とする請求項1ないし請求項5のいずれか一項に記載のシールド導電体。
- 前記離間部は、その内径が前記カシメ部から傾斜状に大きくなるように形成されていることを特徴とする請求項6に記載のシールド導電体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011044283A JP2012182016A (ja) | 2011-03-01 | 2011-03-01 | シールド導電体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011044283A JP2012182016A (ja) | 2011-03-01 | 2011-03-01 | シールド導電体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012182016A true JP2012182016A (ja) | 2012-09-20 |
Family
ID=47013054
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011044283A Withdrawn JP2012182016A (ja) | 2011-03-01 | 2011-03-01 | シールド導電体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012182016A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104283086A (zh) * | 2013-07-04 | 2015-01-14 | 住友电装株式会社 | 屏蔽导电体的制造方法 |
| JP2017208499A (ja) * | 2016-05-20 | 2017-11-24 | 株式会社オートネットワーク技術研究所 | 電磁シールド部材、配線モジュール及び電磁シールド部材の製造方法 |
-
2011
- 2011-03-01 JP JP2011044283A patent/JP2012182016A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104283086A (zh) * | 2013-07-04 | 2015-01-14 | 住友电装株式会社 | 屏蔽导电体的制造方法 |
| CN104283086B (zh) * | 2013-07-04 | 2017-01-04 | 住友电装株式会社 | 屏蔽导电体的制造方法 |
| JP2017208499A (ja) * | 2016-05-20 | 2017-11-24 | 株式会社オートネットワーク技術研究所 | 電磁シールド部材、配線モジュール及び電磁シールド部材の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6044475B2 (ja) | シールド導電体の製造方法 | |
| JP5637412B2 (ja) | コネクタ | |
| JP5899593B2 (ja) | 圧着端子付きアルミ電線 | |
| JP5465817B1 (ja) | 圧着端子、接続構造体及びコネクタ | |
| JP5418332B2 (ja) | 端子金具付き電線 | |
| JP6036653B2 (ja) | シールドコネクタ | |
| JP2015201259A (ja) | 圧着端子及び圧着端子と電線の接続構造 | |
| JP5369637B2 (ja) | 端子金具付き電線及びその製造方法 | |
| JP6048328B2 (ja) | シールド導電体とその製造方法 | |
| WO2011118416A1 (ja) | 端子金具付き電線及びその製造方法 | |
| JP5237143B2 (ja) | 電線接続用の端子、電線接続構造および電線と端子の接続方法 | |
| JP2014086152A (ja) | シールドコネクタ | |
| JP2010225529A (ja) | 端子金具付き電線 | |
| JP2012182016A (ja) | シールド導電体 | |
| JP2019096516A (ja) | 端子接続方法 | |
| JP7350193B2 (ja) | 電気エネルギー伝送アルミ部品及びその加工工程 | |
| JP5267104B2 (ja) | 端子金具付き電線 | |
| JP2013235716A (ja) | 端子付電線 | |
| JP5772386B2 (ja) | シールド部材及びシールド導電体 | |
| JP2015220163A (ja) | コネクタ付ワイヤハーネスの防水構造 | |
| JP5971513B2 (ja) | 端子付き電線およびその製造方法 | |
| JP2014099424A (ja) | コネクタ | |
| JP2006164703A (ja) | シールド電線、それと接続される筐体、それらの接続方法、並びにシールド電線ユニット | |
| JP5561030B2 (ja) | コネクタ | |
| JP2016001542A (ja) | 端子付電線 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |