JP2012116583A - シート供給装置 - Google Patents
シート供給装置 Download PDFInfo
- Publication number
- JP2012116583A JP2012116583A JP2010266019A JP2010266019A JP2012116583A JP 2012116583 A JP2012116583 A JP 2012116583A JP 2010266019 A JP2010266019 A JP 2010266019A JP 2010266019 A JP2010266019 A JP 2010266019A JP 2012116583 A JP2012116583 A JP 2012116583A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- sheets
- mold
- feeding
- synthetic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
【課題】合成樹脂の成形金型間へ異なる機能を有する複数のシートを同時に供給し、得られる成形品の表面に複数の異なる装飾や機能を施すことができ、更に各シートの供給量を個別に制御して各シートの機能に応じた適切なシート供給が行えるシート供給装置を提供する。
【解決手段】合成樹脂を成形する型開き状態の金型11、12間の可動型11と合成樹脂の間に複数のシートを同時に供給するシート供給装置1であって、シート移送方向Dにおける金型10よりも上流側に、シート数に対応する複数のシート送り装置20A、20Bを少なくとも備え、各シート送り装置は、回転可能に支持されたシートロールFR、CRからシートを送り出す送りローラ23A、23Bと、送りローラを回転駆動する駆動装置24A、24Bと、を少なくとも備える。
【選択図】図1
【解決手段】合成樹脂を成形する型開き状態の金型11、12間の可動型11と合成樹脂の間に複数のシートを同時に供給するシート供給装置1であって、シート移送方向Dにおける金型10よりも上流側に、シート数に対応する複数のシート送り装置20A、20Bを少なくとも備え、各シート送り装置は、回転可能に支持されたシートロールFR、CRからシートを送り出す送りローラ23A、23Bと、送りローラを回転駆動する駆動装置24A、24Bと、を少なくとも備える。
【選択図】図1
Description
本発明は、合成樹脂と金型の間に複数のシートを同時に供給するシート供給装置に関する。
女性用化粧品等の分野では、質感等を高めるために、小物トレイ等の合成樹脂製の成形品の表面に合成皮革等の積層や転写箔による転写を施すことが行なわれている。さらに装飾性を高めるために、合成樹脂成形品の表面に模様や凹凸等の装飾を施している。
このように合成樹脂成形品に加飾する場合は、旧来は、金型のキャビティ内面に模様や凹凸等の彫刻を施すことが主流であった。しかし、模様等の装飾を変更する場合には、新たに金型を作製する必要があり、汎用性に劣り、製造コストが増大していた。
そこで本発明者等は、金型内に布地を張設して合成樹脂を射出成形し、得られた成形品から布地を剥離することにより、成形品表面に布地の模様もしくは凹凸を転写する技術を提案している(特許文献1参照)。
さらに本発明者等は、金型内に絵柄付きの転写フィルムと繊維材料を重合して配設して合成樹脂を射出成形し、得られた成形品から転写フィルムのキャリアシートと繊維材料を剥離することにより、成形品表面に絵柄と繊維模様を同時に転写する技術を提案している(特許文献2参照)。
一方、転写フィルム等のシートを金型間へ連続供給する技術としては、例えば、金型の上部にシートを繰り出す繰り出しローラを配置し、下部にシートを巻き取る巻き取りローラを配置して、ガイドロールを介してシートを送る技術が提案されている(特許文献3参照)。
また、金型の上下に、転写フィルム等のシートを繰り出す繰り出しローラと、シートを巻き取る巻き取りローラとをそれぞれ2基ずつ横列配置し、合成樹脂の射出口を工夫することによりシートに穴を開けないで、成形品の両面に転写層を転写する両面インモールド転写成形方法が提案されている(特許文献4参照)。
ところで、特許文献1及び特許文献2に記載の転写成形技術は、金型内に布地や転写フィルム、繊維材料を配設して合成樹脂を射出成形する方法であり、シートの連続供給については開示されていない。
また、特許文献3のシート送り技術は、金型の上下に繰り出しローラと巻き取りローラとをそれぞれ1基ずつ配置しており、金型間へ一帯のシートのみを連続供給することを企図した技術である。したがって、金型間へ複数のシートを同時に供給することはできなかった。
さらに、特許文献4のシート送り技術は、成形品の両面に転写箔を転写する両面インモールド転写成形を企図した技術である。したがって、成形品の片側の表面に複数のシートを同時に供給して異なる複数の装飾を施すことは想定されていない。
即ち、特許文献3及び特許文献4のシート送り技術では、例えば、特許文献2のように絵柄付きの転写フィルムと繊維材料を同時に供給して、合成樹脂成形品の片側表面に絵柄と繊維模様とを同時に転写することはできなかった。
そこで本発明の目的は、合成樹脂と金型の間へ複数のシートを同時に供給することにより、得られる成形品の表面に、複数の異なる装飾を施したり、複数のスキン層を形成したりすることができ、さらに各シートの供給量を個別に制御して各シートの機能に応じた適切なシート供給が行えるシート供給装置を提供することにある。
上記の目的を達成すべく成された本発明の構成は以下の通りである。
即ち、本発明に係るシート供給装置は、合成樹脂と金型の間へ複数のシートを同時に供給するシート供給装置であって、
上記シートの移送方向における上記金型よりも上流側に、前記シートの数に対応する複数のシート送り装置を少なくとも備え、
各シート送り装置は、
回転可能に支持されたシートロールからシートを送り出す送りローラと、
該送りローラを回転駆動する駆動装置と、
を少なくとも備えていることを特徴とするシート供給装置である。
上記シートの移送方向における上記金型よりも上流側に、前記シートの数に対応する複数のシート送り装置を少なくとも備え、
各シート送り装置は、
回転可能に支持されたシートロールからシートを送り出す送りローラと、
該送りローラを回転駆動する駆動装置と、
を少なくとも備えていることを特徴とするシート供給装置である。
上記シート供給装置の構成において、上記送りローラの各駆動装置は、上記シートのそれぞれのシート供給量を個別に制御する制御装置を備えた制御系に接続されていることが好ましい。
さらに、上記複数のシート送り装置に加え、上記シート移送方向における上記金型よりも下流側に、上記シートの数に対応する複数のシート巻き取り装置を備えていてもよい。
そして、各シート巻き取り装置は、自重で降下してシートに張力を付与する上下方向へ移動可能なスライドローラを備えていることが好ましい。
本発明によれば、合成樹脂と金型の間へ複数のシートを同時に供給することにより、得られる成形品の表面に、複数の異なる装飾を施したり、複数のスキン層を形成したりすることができる。さらに、各シートの供給量を個別に制御することにより、各シートの機能に応じた適切なシート供給が行えるという優れた効果を発揮する。
以下、図面を参照して、本発明の実施の形態を説明するが、本発明はこれらの実施形態に限定されない。なお、本明細書で特に図示または記載されない部分に関しては、当該技術分野の周知または公知技術を適用する。
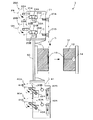
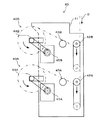
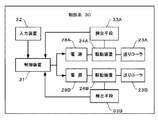
まず、図1から図4を参照して、本発明に係るシート供給装置の一実施形態について説明する。図1は、本発明に係るシート供給装置の一実施形態の側面外観を模式的に示す概略図である。図2は、本実施形態のシート供給装置を構成する送り側装置を拡大して示す概略図である。図3は、本実施形態のシート供給装置を構成する巻き取り側装置を拡大して示す概略図である。図4は、本実施形態のシート供給装置における送り側装置に備えられた制御系を示すブロック図である。
図1および図2に示すように、本実施形態のシート供給装置1は、合成樹脂と金型の間へ複数のシートを同時に供給する装置である。
本実施形態の金型10は、キャビティ13内で合成樹脂を射出成形する成形金型であり、可動型11と固定型12とから成っている。固定型12には、合成樹脂をキャビティ13内へ射出する射出口14が設けられている。なお、可動型11と固定型12は逆に設けてもよい。また、本実施形態では、一方の型が固定型であるが、双方が可動型であっても構わない。また射出口14は、可動型11に設けられていても構わない。さらに、キャビティ13の形状は図示を簡単にするための例示であって、実際のものとは異なる。
本実施形態の金型10は、射出成形金型に限定されず、熱成形金型等の他の成形方法を実施する成形金型であってもよい。本実施形態では、型開き状態の金型11、12間の可動型11と合成樹脂の間へ複数のシートを同時に供給するので、射出成形または熱成形等の成形方法において、インサート成形またはインモールド成形を実施することになる。
本発明で用いるシートは、所望のスキン層を形成し得るシートまたは成形表面に所望の意匠を付与し得るシートであり、例えば、合成樹脂シート等のインサートシート、転写層を転写する転写シート、織物、編物等の布地等のそれ自身の凹凸パターンを転写する凹凸パターン形成シート等が挙げられる。シートの組み合わせは特に限定されないが、異なる機能を有する複数のシートを組み合わせることが好ましく、例えば合成樹脂側から順に、インサートシート/凹凸パターン形成シート、転写シート/凹凸パターン形成シート、インサートシート/転写シート、インサートシート/転写シート/凹凸パターン形成シート等の組み合わせが挙げられる。
シート移送方向Dにおける金型10よりも上流側には、移送するシートの数に対応する複数のシート送り装置20が備えられている。本実施形態では、金型11、12間に、転写シートFと、凹凸パターン形成シートCとしての布地シートとを同時に供給する。したがって、シート送り装置20は、転写シートFを送り出す転写シート用シート送り装置20Aと、凹凸パターン形成シートCを送り出す凹凸パターン形成シート用シート送り装置20Bとの2組が備えられている。具体的には、上記可動型11の上部に配置された装置基台21に、転写シート用シート送り装置20Aと凹凸パターン形成シート用シート送り装置20Bとが上下に縦列配置されている。
転写シート用シート送り装置20A及び凹凸パターン形成シート用シート送り装置20Bの機械的構成は同じであり、重複説明を避けるため、以下、転写シート用シート送り装置20A及び凹凸パターン形成シート用シート送り装置20Bの構造をまとめて説明する。
シート送り装置20A、20Bは、シートロールFR、CRを回転可能に支持する繰り出しローラ22A、22Bを備えている。繰り出しローラ22A、22Bの回転軸は、上記装置基台21に横向き(水平)に設定されており、ロールの巻き戻し方向(シート繰り出し方向)へ繰り出しローラ22A、22Bを回転させることにより、シートF、Cが順次繰り出される。
また、繰り出しローラ22A、22Bのロール巻き戻し方向の下方(図1では右斜め下方)には、この繰り出しローラ22A、22Bから帯状のシートF、Cを順次送り出す送りローラ23A、23Bが回転可能に配設されている。送りローラ23A、23Bの回転軸は、これを回転駆動する駆動装置24A、24Bの回転軸に接続されている。駆動装置24A、24Bは、例えば、サーボモータ等の回転速度を制御することが可能なモータによって構成されており、上記装置基台21にその回転軸を横向き(水平)にして固定されている。このように繰り出しローラ22A、22Bとは別個に送りローラ23A、23Bを設けることで、シートロールFR、CRの巻径にかかわらず、送り量を一定に維持することができる。したがって、シートロールFR、CRに位置検出センサを設ける必要がない。尚、繰り出しローラ22A、22Bは、それ自体が回転しない軸であってもよい。この場合には、送りローラ23A、23Bのみにより、シートロールFR、CRからシートF、Cが送り出されるため、送りローラ23A、23B手前でのシートF、Cのたるみを防止することができる。
送りローラ23A、23BはシートF、Cの下面側を支承している。送りローラ23A、23Bの両側にはガイドローラ25A、25B及び26A、26Bが配設され、これらガイドローラ25A、25B及び26A、26BはシートF、Cの上面側を支承する。このようにシートF、Cの送りを案内するローラを3本構成とすることにより、案内するシート厚が異なっても、ローラ間距離を調整する必要がない。また、送りローラ23A、23Bの両側にガイドローラ25A、25B及び26A、26Bを配置することで、シートF、Cの接触面積を増大させて、シートF、Cの滑りを防止することができる。更に、ガイドローラ25A、25Bまたは26A、26Bを可動式とすると共にバネ等の弾性部材を付設して、シートF、Cへの押圧力を増す様な構造としてもよい。
さらに、送りローラ23A、23Bの一側方(図1では右側方)には、シートF、Cの移送方向を横向き(図1では右向き)から下向きへ転換する方向転換ローラ27A、27Bが配設されている。方向転換ローラ27A、27Bは上記装置基台21から一側方(図1では右側方)へ突き出しており、それぞれの先端は上記可動型11のパーティング面と略一致している。これにより、転写シートFと凹凸パターン形成シートCが重合した状態で、固定型11のパーティング面に沿って移送されることになる。尚、方向転換ローラ27A、27Bをスライド可能に配設し、スライドして突き出させることにより、先端が可動型11のパーティング面と略一致するようにしてもよい。
上記送りローラ23A、23Bの各駆動装置24A、24Bは、シートF、Cそれぞれのシート供給量を個別に制御する制御系30に接続されている。図4は、本実施形態の制御系30のブロック構成を例示している。図4に示すように、本実施形態の制御系30は、コンピュータ(PC)等の制御装置31を備えており、この制御装置31には、転写シートFや凹凸パターン形成シートC等のシート毎の供給量を設定するキーボード等の入力装置32が接続されている。また、制御装置31には、サーボモータ等の駆動装置24A、24Bの回転数を検出可能な検出手段33A、33Bがそれぞれ接続されている。さらに、制御装置31の出力系は、駆動装置24A、24Bの電源28A、28Bにそれぞれ接続されている。これにより制御装置31は、検出手段33A、33Bからの検出データと入力装置32からの設定データとを比較演算して、演算結果を電源28A、28Bに出力して電圧制御し、駆動装置24A、24Bの回転数を調整することによりシートF、Cの機能に応じた適切なシート供給量を確保する。
図3に示すように、本実施形態のシート供給装置1には、複数のシート送り装置20に加え、シート移送方向Dにおける金型10よりも下流側に、シートF、Cの数に対応する複数のシート巻き取り装置40を備えている。具体的には、上記可動型11の下部に配置された装置基台41に、凹凸パターン形成シート用シート巻き取り装置40Bと転写シート用シート巻き取り装置40Aとが上下に縦列配置されている。
なお、上記シート送り装置20では、転写シート用シート送り装置20Aが上、凹凸パターン形成シート用シート送り装置20Bが下となるように縦列配置されている。これに対してシート巻き取り装置40では、凹凸パターン形成シート用シート送り装置40Bが上、転写シート用シート巻き取り装置40Aが下となるように縦列配置されている。これは、転写シートFを合成樹脂の射出口14を有する固定型12側に配し、凹凸パターン形成シートCを可動型11側に配するためである。
転写シート用シート巻き取り装置40A及び凹凸パターン形成シート用シート巻き取り装置40Bの機械的構成は同じであり、重複説明を避けるため、以下、転写シート用シート巻き取り装置40A及び凹凸パターン形成シート用シート巻き取り装置40Bの構造をまとめて説明する。
シート巻き取り装置40A、40Bは、上記送り側の方向転換ローラ27A、27Bの直下において、金型10でインモールド成形後の使用済みシートF、Cの移送方向を下向きから横向き(図1では左向き)へ転換する方向転換ローラ(スライドローラ)42A、42Bを備えている。これらスライドローラ42A、42Bは、巻き取り側の装置基台41に上下方向にスライド移動可能に配設されており、自重で降下することによりシートに張力を付与し、シートF、Cが緩むのを防止する。これらスライドローラ42A、42Bは、例えば、重さを調整することで張力を調整可能であり、使用済みシートF、Cの上面側を支承する。該スライドローラ42A、42Bの一側方(図1では左側方)にはガイドローラ43A、43Bが配設され、これらガイドローラ43A、43Bは使用済みシートF、Cの下面側を支承している。
さらに、ガイドローラ43A、43Bの一側方(図1では左側方)には、使用済みのシートF、Cをロール状に巻き取る巻き取りローラ44A、44Bが備えられている。巻き取りローラ44A、44Bの回転軸は、上記装置基台41に横向き(水平)に設定されている。巻き取りローラ44A、44Bの回転軸は、駆動装置45A、45Bによってベルト駆動される。駆動装置45A、45Bは、例えば、定速駆動モータ等によって構成されており、上記装置基台41にその回転軸を横向き(水平)にして固定されている。
そして、上記シート送り装置20A、20Bの装置基台21と、シート巻き取り装置40A、40Bの装置基台41は、連結部材50によって連結されて一体化されている。さらに、上記可動型11の背面は連結部材50に固定されている。従って、装置基台21、41は可動型11と共に固体型12へ向かって移動する。このように送り側装置、巻き取り側装置及び可動型11を一体化することにより、装置やシートの平行調整(芯出し調整)が不要となる。なお、装置基台21、41の少なくとも一方を、例えば、連結部材50ではなく可動型取付板(不図示)に直接固定する等により、より後方側(図1では左側)へ配設すると、金型交換時に可動型11が装置基台21または装置基台41に当たることがなく、金型交換を容易に行うことができる。
次に、本実施形態のシート供給装置1の作用を説明しつつ、本発明に係るシート供給方法を説明する。
上述したように、本実施形態では、合成樹脂を成形する型開き状態の金型11、12間の可動型11と合成樹脂の間へ複数のシートを同時に供給する。したがって、本実施形態のシート供給方法は、射出成形または熱成形等の成形方法において、インモールド成形を実施するものである。
送りローラ23Aを駆動装置24Aで回転駆動することにより、繰り出しローラ22Aに支持されたシートロールFRから転写シートFが繰り出される。繰り出された転写シートFは、送りローラ23Aと共にガイドローラ25A及び26Aを通過して、方向転換ローラ27Aにより転写シートFの移送方向を横向き(図1では右向き)から下向きに転換され、型開き状態の金型11、12間の可動型11と合成樹脂の間へと移送される。
これと共に、送りローラ23Bを駆動装置24Bで回転駆動することにより、繰り出しローラ22Bに支持されたシートロールCRからに凹凸パターン形成シートCが繰り出される。繰り出された凹凸パターン形成シートCは、送りローラ23Bと共にガイドローラ25B及び26Bを通過して、方向転換ローラ27Bにより凹凸パターン形成シートCの移送方向を横向き(図1では右向き)から下向きに転換され、型開き状態の金型11、12間の可動型11と合成樹脂の間へと移送される。
即ち、転写シートFと凹凸パターン形成シートCは重合状態で、可動型11のパーティング面に沿って移送される。このように型開き状態の金型11、12間の可動型11と合成樹脂の間へ転写シートFと凹凸パターン形成シートCを同時に供給する。その際、転写シートFは射出口14を有する固定型12側に配され、凹凸パターン形成シートCは可動型11側に配される。
この状態で、転写シートF及び凹凸パターン形成シートCの移送を一旦停止して、可動型11を固定型12側へ移動させて型締めする。型締めの完了後、射出口14から可塑化した合成樹脂を射出してシートF、Cと共にインモールド成形し、得られた成形品から凹凸パターン形成シートC及び転写シートFのキャリアシートを剥離させれば、成形品の表面に、転写層が転写され、更に布地の凹凸パターンが転写される。
本実施形態のように、型開き状態の金型11、12間の可動型11と合成樹脂の間に、例えば布地シート等の、転写シートやインサートシートの延性を補完するシートを同時に供給することが好ましい。延性を補完するシートを同時に供給することにより、転写シートやインサートシートが成形品の表面及びキャビティ形状に沿い易くなり、転写シートやインサートシートの皺や破れ等が改善され、歩留まりを向上させることができる。したがって、インサートシートの延性を補完するシートを同時に供給することにより、従来、皺や破れが生じてインサート(積層)が困難であった和紙や金属箔などのインサート成形が可能となる。
金型10のキャビティ13内で射出成形等が可能な樹脂としては、例えば、ABS樹脂、AS樹脂、HIPS等のポリエチレン系樹脂やポリプロピレン樹脂、ポリオレフィン樹脂、塩化ビニル系樹脂、アクリル系樹脂等の汎用樹脂が挙げられる。
さらに、上記制御系30の制御装置31により送りローラ23A、23Bの回転を制御して、各シートF、Cそれぞれのシート供給量を個別に制御することにより、各シートF、Cの機能に応じた適切なシート供給が行え、シートロスを防ぐことができる。シート供給量の個別制御は、例えば、複数ショットに亘って使用が可能な凹凸パターン形成シートCについて1回/10ショット、1ショットごとの交換が必要な転写シートFについて1回/1ショットとなるようにシート供給量を変える。
金型10での成形を終えた使用済みの転写シートFは、駆動装置45Aで転写シート用巻き取りローラ44Aを駆動することにより、スライドローラ42A及びガイドローラ43Aを介して、該巻き取りローラ44Aに巻き取られる。
同様に、金型10での成形を終えた使用済みの凹凸パターン形成シートCは、駆動装置45Bで凹凸パターン形成シート用巻き取りローラ44Bを駆動することにより、スライドローラ42B及びガイドローラ43Bを介して、該巻き取りローラ44Bに巻き取られる。
以上説明したように、本実施形態によれば、合成樹脂を成形する型開き状態の金型11、12間の可動型11と合成樹脂の間へ複数のシートを同時に供給することができ、得られる成形品の表面に、複数の異なる装飾を施したり、導電層等の複数のスキン層を形成したりすることができる。そして、複数のシートをバッチ的に連続供給するので、加飾した合成樹脂成形品の生産性を向上させることができる。
また、制御系30の制御装置31により、転写シートFと凹凸パターン形成シートCの供給量を個別に制御することができ、各シートF、Cの機能に応じた適切なシート供給が行え、シートの重ね工程を省くことができる。これに対して、従来構成の上下に1基ずつの繰り出しローラ及び巻き取りローラで複数のシートを送り出そうとすると、複数のシートを重ね合わせてロール状に巻く必要があり、巻径が大きくなるだけでなく、全てのシートの供給量が同じになってシートの機能に合わせて適切な送り出しを行なうことができない。さらに、シート同士を接着剤等で固定しない場合には、移送中にシートがずれる虞がある。
さらに、型開き状態の金型11、12間の可動型11と合成樹脂の間に複数のシートを同時に供給して合成樹脂と共にインサート成形またはインモールド成形するので、シートを変更すれば装飾やスキン層を変更することができ、汎用性に富んでいる。
以上、本発明の好適な実施形態を説明したが、これは本発明の説明のための例示であり、本発明の要旨を逸脱しない範囲で、上記実施形態とは異なる種々の態様で実施することができる。
例えば、本実施形態では、複数のシート送り装置20に加え、シート移送方向Dにおける金型10よりも下流側に、シートの数に対応する複数のシート巻き取り装置40を備えている。本実施形態のシート供給装置1は、少なくともシート移送方向Dにおける金型10よりも上流側に、複数のシート送り装置20を備えていればよく、例えば、使用済みシートは装置下部の床上において屏風畳みするようにしてもよい。
また、本実施形態では、金型10の上部に複数のシート送り装置20を上下に縦列配置すると共に、下部に複数のシート巻き取り装置40を上下に縦列配置しているが、成形品の片側表面へ複数のシートを供給する装置として横列配置してもよい。
さらに、金型11、12間に供給するシートの数が多い場合には、縦列配置のみで設計すると装置高が増大するため、縦列配置と横列配置とを組み合わせても構わない。これにより、成形品の両面のそれぞれに、複数の異なる装飾を施したり、導電層等の複数のスキン層を形成したりすることもできる。
1 シート供給装置
10 金型
11 可動型
12 固定型
20 シート送り装置
20A 転写シート用シート送り装置
20B 凹凸パターン形成シート用シート送り装置
22A、22B 繰り出しローラ
23A、23B 送りローラ
24A、24B 駆動装置
30 制御系
31 制御装置
40 シート巻き取り装置
40A 転写シート用シート巻き取り装置
40B 凹凸パターン形成シート用シート巻き取り装置
42A、42B スライドローラ
D シート移送方向
F 転写シート
C 凹凸パターン形成シート
FR、CR シートロール
10 金型
11 可動型
12 固定型
20 シート送り装置
20A 転写シート用シート送り装置
20B 凹凸パターン形成シート用シート送り装置
22A、22B 繰り出しローラ
23A、23B 送りローラ
24A、24B 駆動装置
30 制御系
31 制御装置
40 シート巻き取り装置
40A 転写シート用シート巻き取り装置
40B 凹凸パターン形成シート用シート巻き取り装置
42A、42B スライドローラ
D シート移送方向
F 転写シート
C 凹凸パターン形成シート
FR、CR シートロール
Claims (4)
- 合成樹脂と金型の間へ複数のシートを同時に供給するシート供給装置であって、
前記シートの移送方向における前記金型よりも上流側に、前記シートの数に対応する複数のシート送り装置を少なくとも備え、
各シート送り装置は、
回転可能に支持されたシートロールからシートを送り出す送りローラと、
該送りローラを回転駆動する駆動装置と、
を少なくとも備えていることを特徴とするシート供給装置。 - 前記送りローラの各駆動装置は、前記シートのそれぞれのシート供給量を個別に制御する制御装置を備えた制御系に接続されていることを特徴とする請求項1に記載のシート供給装置。
- 前記複数のシート送り装置に加え、前記シート移送方向における前記金型よりも下流側に、前記シートの数に対応する複数のシート巻き取り装置を備えていることを特徴とする請求項1または請求項2に記載のシート供給装置。
- 各シート巻き取り装置は、自重で降下してシートに張力を付与する上下方向へ移動可能なスライドローラを備えていることを特徴とする請求項3に記載のシート供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010266019A JP2012116583A (ja) | 2010-11-30 | 2010-11-30 | シート供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010266019A JP2012116583A (ja) | 2010-11-30 | 2010-11-30 | シート供給装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012116583A true JP2012116583A (ja) | 2012-06-21 |
Family
ID=46499911
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010266019A Pending JP2012116583A (ja) | 2010-11-30 | 2010-11-30 | シート供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012116583A (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0839604A (ja) * | 1994-08-01 | 1996-02-13 | Japan Steel Works Ltd:The | フープ材成形方法及び装置 |
| JP2001030288A (ja) * | 1999-07-23 | 2001-02-06 | Dainippon Printing Co Ltd | 樹脂製成形品およびその製造方法 |
| JP2003080557A (ja) * | 2001-09-11 | 2003-03-19 | Yoshida Industry Co Ltd | 両面インモールド転写成形方法 |
| JP2008056486A (ja) * | 2006-08-04 | 2008-03-13 | Meiki Co Ltd | 搬送フィルムの搬送機構の制御方法 |
-
2010
- 2010-11-30 JP JP2010266019A patent/JP2012116583A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0839604A (ja) * | 1994-08-01 | 1996-02-13 | Japan Steel Works Ltd:The | フープ材成形方法及び装置 |
| JP2001030288A (ja) * | 1999-07-23 | 2001-02-06 | Dainippon Printing Co Ltd | 樹脂製成形品およびその製造方法 |
| JP2003080557A (ja) * | 2001-09-11 | 2003-03-19 | Yoshida Industry Co Ltd | 両面インモールド転写成形方法 |
| JP2008056486A (ja) * | 2006-08-04 | 2008-03-13 | Meiki Co Ltd | 搬送フィルムの搬送機構の制御方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8609015B2 (en) | Method for forming resin molded articles, apparatus for forming resin molded articles, and apparatus for adjusting thickness of thermoplastic resin sheet | |
| US8562898B2 (en) | Method for forming resin molded articles | |
| CN105142881B (zh) | 薄膜压印设备 | |
| KR101218859B1 (ko) | 성형 동시 장식 방법 | |
| JP3439646B2 (ja) | 射出成形同時絵付装置 | |
| JP3483351B2 (ja) | 装飾シート及び該装飾シートを用いた装飾成形品の成形方法 | |
| JP2012116583A (ja) | シート供給装置 | |
| JP3472403B2 (ja) | 2色成形同時2段階絵付け品の製造方法 | |
| KR100297004B1 (ko) | 비닐대지의 엠보싱 성형장치 및 엠보싱 성형방법 | |
| JP2013188903A (ja) | 合成樹脂成形品及びその成形方法 | |
| JP3514570B2 (ja) | 2色成形同時絵付け品の製造方法 | |
| JPH1134104A (ja) | クランプ装置と成形同時絵付け用金型 | |
| CN102131624B (zh) | 装饰片及模内装饰装置 | |
| JP3917065B2 (ja) | 成形同時加飾装置および水平方向加飾シート送り装置 | |
| CN101014456B (zh) | 成形同时装饰装置和水平方向装饰片输送装置 | |
| JP3336246B2 (ja) | 射出成形同時絵付装置及び方法 | |
| US7261532B2 (en) | In-mold decoration apparatus and horizontal direction decorating sheet feeding machine | |
| JP2013226681A (ja) | インモールド成形装置 | |
| JPWO2004056552A1 (ja) | 予備成形装置並びにこれを用いた予備成形方法及び主成形方法並びに絵付フィルム | |
| JP4774593B2 (ja) | 射出成形同時絵付方法及び装置 | |
| JPH0475085A (ja) | 転写箔 | |
| JPH11240039A (ja) | 射出成形同時絵付装置及び方法 | |
| JP4185221B2 (ja) | 射出成形同時絵付装置 | |
| JPH08267502A (ja) | 両面絵付成形品の製造方法及び装置 | |
| KR0162070B1 (ko) | 유연성 장식소재와 열가소성 지지체의 조립 및 가열성형 방법과 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140501 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140902 |