JP2012109382A - 回路基板とリード線との接続構造及び方法 - Google Patents
回路基板とリード線との接続構造及び方法 Download PDFInfo
- Publication number
- JP2012109382A JP2012109382A JP2010256755A JP2010256755A JP2012109382A JP 2012109382 A JP2012109382 A JP 2012109382A JP 2010256755 A JP2010256755 A JP 2010256755A JP 2010256755 A JP2010256755 A JP 2010256755A JP 2012109382 A JP2012109382 A JP 2012109382A
- Authority
- JP
- Japan
- Prior art keywords
- lead wire
- circuit board
- lead wires
- connection structure
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Abstract
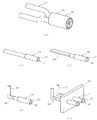
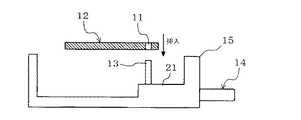
【解決手段】複数のスルーホール11が形成された回路基板12と、複数のスルーホール11のいずれかに挿入されて接続されるスルーホール挿入ピン部13を有する複数のリード線14と、複数のリード線14のスルーホール挿入ピン部13のそれぞれが対応するスルーホール11に挿入されるように、複数のリード線14を位置決め固定するリード線固定部材15と、を備え、スルーホール挿入ピン部13は、リード線14の導体露出部20に曲げ加工を施して形成されるものである。
【選択図】図1
Description
11 スルーホール
12 回路基板
13 スルーホール挿入ピン部
14 リード線
15 リード線固定部材
16 導体
17 絶縁体
18 シース
19 ケーブル
20 導体露出部
21 台座部
Claims (4)
- 複数のスルーホールが形成された回路基板と、
前記複数のスルーホールのいずれかに挿入されて接続されるスルーホール挿入ピン部を有する複数のリード線と、
前記複数のリード線の前記スルーホール挿入ピン部のそれぞれが対応する前記スルーホールに挿入されるように、前記複数のリード線を位置決め固定するリード線固定部材と、 を備え、
前記スルーホール挿入ピン部は、前記リード線の導体露出部に曲げ加工を施して形成されることを特徴とする回路基板とリード線との接続構造。 - 前記リード線の導体露出部は、前記リード線の露出された導体を素線固めして形成される請求項1に記載の回路基板とリード線との接続構造。
- 前記リード線固定部材は、前記スルーホールに挿入される前記スルーホール挿入ピン部の端部を除く前記リード線の端部を覆うように形成されると共に、前記回路基板を載置するための台座部を有する請求項1又は2に記載の回路基板とリード線との接続構造。
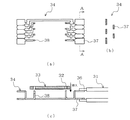
- 回路基板に複数のスルーホールを形成し、
複数のリード線のそれぞれを段剥きして導体を露出させ、
前記複数のリード線の露出された前記導体を素線固めして導体露出部を形成し、
前記複数のリード線の前記導体露出部のそれぞれに曲げ加工を施して、前記複数のスルーホールのいずれかに挿入するためのスルーホール挿入ピン部を形成し、
前記複数のリード線の前記スルーホール挿入ピン部のそれぞれが対応する前記スルーホールに挿入されるように、前記複数のリード線を位置決め固定し、
前記複数のリード線の前記スルーホール挿入ピン部のそれぞれを対応する前記スルーホールに挿入すると共に接合して、前記回路基板と前記リード線を接続し、
前記リード線と接続した前記回路基板を樹脂でポッティグすることを特徴とする回路基板とリード線との接続方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010256755A JP5556609B2 (ja) | 2010-11-17 | 2010-11-17 | 回路基板とリード線との接続構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010256755A JP5556609B2 (ja) | 2010-11-17 | 2010-11-17 | 回路基板とリード線との接続構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012109382A true JP2012109382A (ja) | 2012-06-07 |
| JP5556609B2 JP5556609B2 (ja) | 2014-07-23 |
Family
ID=46494693
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010256755A Expired - Fee Related JP5556609B2 (ja) | 2010-11-17 | 2010-11-17 | 回路基板とリード線との接続構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5556609B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170222387A1 (en) * | 2016-01-29 | 2017-08-03 | The Boeing Company | Vibrating pallet system for automated wire insertion |
| CN109510361A (zh) * | 2018-12-27 | 2019-03-22 | 长沙理工大学 | 一种三相异步发电机定子引出线连接结构 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5691492A (en) * | 1979-12-26 | 1981-07-24 | Hitachi Ltd | Method of mounting lead wire |
| JPS58141512U (ja) * | 1982-03-19 | 1983-09-24 | 渡邊 和彦 | 配線材集合体 |
| JPH0292971U (ja) * | 1989-01-12 | 1990-07-24 | ||
| JPH0496886U (ja) * | 1991-01-31 | 1992-08-21 | ||
| JPH1012289A (ja) * | 1996-06-19 | 1998-01-16 | Mitsubishi Electric Corp | 電気的接続端子及びその製造方法 |
-
2010
- 2010-11-17 JP JP2010256755A patent/JP5556609B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5691492A (en) * | 1979-12-26 | 1981-07-24 | Hitachi Ltd | Method of mounting lead wire |
| JPS58141512U (ja) * | 1982-03-19 | 1983-09-24 | 渡邊 和彦 | 配線材集合体 |
| JPH0292971U (ja) * | 1989-01-12 | 1990-07-24 | ||
| JPH0496886U (ja) * | 1991-01-31 | 1992-08-21 | ||
| JPH1012289A (ja) * | 1996-06-19 | 1998-01-16 | Mitsubishi Electric Corp | 電気的接続端子及びその製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170222387A1 (en) * | 2016-01-29 | 2017-08-03 | The Boeing Company | Vibrating pallet system for automated wire insertion |
| US10109974B2 (en) * | 2016-01-29 | 2018-10-23 | The Boeing Company | Vibrating pallet system for automated wire insertion |
| US11271353B2 (en) | 2016-01-29 | 2022-03-08 | The Boeing Company | Vibrating pallet system for automated wire insertion |
| CN109510361A (zh) * | 2018-12-27 | 2019-03-22 | 长沙理工大学 | 一种三相异步发电机定子引出线连接结构 |
| CN109510361B (zh) * | 2018-12-27 | 2024-02-02 | 长沙理工大学 | 一种三相异步发电机定子引出线连接结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5556609B2 (ja) | 2014-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5589778B2 (ja) | 差動信号伝送用ケーブルと回路基板の接続構造及び接続方法 | |
| JP5904107B2 (ja) | ケーブルコネクタおよびケーブルアッセンブリならびにケーブルアッセンブリの製造方法 | |
| JP5177582B2 (ja) | 電磁コイル装置 | |
| US20120318576A1 (en) | Connecting structure and connecting method for electric cables | |
| CN104641426A (zh) | 端子化电线和端子化电线的制造方法 | |
| JP2009063527A (ja) | 電流検出装置 | |
| US8614399B2 (en) | Electric junction box | |
| JP5556609B2 (ja) | 回路基板とリード線との接続構造 | |
| JP6941731B2 (ja) | 電気デバイス用の撚り線コネクタ及び撚り線コネクタの製造方法 | |
| CN211126117U (zh) | 缆线组件 | |
| JP6042635B2 (ja) | 電線の端末処理方法 | |
| JP5141917B2 (ja) | 実装基板 | |
| EP2518743B1 (en) | Electronic component device | |
| US20130113590A1 (en) | Inductive component and manufacturing method thereof | |
| CN114938695A (zh) | 具有一体式固定结构的用于定子绕组的电路板 | |
| JP2017139394A (ja) | 電子回路基板とfpcの電気接続構造および方法 | |
| JP6381439B2 (ja) | ケーブル接続構造 | |
| JP6674847B2 (ja) | モータのステータ組立方法およびモータのステータ構造 | |
| JP2014096224A (ja) | フラットケーブル | |
| JP5633725B2 (ja) | 回路構成体及び電気接続箱 | |
| JP2021087340A (ja) | モータ | |
| JP2010288402A (ja) | 細径同軸ケーブルアレイ及びその製造方法 | |
| JP2011049045A (ja) | 電線端末用固定具 | |
| JP5573543B2 (ja) | 回路構成体及び電気接続箱 | |
| JP2008198844A (ja) | 電装品ユニットの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131022 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20131105 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140520 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5556609 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |