JP2012167349A - 電着方法及び電着装置 - Google Patents
電着方法及び電着装置 Download PDFInfo
- Publication number
- JP2012167349A JP2012167349A JP2011030769A JP2011030769A JP2012167349A JP 2012167349 A JP2012167349 A JP 2012167349A JP 2011030769 A JP2011030769 A JP 2011030769A JP 2011030769 A JP2011030769 A JP 2011030769A JP 2012167349 A JP2012167349 A JP 2012167349A
- Authority
- JP
- Japan
- Prior art keywords
- plate portion
- electrodeposition
- bottom plate
- boundary
- conductive member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Paints Or Removers (AREA)
Abstract
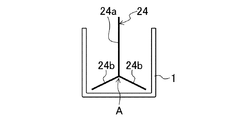
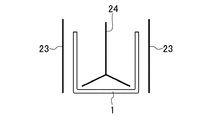
【解決手段】底板部と該底板部の両端から上方へ延びる2つの側板部とを少なくとも備えた導電性部材1に電着により塗料を塗布する電着方法であって、電着槽の塗液の中に導電性部材と対向電極とを浸漬する工程と、導電性部材と対向電極との間に電流を流して塗料を塗布する塗布工程とを含み、対向電極24は、主板部とその一端部Aから2つに分かれて延びる2つの枝分かれ板部とを備えており、塗布工程では、主板部のうち一端部Aが底板部に最も近く位置し且つ主板部の両面が側板部の内面にそれぞれ相対するように置かれ、2つの枝分かれ板部は底板部と前記2つの側板部との境のそれぞれに向かって延び、一端部Aと底板部との間の距離よりも枝分かれ板部の先端と底板部との間の距離の方が小さい形状を有している。
【選択図】図6
Description
<塗布対象>
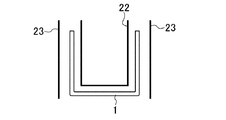
実施形態1では、図1に示す溝状の導電性部材1に電着塗装を行った。この導電性部材1は、底板部11の両端から、2つの側板部12a,12bが上方へ延びている形状を有している。底板部11と側板部12a,12bとは略直角に繋がっており、その90°を成している角部分をコーナー部13a,13bとした。導電性部材1は金属板を折り曲げて作られている。
本実施形態に用いる電着塗料は、特許文献2に記載されている塗料である。具体的には、この電着塗料組成物は、分子骨格(すなわちポリイミドの主鎖)中にシロキサン結合(−Si−O−)を有し、分子中にアニオン性基を有するブロック共重合ポリイミドを樹脂成分として含有する。
先ず、上記の重合反応を経て得られたブロック共重合ポリイミドを含む重合反応後組成物(すなわち、ブロック共重合ポリイミドと水溶性極性溶媒とを含み、ブロック共重合ポリイミドの含有量が15〜25重量%の組成物)を加熱溶融する。ここでの加熱温度は通常50〜180℃程度、好ましくは60〜160℃程度である。加熱温度が50℃未満では、ブロック共重合ポリイミドが溶解せず、他の溶媒と分散しにくい傾向となり、180℃を超えると、加水分解を起こし、分子量が低下する傾向となる。
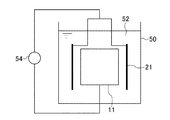
本実施形態の電着塗料用組成物の電着方法は、導電性部材(被電着物)を、電着塗料用組成物が入れられた電着槽の中に浸漬し、導電性部材を陽極とし、電着槽内に入れられた対向電極を陰極として電流を通じて該導電性部材上にポリイミド塗膜を成長させればよい。
平板状の導電性部材に電着塗装を行う場合は、対向電極である陰極を2つ、平板状の導電性部材の両面側にそれぞれ設置すれば、両面および切り抜かれた切断面に略均一な厚みとなるように塗布が行われる。
実施形態2に係る対向電極の一部は、図8に示すように主板部31と境界補助部である棒状のコーナー電極32,32である。その他の対向電極は実施形態1と同じである。主板部31は一枚の金属板であって、2つの側板部の中間地点に2つの側板部に平行に置かれている。コーナー電極32,32はコーナー部に置かれ、底板部と側板部との境界に沿って延びている。導電性部材1の形状・構成、電着槽等の構成・条件等は実施形態1と略同じである。
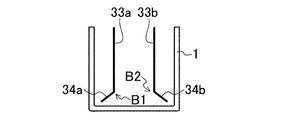
実施形態3に係る対向電極の一部は、図9に示すように主板部33a及び主板部33aの底板側端部B1から導電性部材1のコーナー部へ延びる境界補助部34aと、主板部33b及び主板部33bの底板側端部B2から導電性部材1のコーナー部へ延びる境界補助部34bである。これら一対の対向電極は同じ形状を有している。その他の対向電極は実施形態1と同じである。主板部33a、33bはそれぞれ一枚の金属板であって、2つの側板部にそれぞれ面するように置かれている。境界補助部34a,34bは主板部33a,33bに対して所定の角度を成している。本実施形態の導電性部材1の内側に入れられた対向電極は、実施形態1の対向電極の主板部24aを2枚に剥いで平行に離間させた形状となっている。導電性部材1の形状・構成、電着槽等の構成・条件等は実施形態1と略同じである。
実施形態4に係る対向電極の一部は、図10に示すように主板部35a及び主板部35aの底板側端部C1から導電性部材1のコーナー部へ延びる境界補助部36aと、主板部35b及び主板部35bの底板側端部C2から導電性部材1のコーナー部へ延びる境界補助部36bと、2つの主板部35a,35bの端部C1,C2を連結する連結板部37とからなる。本実施形態の対向電極は、実施形態3の導電性部材1の内側に入れられた対向電極に連結板部37を加えた形状である。導電性部材1の形状・構成、電着槽等の構成・条件等は実施形態1と略同じである。
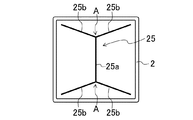
実施形態5に係る導電性部材は、図11に示すように横断面が矩形の金属製パイプ(筒)である。そして、導電性部材2の筒内に配置する対向電極25は、実施形態1のY字型の対向電極24を2つ、一端部Aとは反対側の端部同士で連結した形状を有している。即ち、対向電極25は、主板部25aの両端部A、Aからそれぞれ2つずつ枝分かれ板部25b,25b,・・が導電性部材2のコーナー部に延びている形状を有している。その他の対向電極、電着槽等の構成・条件等は実施形態1と同じである。
上述の実施形態は本発明の例示であって、本発明はこれらの例に限定されない。導電性部材は、金属製に限定されず、表面に導電性を有している部材であればよい。実施形態1の導電性部材の側板部は底板部から垂直に延びていなくてもよく、例えば底板部と側板部とのなす角が45°〜140°であれば構わない。側板部や底板部が曲がっていたり、湾曲していても構わない。その際、底板部と側板部とのなす角が鋭角になるほど内側の被膜は他の部分よりも薄くなるため、鋭角な側に対する枝分かれ板部の先端と底板部との距離をより近づける必要がある。また、枝分かれのある電極の主板部は、それぞれの側板に対し影響が等しくなるよう、できるだけ等距離の位置に設置するのが好ましい。実施形態5の導電性部材も4つの角が90°である必要はない。さらに、実施形態5の導電性部材は横断面が多角形の筒であれば良く、三角形から八角形の筒であれば好ましい。
2 導電性部材
11 底板部
12a,12b 側板部
21 対向電極
23 外部対向電極
24 Y字型の対向電極
24a 主板部
24b 枝分かれ板部(境界補助部)
25 対向電極
25a 主板部
25b 枝分かれ板部
31 主板部
32 コーナー電極(境界補助部)
33a、33b 主板部
34a、34b 境界補助部
35a、35b 主板部
36a、36b 境界補助部
37 連結板部
50 電着槽
52 塗液
54 電源
Claims (13)
- 底板部と該底板部の両端から上方へ延びる2つの側板部とを少なくとも備えた導電性部材に電着により塗料を塗布する電着方法であって、
塗液が入れられた電着槽を用意する工程と、
前記電着槽の前記塗液の中に、前記導電性部材と複数の対向電極とを浸漬する工程と、
前記導電性部材と前記対向電極との間に電流を流して塗料を塗布する塗布工程と、
前記塗料が塗布された前記導電性部材を前記塗液から取り出す工程と
を含み、
前記対向電極には、前記側板部に面するように配置される主板部と、該主板部よりも前記底板部と前記側板部との境界部分に近い位置に配置される境界補助部とが含まれている、電着方法。 - 前記境界補助部は、前記主板部の一端部Aから2つに分かれて延びる2つの枝分かれ板部であり、
前記塗布工程において、前記主板部のうち前記一端部Aが前記底板部に最も近く位置し且つ前記主板部の両面が前記2つの側板部の内面にそれぞれ相対するように置かれるとともに、前記2つの枝分かれ板部は前記底板部と前記2つの側板部との境のそれぞれに向かって延び、前記一端部Aと前記底板部との間の距離よりも前記枝分かれ板部の先端と前記底板部との間の距離の方が小さい形状を有している、請求項1に記載されている電着方法。 - 前記境界補助部は、前記底板部と前記側板部との境界部分に沿って延びるように配置された棒状の電極からなる、請求項1に記載されている電着方法。
- 前記主板部は、2つの前記側板部に対してそれぞれ1つずつ存しており、
前記境界補助部は、前記主板部の前記底板部側の端部Bから前記底板部と前記側板部との境界部分に向かって延びている、請求項1に記載されている電着方法。 - 2つの前記主板部の前記端部B同士を連結している連結板部をさらに備えている、請求項4に記載されている電着方法。
- 前記塗料は、分子骨格中にシロキサン結合を有し、分子中にアニオン性基を有するブロック共重合ポリイミドを樹脂成分として含有している、請求項1から5のいずれか一つに記載されている電着方法。
- 前記導電性部材は、横断面が多角形の筒である、請求項1から6のいずれか一つに記載されている電着方法。
- 前記導電性部材は、横断面が四角形の筒である、請求項7に記載されている電着方法。
- 電着槽と複数の対向電極と電源とを備え、導電性部材に電着により塗料を塗布する電着装置であって、
前記導電性部材は、底板部と該底板部の両端から上方へ延びる2つの側板部とを少なくとも備えており、
前記対向電極には、前記側板部に面するように配置される主板部と、該主板部よりも前記底板部と前記側板部との境界部分に近い位置に配置される境界補助部とが含まれている、電着装置。 - 前記境界補助部は、前記主板部の一端部Aから2つに分かれて延びる2つの枝分かれ板部であり、
前記塗布工程において、前記主板部のうち前記一端部Aが前記底板部に最も近く位置し且つ前記主板部の両面が前記2つの側板部の内面にそれぞれ相対するように置かれるとともに、前記2つの枝分かれ板部は前記底板部と前記2つの側板部との境のそれぞれに向かって延び、前記一端部Aと前記底板部との間の距離よりも前記枝分かれ板部の先端と前記底板部との間の距離の方が小さい形状を有している、請求項9に記載されている電着装置。 - 前記境界補助部は、前記底板部と前記側板部との境界部分に沿って延びるように配置された棒状の電極からなる、請求項9に記載されている電着装置。
- 前記主板部は、2つの前記側板部に対してそれぞれ1つずつ存しており、
前記境界補助部は、前記主板部の前記底板部側の端部Bから前記底板部と前記側板部との境界部分に向かって延びている、請求項9に記載されている電着装置。 - 2つの前記主板部の前記端部B同士を連結している連結板部をさらに備えている、請求項9に記載されている電着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011030769A JP5657417B2 (ja) | 2011-02-16 | 2011-02-16 | 電着方法及び電着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011030769A JP5657417B2 (ja) | 2011-02-16 | 2011-02-16 | 電着方法及び電着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012167349A true JP2012167349A (ja) | 2012-09-06 |
| JP5657417B2 JP5657417B2 (ja) | 2015-01-21 |
Family
ID=46971763
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011030769A Active JP5657417B2 (ja) | 2011-02-16 | 2011-02-16 | 電着方法及び電着装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5657417B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022075378A1 (ja) * | 2020-10-07 | 2022-04-14 | 株式会社アイシン | コイル製造方法 |
| WO2023112603A1 (ja) * | 2021-12-13 | 2023-06-22 | 株式会社アイシン | コイル製造装置及びコイル製造方法 |
| WO2024125357A1 (zh) * | 2022-12-12 | 2024-06-20 | 合肥汉之和新材料科技有限公司 | 一种金属连接构件 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5448837A (en) * | 1977-08-01 | 1979-04-17 | Cepem | Enamel coating applicator |
| JPS5647598A (en) * | 1979-09-25 | 1981-04-30 | Kawasaki Steel Corp | Anode for plating inner surface of rectangular pipe |
| JPS5647592A (en) * | 1979-09-25 | 1981-04-30 | Satoosen:Kk | Plating method of inner surface of casting mold for continuous casting |
| JP2005162954A (ja) * | 2003-12-05 | 2005-06-23 | Pi R & D Co Ltd | 電着塗料組成物及びそれを用いた電着方法 |
| WO2008139990A1 (ja) * | 2007-05-07 | 2008-11-20 | Mitsubishi Cable Industries, Ltd. | 電着塗料組成物及び電着方法 |
| JP2010106340A (ja) * | 2008-10-31 | 2010-05-13 | Mitsubishi Cable Ind Ltd | 絶縁部材の製造方法 |
-
2011
- 2011-02-16 JP JP2011030769A patent/JP5657417B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5448837A (en) * | 1977-08-01 | 1979-04-17 | Cepem | Enamel coating applicator |
| JPS5647598A (en) * | 1979-09-25 | 1981-04-30 | Kawasaki Steel Corp | Anode for plating inner surface of rectangular pipe |
| JPS5647592A (en) * | 1979-09-25 | 1981-04-30 | Satoosen:Kk | Plating method of inner surface of casting mold for continuous casting |
| JP2005162954A (ja) * | 2003-12-05 | 2005-06-23 | Pi R & D Co Ltd | 電着塗料組成物及びそれを用いた電着方法 |
| WO2008139990A1 (ja) * | 2007-05-07 | 2008-11-20 | Mitsubishi Cable Industries, Ltd. | 電着塗料組成物及び電着方法 |
| JP2010106340A (ja) * | 2008-10-31 | 2010-05-13 | Mitsubishi Cable Ind Ltd | 絶縁部材の製造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022075378A1 (ja) * | 2020-10-07 | 2022-04-14 | 株式会社アイシン | コイル製造方法 |
| JP2022061849A (ja) * | 2020-10-07 | 2022-04-19 | 株式会社アイシン | コイル製造方法 |
| CN116324043A (zh) * | 2020-10-07 | 2023-06-23 | 株式会社爱信 | 线圈制造方法 |
| US20230378857A1 (en) * | 2020-10-07 | 2023-11-23 | Aisin Corporation | Method for manufacturing coil |
| JP7388328B2 (ja) | 2020-10-07 | 2023-11-29 | 株式会社アイシン | コイル製造方法 |
| US12348092B2 (en) | 2020-10-07 | 2025-07-01 | Aisin Corporation | Method for manufacturing coil |
| WO2023112603A1 (ja) * | 2021-12-13 | 2023-06-22 | 株式会社アイシン | コイル製造装置及びコイル製造方法 |
| JP7655403B2 (ja) | 2021-12-13 | 2025-04-02 | 株式会社アイシン | コイル製造装置及びコイル製造方法 |
| WO2024125357A1 (zh) * | 2022-12-12 | 2024-06-20 | 合肥汉之和新材料科技有限公司 | 一种金属连接构件 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5657417B2 (ja) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5513109B2 (ja) | 電着塗料組成物及び電着方法 | |
| JP5422381B2 (ja) | 絶縁部材 | |
| JP5464838B2 (ja) | 絶縁部材の製造方法 | |
| JP5296493B2 (ja) | 絶縁部材 | |
| JP5708778B1 (ja) | ポリイミド前駆体組成物の製造方法 | |
| US4019877A (en) | Method for coating of polyimide by electrodeposition | |
| JP6750146B2 (ja) | 電着用ポリイミド及びそれを含む電着塗料組成物 | |
| JP5624716B2 (ja) | プローブピンおよびその絶縁処理方法 | |
| JP6427904B2 (ja) | ポリイミド前駆体組成物、ポリイミド成形体の製造方法、及びポリイミド成形体 | |
| JP5657417B2 (ja) | 電着方法及び電着装置 | |
| JP5555063B2 (ja) | ポリイミド電着塗料及びその製造方法 | |
| JP4594615B2 (ja) | 絶縁電線及び絶縁コイル | |
| JP5399685B2 (ja) | リード線付き電子部品およびリード線の絶縁被覆方法 | |
| JP2005162954A (ja) | 電着塗料組成物及びそれを用いた電着方法 | |
| JP5768926B2 (ja) | ポリイミド前駆体組成物、ポリイミド前駆体組成物の製造方法、ポリイミド成形体の製造方法、ポリイミド成形体、液晶配向膜、パッシベーション膜、電線被覆材、及び接着膜 | |
| JP5551523B2 (ja) | ポリイミド電着塗料の製造方法 | |
| JP2013234257A (ja) | 電着塗料組成物および電着方法、ならびに絶縁部材 | |
| JP4737938B2 (ja) | コイル用リング状絶縁板の製造方法 | |
| JP5876176B2 (ja) | 電着塗料組成物及びそれを用いた絶縁部材 | |
| JPH09124978A (ja) | 電着塗料組成物 | |
| JP2013035997A (ja) | 電着塗料組成物及びそれを用いた絶縁部材 | |
| JP6427903B2 (ja) | ポリイミド前駆体組成物、ポリイミド成形体の製造方法、及びポリイミド成形体 | |
| JP5683943B2 (ja) | プローブピン及びプローブピンの製造方法 | |
| JP5363067B2 (ja) | 加熱ローラ | |
| JP2012138289A (ja) | 絶縁導体、その製造方法及びこれを用いたコイル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20121107 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131031 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140820 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140826 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141003 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141126 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5657417 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |