JP2012171659A - 縦型低温液体貯槽の製造方法 - Google Patents
縦型低温液体貯槽の製造方法 Download PDFInfo
- Publication number
- JP2012171659A JP2012171659A JP2011036075A JP2011036075A JP2012171659A JP 2012171659 A JP2012171659 A JP 2012171659A JP 2011036075 A JP2011036075 A JP 2011036075A JP 2011036075 A JP2011036075 A JP 2011036075A JP 2012171659 A JP2012171659 A JP 2012171659A
- Authority
- JP
- Japan
- Prior art keywords
- mirror
- inner tank
- plate
- tank
- liquid storage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000007788 liquid Substances 0.000 title claims abstract description 42
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 15
- 238000010276 construction Methods 0.000 claims abstract description 37
- 238000003466 welding Methods 0.000 claims abstract description 25
- 238000000034 method Methods 0.000 claims description 39
- 238000003860 storage Methods 0.000 claims description 35
- 230000003111 delayed effect Effects 0.000 description 4
- 230000002035 prolonged effect Effects 0.000 description 4
- 101150114468 TUB1 gene Proteins 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000012774 insulation material Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
Images




Abstract
【解決手段】下部鏡3および上部鏡を施工現場Gでそれぞれ地組みする下部鏡形成工程および上部鏡形成工程を有し、下部鏡形成工程および上部鏡形成工程それぞれにおける溶接は、外槽のうち、有頂筒状の屋根側部分21の内部でそれぞれ行う縦型低温液体貯槽の製造方法を提供する。
【選択図】図4
Description
この方法は、平底の金属二重殻構造の低温液体貯槽を形成するものであり、まず、基礎上に組み立てた外槽底板の上に外槽側板を積み上げ方式で組み立てるとともに、該外槽側板の内部で、内槽側板の最上段および内槽屋根を有頂筒状に組み立てる。その後、内槽屋根の上に外槽屋根を載置し、外槽側板を最上段まで組み立てた後、外槽屋根を吊り上げて外槽側板の最上段に取り付けて外槽を形成する。このようにして外槽を形成した後、外槽内で、内槽側板において最上段よりも下側を構成する部分をジャッキアップ工法により組み立てた後、該内槽側板の最下段に内槽底板を取り付けることで、低温液体貯槽を形成する。
また、内槽の地組み作業に際しては溶接作業が必須となるため、一定温度以下(例えば氷点下)の環境では地組み作業をすることが困難であり、外気温が前記一定温度以下になると、工期に影響が生じるおそれがある。
本発明に係る縦型低温液体貯槽の製造方法は、下部鏡および上部鏡を有する内槽と、該内槽を囲繞する外槽とを備える縦型低温液体貯槽を、施工現場で基礎上に形成する製造方法であって、前記下部鏡および前記上部鏡を前記施工現場でそれぞれ地組みする下部鏡形成工程および上部鏡形成工程を有し、前記下部鏡形成工程および前記上部鏡形成工程それぞれにおける溶接は、前記外槽のうち、有頂筒状の屋根側部分の内部で行うことを特徴とする。
また、下部鏡および上部鏡を施工現場でそれぞれ地組みするので、外槽と内槽とを並行して形成することができる。
また、外槽と内槽とを並行して形成することができるので、工期の短期化を図ることができる。
また、下部鏡が有底筒状であるとともに上部鏡が有頂筒状であることから、予め地組みされた下部鏡および上部鏡をそれぞれ基礎上に搬送するときに、各鏡の形状を安定に確保することができる。
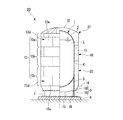
図1に示すように、縦型低温液体貯槽20は、容積が例えば200〜2400キロリットル程度の中型の縦型円筒形液体貯槽であり、常圧断熱式構造となっている。図1に示す1はLNG、液体酸素、液体窒素等の低温液体Lを収容する内槽であり、この内槽1は、有頂筒状の上部鏡板(上部鏡)2と、有底筒状の下部鏡板(下部鏡)3と、その上下の鏡板2,3を結ぶ内槽胴板(内槽胴)4とで形成される。内槽1は円筒状の支持スカート5を介して基礎6上に支持される。
外槽10は、屋根部12と、外槽側板13と、外槽側板13の下端と支持スカート5とを結ぶ逆円錐台状のコーン14と、支持スカート5内に設けられた底板15と、コーン14および底板15の間に介在されるリング状の外槽アニュラープレート16と、で形成される。
また支持スカート5は、上側の内槽スカート部18と下側の外槽スカート部19とに分割されている。これら上下に分割された内槽スカート部18と外槽スカート部19との間に前記外槽アニュラープレート16が介装される。外槽アニュラープレート16は、支持スカート5の内側および外側の両方へ張り出した構造になっている。
また図1に示すように、外槽10、および支持スカート5の外槽スカート部19には、比較的安価でかつ強度を有する炭素鋼が用いられるとともに、外槽側板13は、側板パネル部材13eが外槽側板13の縦方向および周方向に互いに溶接されてなる側板構成筒部13dが、多段(図示の例では6段)に積み重ねられて構成されている。
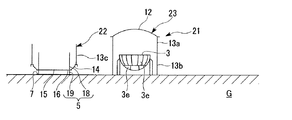
この工程では、まず、ベースプレート7を介して外槽スカート部19を基礎6に固定した後、外部スカート部19に外槽アニュラープレート16を溶接するとともに、該外槽アニュラープレート16に外槽10の底板15を溶接する。
この下部鏡形成工程では、まず、外槽側板13における上段部13aと下段部13cとの間の中段部13b(例えば、積み重ねられた側板構成筒部13dのうちの中央2段)を地組みする。ここで本実施形態では、中段部13bを構成する互いに積み重ねられた複数段の側板構成筒部13d同士は、例えば図示しない治具などにより分離容易に仮接合しておくに留め、非溶接にしておく。なお図示の例では、側板構成筒部13dが2段積み重ねられてなる中段部13bの高さは、該中段部13bの内部に配置された下部鏡板3を、水平方向の外側から覆うことができる程度の高さになっている。
なお、この下部鏡形成工程では、中段部13bの内部で下部鏡パネル部材3eを互いに組み立てるものとしたが、下部鏡パネル部材3eが、水平方向の外側から覆われながら組み立てられるものであれば、これに限られるものではない。例えば、中段部13bが、側板構成筒部13dが3段以上積み重ねられてなる場合、中段部13bを構成する側板構成筒部13dのうち、上段部13c側の2段の側板構成筒部13dを地組みして筒状体を形成し、該筒状体の内部で下部鏡パネル部材3eを互いに組み立ててもよい。
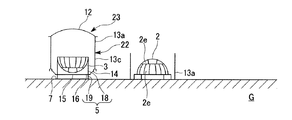
その後、蓋体23を前記底側部分22上に配置するとともに該底側部分22に仮接合し、蓋体23および前記底側部分22に囲繞された状態で、下部鏡板3を内槽スカート部18に溶接する下部鏡溶接工程を行う。
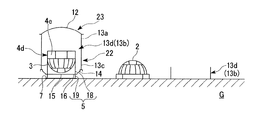
以上により図8に示すように、内槽胴配置工程が終了するとともに、前記底側部分22上に前記中段部13bが配置される。
以上で、内槽胴配置工程および上部鏡配置工程と、屋根側部分配置工程と、が終了する。
そして例えば、外槽10の屋根部12に形成された図示しないマンホールを通して保冷材層11を形成する等して、縦型低温液体貯槽20を形成する。
また、下部鏡板3が有底筒状であるとともに上部鏡板2が有頂筒状であることから、下部鏡収容工程および上部鏡配置工程の際、予め地組みされた下部鏡板3および上部鏡板2をそれぞれ搬送するときに、各鏡板2、3の形状を安定に確保することができる。
例えば、前記実施形態では、内槽胴溶接工程は、前記底側部分22および前記屋根側部分21に囲繞された状態で行うものとしたが、これに限られるものではない。
2 上部鏡板(上部鏡)
3 下部鏡板(下部鏡)
4 内槽胴板(内槽胴)
6 基礎
10 外槽
20 縦型低温液体貯槽
21 屋根側部分
22 底側部分
G 施工現場
Claims (2)
- 下部鏡および上部鏡を有する内槽と、
該内槽を囲繞する外槽とを備える縦型低温液体貯槽を、施工現場で基礎上に形成する製造方法であって、
前記下部鏡および前記上部鏡を前記施工現場でそれぞれ地組みする下部鏡形成工程および上部鏡形成工程を有し、
前記下部鏡形成工程および前記上部鏡形成工程それぞれにおける溶接は、前記外槽のうち、有頂筒状の屋根側部分の内部で行うことを特徴とする縦型低温液体貯槽の製造方法。 - 請求項1記載の縦型低温液体貯槽の製造方法であって、
前記外槽のうち、前記下部鏡が収容される底側部分を前記基礎上に形成する底側部分形成工程と、
該底側部分形成工程の後、前記下部鏡を前記底側部分の内部に収容する下部鏡収容工程と、
前記内槽のうち、前記下部鏡と前記上部鏡とを接続する内槽胴を、前記下部鏡上に配置する内槽胴配置工程と、
前記内槽胴上に前記上部鏡を配置する上部鏡配置工程と、
前記内槽胴と前記上部鏡とを溶接する内槽胴溶接工程とを有し、
該内槽胴溶接工程は、前記底側部分および前記屋根側部分に囲繞された状態で行うことを特徴とする縦型低温液体貯槽の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011036075A JP5743597B2 (ja) | 2011-02-22 | 2011-02-22 | 縦型低温液体貯槽の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011036075A JP5743597B2 (ja) | 2011-02-22 | 2011-02-22 | 縦型低温液体貯槽の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012171659A true JP2012171659A (ja) | 2012-09-10 |
| JP5743597B2 JP5743597B2 (ja) | 2015-07-01 |
Family
ID=46974918
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011036075A Active JP5743597B2 (ja) | 2011-02-22 | 2011-02-22 | 縦型低温液体貯槽の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5743597B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014163141A (ja) * | 2013-02-26 | 2014-09-08 | Nippon Steel & Sumikin Engineering Co Ltd | Lngタンクの組立方法及びその方法で組み立てられたlngタンク |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59138671A (ja) * | 1983-01-28 | 1984-08-09 | 甲陽建設工業株式会社 | 二重殻貯槽の構築方法 |
| JPH1037513A (ja) * | 1996-07-29 | 1998-02-10 | Ishii Iron Works Co Ltd | 二重殻低温タンクの建設工法 |
| JP2768895B2 (ja) * | 1993-12-27 | 1998-06-25 | 川崎重工業株式会社 | 舶用球形タンクの建造方法 |
| JP2004211759A (ja) * | 2002-12-27 | 2004-07-29 | Ishii Iron Works Co Ltd | 縦置二重殻円筒形低温貯槽 |
-
2011
- 2011-02-22 JP JP2011036075A patent/JP5743597B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59138671A (ja) * | 1983-01-28 | 1984-08-09 | 甲陽建設工業株式会社 | 二重殻貯槽の構築方法 |
| JP2768895B2 (ja) * | 1993-12-27 | 1998-06-25 | 川崎重工業株式会社 | 舶用球形タンクの建造方法 |
| JPH1037513A (ja) * | 1996-07-29 | 1998-02-10 | Ishii Iron Works Co Ltd | 二重殻低温タンクの建設工法 |
| JP2004211759A (ja) * | 2002-12-27 | 2004-07-29 | Ishii Iron Works Co Ltd | 縦置二重殻円筒形低温貯槽 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014163141A (ja) * | 2013-02-26 | 2014-09-08 | Nippon Steel & Sumikin Engineering Co Ltd | Lngタンクの組立方法及びその方法で組み立てられたlngタンク |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5743597B2 (ja) | 2015-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9664338B2 (en) | Method for constructing low-temperature tank and low-temperature tank | |
| JP5732262B2 (ja) | 円筒型タンクの構築方法 | |
| CN100561035C (zh) | 用于存储低温流体的箱和制造流体密封箱的方法 | |
| US20150267434A1 (en) | Method for constructing cylindrical tank | |
| JP5743597B2 (ja) | 縦型低温液体貯槽の製造方法 | |
| JP2015048621A (ja) | 低温貯槽の建設方法及び低温貯槽 | |
| US11078011B2 (en) | Container, produced from a spiral-shaped, bent sheet strip | |
| JP2004211759A (ja) | 縦置二重殻円筒形低温貯槽 | |
| JP5672787B2 (ja) | 円筒型タンクの構築方法 | |
| JP6371169B2 (ja) | 貯留槽の構築方法 | |
| KR20090131672A (ko) | 접합 및 용접 프로파일 | |
| JP6136606B2 (ja) | 貯蔵タンクの施工方法 | |
| CN105164458A (zh) | 用于制造基本上不可渗透的壁的系统和方法 | |
| JP4611505B2 (ja) | 貯蔵タンク及び貯蔵タンクの施工方法 | |
| JP2014163141A (ja) | Lngタンクの組立方法及びその方法で組み立てられたlngタンク | |
| CN111774745B (zh) | 一种低压储罐罐体内外组合提升方法 | |
| JP5538151B2 (ja) | 杭と鉄骨柱との接合構造 | |
| JPH10264990A (ja) | 平底円筒形タンク | |
| JP2018059300A (ja) | タンクの構築方法 | |
| JP6144949B2 (ja) | 平底円筒タンクの耐震補強装置及びその補強方法 | |
| JP2017179827A (ja) | 地中埋設された容積構造体の補強構造 | |
| KR101978405B1 (ko) | 육상용 액화가스 저장탱크의 시공방법 | |
| JP6778487B2 (ja) | 貯槽のノズル支持構造 | |
| FR3089595A1 (fr) | Réservoir de stockage d’un fluide sous pression avec une couche d’isolation thermique interne | |
| WO2013182771A1 (fr) | Toit de cuve etanche et thermiquement isolee |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20130529 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140117 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20140117 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20140331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150401 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150428 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5743597 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |