JP2012000603A - インクジェットプリンターを用いた立体印刷物用印刷治具 - Google Patents
インクジェットプリンターを用いた立体印刷物用印刷治具 Download PDFInfo
- Publication number
- JP2012000603A JP2012000603A JP2010140802A JP2010140802A JP2012000603A JP 2012000603 A JP2012000603 A JP 2012000603A JP 2010140802 A JP2010140802 A JP 2010140802A JP 2010140802 A JP2010140802 A JP 2010140802A JP 2012000603 A JP2012000603 A JP 2012000603A
- Authority
- JP
- Japan
- Prior art keywords
- printed material
- printing
- printed
- rod
- dimensional
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
- B41J3/40731—Holders for objects, e. g. holders specially adapted to the shape of the object to be printed or adapted to hold several objects
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Coating Apparatus (AREA)
- Ink Jet (AREA)
Abstract
【課題】
インクジェットプリンターを用いた立体形状印刷物表面への多品種少量や個別印刷生産に寄与することで適用製品の広範囲化、高品質化、多品種少量や個別印刷生産に寄与し、また、繰り返し使えて、かつ印刷物商品の形状に対する自由度を高くできるのみならず、複数の異なる形状の被印刷物を一括して印刷できる立体形状印刷物用印刷治具を提供する
【解決手段】
本発明にかかるインクジェットプリンターに用いる立体形状印刷物用印刷治具は、立体形状の被印刷物を、複数の位置決め用の開孔を備えた被印刷物載置手段と、前記被印刷物載置手段に設けられた複数の位置決め用の開孔の1部に交換可能に立設する棒状体または、及び面状部材と一体化した棒状体または、及び立体形状部材と一体化した棒状体からなる被印刷物取り付け手段と、被印刷物載置手段をインクジェットプリンターに位置決め固定するベッド固定手段4を備えた。
【選択図】図2
インクジェットプリンターを用いた立体形状印刷物表面への多品種少量や個別印刷生産に寄与することで適用製品の広範囲化、高品質化、多品種少量や個別印刷生産に寄与し、また、繰り返し使えて、かつ印刷物商品の形状に対する自由度を高くできるのみならず、複数の異なる形状の被印刷物を一括して印刷できる立体形状印刷物用印刷治具を提供する
【解決手段】
本発明にかかるインクジェットプリンターに用いる立体形状印刷物用印刷治具は、立体形状の被印刷物を、複数の位置決め用の開孔を備えた被印刷物載置手段と、前記被印刷物載置手段に設けられた複数の位置決め用の開孔の1部に交換可能に立設する棒状体または、及び面状部材と一体化した棒状体または、及び立体形状部材と一体化した棒状体からなる被印刷物取り付け手段と、被印刷物載置手段をインクジェットプリンターに位置決め固定するベッド固定手段4を備えた。
【選択図】図2
Description
本発明は、インクジェットプリンターを用いた立体形状印刷物表面への印刷において、これまで困難であった異なる形状の複数の被印刷物への同時印刷や、低コスト個別少量生産を可能とする被印刷物形状追随性が高く、繰り返し使える立体形状印刷物用印刷治具に関するものである。
近年の社会の成熟化や技術の変化に伴って消費者の消費傾向には変化が生じつつある。
例えば、消費者の値ごろ価格でありながら、優れたデザイン、価値の高いものを持ちたいニーズが多くなっている。また、商品は同じでも人とは違う外観のものを求めるようになっている。例えばある商品の購入に際してその外観は用意された数あるデザインから選択したり、更には消費者が自分でパソコンで配色やデザインを作り、加工業者に委託して加飾してもらいたい欲求も強くなっている。また、価格志向が強まる中、小売業においても、扱い商品に優れたデザイン、配色という付加価値をつけたいニーズが高まっている。このためこれらの要求に応えることが製造企業や加工業者に求められている。
例えば、消費者の値ごろ価格でありながら、優れたデザイン、価値の高いものを持ちたいニーズが多くなっている。また、商品は同じでも人とは違う外観のものを求めるようになっている。例えばある商品の購入に際してその外観は用意された数あるデザインから選択したり、更には消費者が自分でパソコンで配色やデザインを作り、加工業者に委託して加飾してもらいたい欲求も強くなっている。また、価格志向が強まる中、小売業においても、扱い商品に優れたデザイン、配色という付加価値をつけたいニーズが高まっている。このためこれらの要求に応えることが製造企業や加工業者に求められている。
しかしながら、前記要求に応えるためには、印刷を行うための専用の型、印刷デザインを用意して、更に商品毎に順次スプレー等で印刷するための加飾印刷台、製版用の版下を揃えなければならないばかりか、印刷作業においても色調整、印刷台調整など多くの手間がかかり、実質的にコスト、時間ともにかかりすぎる問題があった。
このため色や加飾だけが異なる多品種少量の商品の生産方式として近年インクジェットプリンター方式が使われはじめている。インクジェットプリンター方式による印刷は、ひとつにはパソコンと接続することで、製版なしにフルカラーの印刷、加飾ができること、また、一度に可変デザインを印刷(バリアブル印刷)することが可能であること、印刷面とプリンターが非接触であるため被印刷物の固定にあたって強力な固定を行う印刷台が不要になった。そのため、現在では紙やシートのみではなく従来、使えなかった大型立体形状の商品、例えばギター、サーフボード、ブラインド、自動車のドア、サイン、建築資材なども、また小型の商品、例えば携帯電話カバー、携帯電話充電器、ボールペン、USBメモリ、ゴルフボールなどにも印刷ができるようになり、小ロットであっても、短期間に低コスト、かつ高品質に加飾することができるようになった。
インクジェットプリンターに適用されるインクも近年の技術進歩で多様化しており、従来から用いられている熱硬化型インクのみならず、紫外線硬化型インクなどを用いるインクジェットプリンターなども多く用いられるようになっている。
このような流れに対応して新たなインクジェットプリンターを用いて立体形状の商品に効率的に印刷、加飾する方法が開発されている。そのひとつとして、立体形状の被印刷物を被印刷物の形状にあわせて立体的に加工して被印刷物の数と同数設けられた設置治具上に固定し、そしてこの設置治具をアルミ等からなる平面プレート状の移載治具上に置き、そして移載治具をインクジェットプリンター本体の印刷面上であるフラットベッド上に置くことで、プリンターヘッドと被印刷物相互を位置決めする方法が提案されている。(特許文献1)
しかしながら、特許文献1に提案された方法によると、立体形状の被印刷物とプリンターヘッドとの間の相対的位置の精度は高まり、従来より優れた印刷品質が得られるものの、プリンターヘッドとの間の相対的位置精度は不十分なものであった。これは誤差が設置治具、移載治具、そして被印刷物のそれぞれの要素の間の製作時の寸法誤差、被印刷物と設置治具との間の寸法誤差と余裕度で決まる誤差が製作時の余裕、取り付け時の余裕を各段階で大目に見て設計するために過大となることに起因し、このため十分な印刷精度を保証するものではなくなる点にあった。また、被印刷物の形状にできるだけあわせて個別に加工される設置治具は、被印刷物の形状が複雑なとき、例えば人形や複雑な曲面形状からなる被印刷物が対象である場合、さらには大型の被印刷物へ対応するには、被印刷物一個に対し個別に用意される石膏や粘土、木材、樹脂などで成形される治具自体の製作コストが高くならざるを得ず、のみならず個別に用意するため保守、保管費用もかさんでいた。
また、近年のパソコンの高度化や普及率の向上により,自分でデザインをパソコンで製作し、これを自分の好みのシャンプー、バッグ等を加飾したい自分デザインニーズへの対応、すなわち、異なるサイズの立体形状の被印刷物の表面を印刷する個別生産への対応は製作コスト面から実質的に不可能であった。
また、季節の変動や、学校等の行事に合わせて少量であるが、毎年必要とされるものは、使用時期以外の時期に解体してコンパクトに収容し、必要に応じて、繰り返し使えることが求められるが、従来の個別製品に対し専用治具、樹脂型などを用意する方式では、コンパクトに収納することができない、毎年、出してきて使用するための保守コストがかさむ、また、広い収納スペースが必要など、保管・保守のコストも無視できない問題があった。
本発明は前記課題を解決するためになされたものであり、その目的は、インクジェットプリンターを用いた立体形状印刷物表面への印刷において、これまで困難であった異なる形状の被印刷物への同時一括印刷、低コスト個別少量生産を可能とし、かつ、多種の被印刷物への形状追随性が高く、繰り返し使える立体形状印刷物用印刷治具を提供することにある。
上記目的を達成するために、本発明は次に示す構成をもって前記課題を解決する手段としている。すなわち、第1の発明は、インクジェットプリンターのインクジェットヘッド部に対向してインクジェットプリンターに固定される立体形状の被印刷物を位置決め、固定するための立体形状印刷物用印刷治具として、複数の位置決め開孔を備えた面状あるいは立体形状の被印刷物載置手段と、被印刷物載置手段に設けられた複数の位置決め開孔の一部に立設する棒状体、または及び立体形状部材と複合してなる立体複合棒状体からなる被印刷物取り付け手段と、被印刷物載置手段をインクジェットプリンターの印刷ベッドに固定するための印刷ベッド固定手段とからなる構成としたことを特徴としている。
また、第2の発明は、前記第1の発明の構成を備えた上で、被印刷物載置手段に立設する被印刷物取り付け手段が、立体形状の被印刷物に係合する係合部を備えてなることを特徴とする。
また、第3の発明は、前記第1又は第2の発明の構成を備えた上で、前記被印刷物取り付け手段が、高さ調節手段を備えてなることを特徴とする。
また、第4の発明は、前記第1乃至第3のいずれか1つの発明の構成を備えた上で、前記被印刷物取り付け手段が、前記被印刷物面をインクジェットヘッドの移動通路とほぼ平行になるように回動自在に調節可能な角度位置決め手段を備えてなることを特徴とする。
また、第5の発明は、前記第1乃至第4のいずれか1つの発明の構成を備えた上で、前記被印刷物載置手段が、塑性変形によって前記被印刷物取り付け手段を立設可能な平板を用いて構成されることを特徴とする。
また、第6の発明は、前記第1乃至第5のいずれか1つの発明の構成を備えた上で、前記被印刷物載置手段が、位置表示手段を備えてなることを特徴とする。
請求項1の発明によれば、インクジェットプリンター本体にベッド固定手段を用いて複数の開孔を有する被印刷物載置手段が取り付けられ、棒状体、または、及び立体形状部材が棒状体と複合化されて構成される立体複合棒状体からなる被印刷物取り付け手段を、被印刷物6の形状にあわせて、前記複数の開孔の一部に脱着自在に取り付けることができるため、被印刷物の外形形状が変化しても対応でき、また、形状の異なる複数種類の被印刷物を同時に印刷できる。
また、被印刷物取り付け手段は被印刷物の形状にあわせて個別に製作することがなく、繰り返し使えるため設置治具の制作費が低減すると同時に、保管、収納コストも低下する。
また、近年の顧客が製作した文字、デザインを用いてのパーソナルなギフト商品への印刷は、印刷に必要な型を製作するための費用が大きい、納期がかかる等により実質的に不可能であったが、棒状体、または、及び立体形状部材が棒状体と複合化されて構成される立体複合棒状体からなる被印刷物取り付け手段を用いると形状追随性がたかいため、個別の治具を用意することが不要となり個別〜少量受注生産が可能となる。
また、従来、被印刷物、設置治具、移載治具を用いた場合にはそれぞれの寸法誤差と尤度を合計すると位置精度は過大となっていたが、本立体形状印刷物用印刷治具では、被印刷物取り付け手段として適切な外径、または被印刷物外形に適合した立体形状部材をもつ棒状体を選択すればよいため、印刷精度は大きく改善される。
また、請求項2の発明によれば、被印刷物の外形形状に沿った係合手段を設けて固定できるため、これまで形状的に不安定であった複数の大型の印刷物に精度よく印刷をすることができる。
また、請求項3の発明によれば、被印刷物が球状など不安定な形状である、あるいは小型であるために、インクジェットヘッドと被印刷物6の載置された被印刷物載置手段3との間の間隔を所定に保つことが困難であっても被印刷物の高さを所定に調節できるため、不安定な形状、小型〜大型の印刷物の表面にも精度よく印刷をすることができる。
また、高さの異なる複数種類の被印刷物6を並べ、それぞれの高さ調節を個別に行うことによって、一括同時に精度よく印刷することができる。
また、請求項4の発明によれば、被印刷物上面をインクジェットヘッドの移動通路にほぼ平行に保持するように回動自在に調節することを可能とする角度位置決め手段を設けたため、被印刷面が傾斜した側面であっても精度よく印刷をすることができる。
また、請求項5の発明によれば、被印刷物載置手段が、塑性変形によって棒状体を立設可能な平板として、例えば市販のパンチングメタルや、リサイクルプラスチック発泡体を用いることができるので経済的に、また、また地球環境保護に寄与した被印刷物載置手段を構成することができる。
また、請求項6の発明によれば、被印刷物載置手段に棒状体や面複合棒状体を立設する場所の表示を行う手段を設けたので、被印刷物を固定するための棒状体、立体複合棒状体などの立設時に棒状体などの間隔や、間にある開孔数を測定しなくてもよくなるため、迅速、かつ正確な位置決め固定が可能となる。
本発明のよりよい理解のために、添付の図により以下に説明する。なお、以下の各実施形態例の説明において、同一又は共通性を有する構成部位には同一符号を使用して重複説明は省略又は簡略化する。また、添付の図面中の構成要素は必ずしも寸法通りではない。
以下に本発明にかかるインクジェットプリンターを用いた立体印刷物用印刷治具の第1の実施形態例を図1及び図2を用いて説明する。
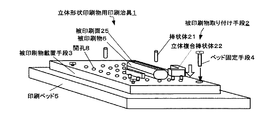
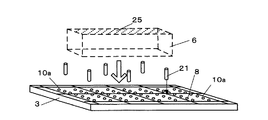
図1は本発明にかかる印刷のためにインクジェットプリンターに設置される各手段の構成とその動きを概略説明するためのものである。すなわち、本発明にかかる立体印刷物用印刷治具1は、図中破線で示すインクジェットプリンター本体12の一部である印刷ベッド5上に、ねじ等からなるベッド固定手段4を用いて所定に位置決め固定される被印刷物載置手段3と、被印刷物載置手段3上に設けられた複数の開孔8の一部に被印刷物6を着脱自在に固定するためのピンなどの被印刷物取り付け手段2からなる。
ここで被印刷物6は、容器であったり、卵や果物などの食品であったり、その種類、形状、用途は多岐にわたる。また、インクジェットプリンター本体12の上部には水平方向に走査され、走査過程で被印刷物の外表面に塗料を噴射する多色インクジェットヘッドからなるインク塗布手段7が、立体形状の被印刷物6の被印刷面25と平行に対向して置かれる。
インクジェットプリンター本体12(破線)の印刷ベッド5上のインク塗布手段7は、図示のように、印刷開始時には図中A点の上部(基準点A1)にあり、印刷はインクジェットヘッドから塗料を噴射させながらA1地点から、図中右側方向に進み、印刷ベッド5の水平終端(B1)まで走査することで行われる。そしてインクジェットヘッドが右端まで到達すると、印刷ベッド5が垂直方向に1画素分移動して(A2)、次いで水平方向にインクジェットヘッドが走査されることにより被印刷面26への印刷が行われる。
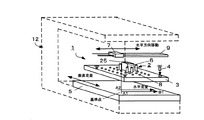
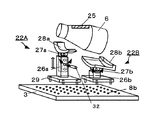
図2は図1に示す立体形状印刷物用印刷治具1の構成を模式的な分解図によってその詳細を示したもので、被印刷物6として例えば、シャンプーや洗顔剤等の容器を用い、その外表面にインクジェットプリンターを用いて印刷を行うときの被印刷物の位置決め固定方法を示したものである。なお、説明の簡単のためインク塗布手段7は図示省略している。
図2において立体形状印刷物用印刷治具1は、板面に水平、垂直方向に所定の間隔で精度よく位置決めされ、板厚方向に貫通して設けられた複数の開孔8を有する被印刷物載置手段3と、被印刷物6を位置決めするために立設される被印刷物取り付け手段2と、被印刷物載置手段3をインクジェットプリンター装置の印刷ベッド5上に載置されるネジ等からなる被印刷物載置手段3の四隅を固定するベッド固定手段4とから構成されている。
本例の被印刷物6は図2、図3に示すように断面が楕円形で円筒状であり、被印刷物載置手段3上に被印刷面25を図示しないインク塗布手段4に対向するように、また、インク塗布手段7を移動させるためのスライドバーなどから構成されるインクヘッド移動手段9の動きにほぼ平行となるように、アルミ板などからなる被印刷物載置手段3上に載置され、被印刷物取り付け手段2によって位置決め固定されている。なお、この場合の被印刷物取り付け手段2は、ピン状の棒状体21と下面に棒状体を一体化したL字型の立体複合棒状体22の双方によって構成されている。
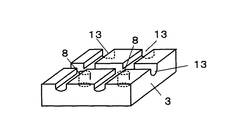
次にそれぞれの構成要素を詳細に説明する。被印刷物載置手段3は、例えば、約400mm四方で1〜10mm好ましくは1〜5mm厚さの金属板や、プラスチック板、例えばアルミ、ステンレス等の金属板、板金成形物や、ポリアセタール、ベークライト等の高剛性で寸法変動が少ない単独材料や、金属体と有機材料シートとの積層体などからなり、棒状体21を立設固定するための複数の開孔8を備えている。使用するインクジェットプリンター、の仕様により異なるが、積載可能重量が5〜100kg程度以内、被印刷物の高さ寸法制限があり50〜150mm程度以内、被印刷物の重量、寸法を加味して被印刷物載置手段3の構成素材の選定を行うとよい。被印刷物載置手段3は必ずしも平板状がよいことはなく、被印刷物6の形状によってその最適な形態は変化し、斜面状や、リング状等であってもよく、また、開孔8に立設される棒状体21や、立体複合棒状体22等の被印刷物取り付け手段2の強度を高め、あるいは位置決め時での視認性を高めるために、図5に示すように複数の直交する平行な溝13を備え、その一部、例えば溝の交差部に囲まれた部分に開孔8を設けたもの、また、交差部に形成したものでもよい。
開孔8は、たとえばその直径が挿入固定される棒状体21の直径よりも0.01〜0.1mm程度大きく構成される直径1〜20mm程度のものである。図示の被印刷物載置手段3では開孔8は水平方向、垂直方向に所定間隔、たとえば5mm置きに精度よく配置形成されている。被印刷物載置手段3に設けられる開孔8の深さ方向の形状は、棒状体21が立設され、被印刷物6を精度よく固定できるものであればよく、図4(B)に示すような下すぼまりの形状や、図4(C)に示す閉塞形状でもよい。また、開口部と棒状体21にネジ加工が施してあってもよい。
被印刷物6の被印刷面25は、良好な印刷品質を保持するために、印刷ベッド5と被印刷物6の間の間隔はほぼ0.2〜2mm程度で、かつ、インク塗布手段7とほぼ平行となるように配置される。
ベッド固定手段4は、図3に示すようにインクジェットプリンター本体の一部である印刷ベッド5と被印刷物載置手段3を精度よく接続するための位置決め固定手段であり、例えばアングル材、固定ピン、ねじ等から構成される。
被印刷物取り付け手段2は、被印刷物載置手段3上に載置される被印刷物6を確実に、水平方向あるいは垂直方向に精度よく位置決め固定するための手段であり、ピン等の棒状体21や、棒状体21と被印刷物6を所定位置に固定するための最適な形状を有する立体形状部材23と一体化した立体複合棒状体22からなる。
棒状体21は一般に直径が1〜10mm程度で、ステンレス鋼等、高剛性で発錆がなく、加工が容易な材質で構成される。長さは被印刷物6の高さに開孔深さを加えた値を基準に任意に選択できる。なお、棒状体21の断面は円形である必要はなく、被印刷物6をより正確に、また繰り返し精度よく固定するために、三角形断面や、四角形断面等任意の形状であってもよいし、被印刷物保持手段17上の高さを確保する場合には図4(A)に示すように棒状体21上部の直径を所定長さ(図中h)分、大きく構成するとよい。
また、被印刷物載置手段3に設けられた開孔8への挿抜頻度は高い場合には図4(C)に示すように棒状体21の下部にスプリングバネなどからなる弾性係止手段15を設けてもよい。また、上部には棒状体21を開孔8への挿入用の挿抜治具19との係合をはかる溝13を設けてもよい。
立体複合棒状体22は、複数本の棒状体21の上部にアルミ等の金属やポリアセタール等のプラスチックからなる立体形状部材23を、嵌合や、ネジ止め等の手段で一体化して構成されるものであり、下部の棒状体21を被印刷物載置手段3に固定し、被印刷物6を載置した際に被印刷物6が、これに対向して駆動されるインク塗布手段7との平行を維持するように高さなどを調整するためのものである。
図6(A)に示す立体複合棒状体22は下面に突起のある被印刷物6、例えば、破線で示す被印刷物6、たとえば模型の部品の下部を固定するものである。図6(B)に示す立体複合棒状体22は長方形状の箱状体のコーナー部にL字状の立体形状部材の内面を当接させ、箱状体の位置決めを行うものである。また、図6(C)における立体複合棒状体22は棒状体21の上部に立体形状部材23を設けたものであり、例えば、マンゴー等の果物や卵等、比較的簡素な形状で、かつ、傷つきやすい被印刷物6へ、可食材料での印刷を行う場合に用いられる。この場合には立体形状部材23は、例えばポリエチレンテレフタレートなどの熱可塑性樹脂からなるシートを真空成形したものや、シリコンゴム等で成形して構成されることが好ましい。
図7Aにおける立体複合棒状体22は被印刷物載置手段3上に、高さが異なる複数(図では2)の被印刷物6a、6bを取り付けて、一括同時に印刷するための被印刷物取り付け手段22(2)を示したものであり、インク塗布手段7からの距離、すなわち被印刷面25(それぞれ25a、25b)の被印刷物載置手段3からの上面高さHがほぼ等しくなるように、段差221を立体複合棒状体22上に構成したものである。なお、図中14は被印刷物6と棒状体21が直接接触によって生ずる被印刷物6の損傷を防ぐためのもので、棒状体21に巻かれた柔軟なゴム等からなる被印刷物保護手段を示している。
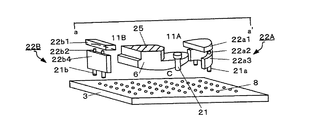
図8A及び図8Bは第2の発明にかかる実施形態を示したものであり、被印刷物6が、大型で、安定性のない場合に、被印刷物載置手段3に確実に固定するための治具である。ここで図8Aは斜視図を示し、図8Bは図8Aのa−a‘断面図を示している。本例で示す被印刷物6は、先端部(11A)が比較的細く、後端部(11B)が太く構成され、かつ、底面が曲面形状の被印刷物6、例えば全長が50cm以上の模型の船の場合の固定方法を示している。図示のように被印刷物6の前面(11A)には、平板状の上部体22a1、内面が湾曲し被印刷物6前面と面状に接する下部体22a3、そして、上部体22a1と下部体22a3を着脱自在に接続するピン等からなる接続手段22a2からなる第1の立体複合棒状体22(A)と棒状体21aが配設され、被印刷物6前面と係合(図中係合部11A)するように組み立てられる。すなわち、被印刷物6の前面(11A)では、まず、被印刷物載置手段3の開孔8に下部体22a3と棒状体21aの複合体を、一方、被印刷物6の後端部(図中B)では、下部体22b3と棒状体21bを組み立てたものを立設する。そして、被印刷物6を載置した後、前面(11A)においては、上部体22a1と接続手段22a2の接合体を、後部では上部体22b1と接続手段22b2の接合体を、上方から押し付け固定する。これによって図8Bの11Aに示すように前部では被印刷物6先端が、立体複合棒状体22Aによって、後部では立体複合棒状体22Bによって被印刷物6と係合される。このように被印刷物6が安定性のない場合にも係合部を設けた被印刷物取り付け手段2を用いることで確実な固定が可能となる。
もちろん、係合部には必ずしも複数の部材からなる立体複合棒状体22を用いる必要はなく、たとえば、図示のように、上部が大きく形成されたステンレスや、ゴムなどの弾性体からなる棒状体21を被印刷物6の係合のために用いてもよい。
図9は第3の発明にかかる実施形態を示したものであり、被印刷物6がスポーツ用のゴムボール、ビーチボール等、球状あるいは断面が楕円形であるため、印刷には高さ方向での調節が必要な被印刷物6へ印刷を行うための他の実施例を示している。
図示の被印刷物6は例えば、スポーツ用のゴムボールで、その上面が被印刷面25の場合の印刷治具の構成が示されている。すなわち、本例の立体複合棒状体22は、被印刷物6を被印刷物載置手段3面内で所定に位置決めすると同時に、被印刷物6上面の被印刷面25の高さ(H1)、すなわち、インク塗布手段7との間隔を調節する機能を持つ。具体的には、被印刷物載置手段3面内での位置決めは、ステンレス等の高剛性材料からなり環状の立体形状部材23と棒状体21からなる立体複合棒状体22を被印刷物載置手段3上の開孔8に所定に挿入したうえで、立体形状部材23上に棒状の連結接続手段16を接続し、さらに被印刷物6の上部を固定する被印刷物保持手段17と接続することでなされる。
なお、連結接続手段16は、例えば大きさの異なる球に対して使用できるように長さ制御ができるスライド式のものや、小ブロックを多数継ぎ合わせて使うものなど、継ぎ足しによって長さ調節ができるものなどが好適である。
また、立体形状部材23下部に設けられた棒状体21も、その長さ、すなわち、被印刷物載置手段3とインク塗布手段7との間の間隔を制御できるようにスライド可能なものが好ましい。また、本実施例では被印刷物6として球を用いているがこれに限定されず、箱状、曲面棒状等など任意でよい。なお、図中14は、被印刷物6であるゴムボールと金属製の立体形状部材23が直接接触するのを防ぐゴム製の被印刷物保護手段である。
図10A及び図10Bは第3の発明にかかる実施形態を示したものであり、大型ボトルの首部の被印刷面25へ印刷を行った例である。このうち、図10Aにおける立体複合棒状体22は、図中ボトル状の被印刷物6の上部の垂直方向への高さ位置決め手段26、及び立体複合棒状体22の傾き角度調整を可能とするための角度位置決め手段27を有しており、本例では2台(図中22A、22B)を用いて構成している。
図において、前記立体複合棒状体22A及び立体複合棒状体22Bは、それぞれ、複数(図では4本)の棒状体21と基台29から構成される立体複合棒状体22上に、高さ位置決め手段26(26A,26B)と、その上部の角度位置決め手段27(27A,27B)と、被印刷物6を受ける被印刷物受け部28(28A,28B)が設けられ一体化された構成を持つ。
そして、本例での立体複合棒状体22(22A,22B)は被印刷物6上の被印刷面25を、インク塗布手段7の間隔を所定に、かつ平行になるように高さ、角度を調整する手段を有するものである。
ここで高さ位置決め手段26は、たとえば、位置決めピンを有したスライド手段であり、高さ位置決め手段26に設けられた開孔部に、ピン等からなる高さ固定手段32を挿入固定して係止される。27は角度位置決め手段であり、被印刷物受け部28と高さ位置決め手段26の間に配置され、例えば凹凸面を持つブラケットと固定ネジからなり、被印刷物6の上面の被印刷面25がインク塗布手段7と平行に、また所定の間隔を維持するように被印刷物6の傾きを調整することができる。
なお、本例では一対の高さ位置決め手段26として、ピンと係止穴を用いたがこれに限られることなく、例えばかみ合うネジを用いた昇降機構を用いてもよい。また、被印刷物受け部28を回動するための角度位置決め手段27としては、凹凸面を持つブラケットと固定ネジを用いたが、これに限られることなく、例えばかさ歯車と歯車の動きを摺動可能に押圧するバネ機構などの周知の手段を用いて構成できる。更に本例では立体複合棒状体22を2組用いて構成したが、これに限られることはなく、両者を一体化してもよい。
図11A及び図11Bは第5の発明にかかる実施形態を示したものである。
図11Aは、被印刷物載置手段3を示したものであり、第5の発明は被印刷物載置手段3の持つ位置決め機能と、立設保持機能を分離することにより前記被印刷物載置手段3を、より低コストで提供しようとするものである。
図11Aは、被印刷物載置手段3を示したものであり、第5の発明は被印刷物載置手段3の持つ位置決め機能と、立設保持機能を分離することにより前記被印刷物載置手段3を、より低コストで提供しようとするものである。
すなわち、本例での被印刷物載置手段3は2層で構成され、上層は位置決め手段3aであり、例えば複数の貫通開孔を持つ厚さ1〜2mmの塗装鋼板、例えばパンチングメタルからなる。一方、下層は棒状体21を係止するための塑性係止手段3bであり、例えば厚さが10〜20mmの硬質発泡ポリエチレンや、ポリウレタンシートで構成される。なお、上層の位置決め手段3aと下層の塑性係止手段3bは、両者を図示しない粘着テープ等の手段により一体化して構成されている。
また、本例の棒状体21は、前記塑性係止手段3bへ挿入固定できるように軸部の直径が3.2〜3.4mmで、かつ、その先端が細く尖らせて形成されている。
被印刷物6の被印刷物載置手段3への位置決め固定は、被印刷物6を被印刷物載置手段3の上に載置した状態で、その外形周囲へ前記棒状体21を垂直に突き刺して固定することで行われる。
このように構成すると、例えば位置決め手段3aとして市販の安価なパンチングメタルを、また、塑性係止手段3bとして、発泡ポリエチレン等のリサイクル材等を用いることができるので、経済的に、また地球環境保護に寄与した被印刷物載置手段3を構成できる。
なお、本例では被印刷物載置手段3を、上層をパンチングメタル等からなる位置決め手段3aと、下層の塑性係止手段3bとの2層で構成しているが、これに限らず、塑性係止手段3bの脱着を高めるために塑性係止手段3b下部に、更に金属平板等の係止手段を設けたものでもよい。また、塑性係止手段3bとして発泡ポリエチレンを用いたがこれに限定されず、粘土等の無機物や、繊維などで構成してもよい。
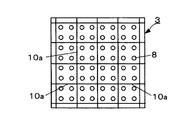
図12A及び図12Bは第6の発明にかかる実施形態を示したものである。ここで図12Aは本実施形態に係る被印刷物載置手段3の構成を示す斜視図であり、被印刷物載置手段3は、例えば複数の開孔8を有する黒色アルマイト被覆をもつアルミ板で構成される。また、被印刷物載置手段3には複数の開孔8が、例えば1cm間隔に縦横に穿孔されて形成されている。
位置表示手段10は、図12Bに示すように、所定の開孔数ごと、例えば5〜10個おきに(図では2個置き) に、例えば白色塗料で塗装して構成され碁盤目状に形成されており、被印刷物6が、たとえば図示のような直方体形状の場合には、その幅Wと長さLを測定して棒状体21の立設位置を調節できる。線状位置表示手段10aはこの幅Wと長さLを規定する際の目安となる基準であり、例えば、幅5cmと長さ10cmである場合、隣りあう線状位置表示手段10aの間隔がそれぞれ5及び10となるように、すなわち碁盤目状の位置表示手段33を目安として棒状体21の立設位置を決めることができる。もちろん、線状位置表示手段10aは、これに限られず延長方向に沿って目盛を設ける、あるいは目盛りを有する定規等を被印刷物載置手段3上に取り付けることでもよい。
図13A及び図13Bは第6の発明にかかる他の実施形態を示したものであり、前記被印刷物載置手段3が、上部被印刷物載置手段3aと下部被印刷物載置手段3bから構成され、このうち上部被印刷物載置手段3aには、被印刷物載置手段3上に立設する棒状体21の位置のみに点状位置表示手段10bとして複数の透孔30が形成されている。一方、下部被印刷物載置手段3bは、例えば、水平・垂直方向に規則正しく配列された開孔8を有するアルマイト板であり、上部被印刷物載置手段3aと下部被印刷物載置手段3bは図示しない粘着テープなどの着脱可能に一体化手段によって一体化されている。
また、上部被印刷物載置手段3aは、例えば厚さが0.1ないし1mm程度の面状体、例えばポリエチレンテレフタレートや、厚めの紙から構成され、点状位置表示手段10bは前記面状体にパンチなどで打ち抜いて透孔30を形成している。
また、上部被印刷物載置手段3aは、例えば厚さが0.1ないし1mm程度の面状体、例えばポリエチレンテレフタレートや、厚めの紙から構成され、点状位置表示手段10bは前記面状体にパンチなどで打ち抜いて透孔30を形成している。
このように被印刷物載置手段3を少なくとも2層に構成し、上部被印刷物載置手段3aに点状位置表示手段10bを設けて、これに下部被印刷物載置手段3bを一体化した被印刷物載置手段3を用いると、被印刷物6周囲への棒状体21立設作業において打ち抜かれた透孔30を目安として、棒状体21を立設することが出来るため計数処理が不要になる利点が生ずる。
なお、上部被印刷物載置手段3aには必ずしも透孔30を形成してから、下部被印刷物載置手段3bと一体化する必要はなく、例えば、別途被印刷物6を位置表示手段33上に仮置きし、現物での位置あわせを行ってパンチを使って開孔を形成したり、紙等の上に棒状体21立設位置のみを記し、先端が針状の棒状体21を用いて被印刷物載置手段3に直接棒状体21等立体複合棒状体22を配設してもよい。
1 立体形状印刷物用印刷治具
2 被印刷物取り付け手段
3 被印刷物載置手段
4 印刷ベッド固定手段
5 印刷ベッド
6 被印刷物
7 インク塗布手段
8 開孔
9 インクヘッド移動手段
10 位置表示手段
12 インクジェットプリンター本体
21 棒状体
22 立体複合棒状体
23 立体形状部材
25 被印刷面
26 高さ位置決め手段
27 角度位置決め手段
28 被印刷物受け部
35 塑性固定手段
2 被印刷物取り付け手段
3 被印刷物載置手段
4 印刷ベッド固定手段
5 印刷ベッド
6 被印刷物
7 インク塗布手段
8 開孔
9 インクヘッド移動手段
10 位置表示手段
12 インクジェットプリンター本体
21 棒状体
22 立体複合棒状体
23 立体形状部材
25 被印刷面
26 高さ位置決め手段
27 角度位置決め手段
28 被印刷物受け部
35 塑性固定手段
Claims (6)
- 立体形状の被印刷物を、その被印刷面をインク塗布手段に向けて位置決め、固定するための複数の開孔を有する面状あるいは立体形状の被印刷物載置手段と、前記被印刷物載置手段に設けられた複数の開孔に脱着自在に係合立設する棒状体を含む被印刷物取り付け手段と、前記被印刷物載置手段に設けられ、インクジェットプリンターと連動して該インク塗布手段の移動方向と直交する方向に移動する印刷ベッド上に脱着自在に固定するベッド固定手段とを備えたことを特徴とする立体形状印刷物用印刷治具
- 前記被印刷物取り付け手段は、立体形状の被印刷物に係合する係合部を有する棒状体、または、及び面状部材と一体化した棒状体、または、及び立体形状の部材と一体化した棒状体であることを特徴とする請求項1記載の立体形状印刷物用印刷治具。
- 前記被印刷物取り付け手段は、高さ調節手段を備えたことを特徴とする請求項1記載の立体形状印刷物用印刷治具。
- 前記被印刷物取り付け手段は、被印刷物を回動自在に調節する角度位置決め手段を備えたことを特徴とする請求項1記載の立体形状印刷物用印刷治具。
- 前記被印刷物載置手段は、少なくとも塑性あるいは弾性変形によって前記棒状体を立設する平板を備えてなることを特徴とする請求項1記載の立体形状印刷物用印刷治具。
- 前記被印刷物載置手段は、位置表示手段を備えたことを特徴とする請求項1記載の立体形状印刷物用印刷治具。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010140802A JP2012000603A (ja) | 2010-06-21 | 2010-06-21 | インクジェットプリンターを用いた立体印刷物用印刷治具 |
| PCT/JP2011/062157 WO2011162071A1 (ja) | 2010-06-21 | 2011-05-20 | インクジェットプリンターを用いた立体印刷物用印刷治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010140802A JP2012000603A (ja) | 2010-06-21 | 2010-06-21 | インクジェットプリンターを用いた立体印刷物用印刷治具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012000603A true JP2012000603A (ja) | 2012-01-05 |
Family
ID=45371268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010140802A Pending JP2012000603A (ja) | 2010-06-21 | 2010-06-21 | インクジェットプリンターを用いた立体印刷物用印刷治具 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2012000603A (ja) |
| WO (1) | WO2011162071A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014065023A (ja) * | 2012-09-04 | 2014-04-17 | Mimaki Engineering Co Ltd | 保持治具、印刷装置及び印刷方法 |
| JP2014104677A (ja) * | 2012-11-28 | 2014-06-09 | Seiko Epson Corp | 液体吐出装置、及び、立体形状被印刷物用治具 |
| JP2016016651A (ja) * | 2014-07-11 | 2016-02-01 | セイコーエプソン株式会社 | 記録装置及び記録方法 |
| WO2017086007A1 (ja) | 2015-11-19 | 2017-05-26 | 武藤工業株式会社 | 円筒印刷用治具及び円筒印刷用治具を用いた印刷装置 |
| US10035359B2 (en) | 2014-04-16 | 2018-07-31 | Mimaki Engineering Co., Ltd. | Inkjet printer and printing method |
| JP2018176736A (ja) * | 2017-04-03 | 2018-11-15 | ゼロックス コーポレイションXerox Corporation | Direct−to−objectプリンタの一体型対象物梱包およびホルダ |
| WO2019146005A1 (ja) | 2018-01-23 | 2019-08-01 | シチズン時計株式会社 | 印刷治具および印刷物の製造方法 |
| JP6938062B1 (ja) * | 2020-12-02 | 2021-09-22 | ウェッジ株式会社 | 立体造形物色入れシステム、立体造形物色入れ方法、及び保持治具 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9156293B2 (en) | 2012-06-18 | 2015-10-13 | Cimpress Schweiz Gmbh | Manufacturing tray with customized inlays for processing different types of articles of manufacture |
| US9114645B2 (en) | 2012-06-18 | 2015-08-25 | Cimpress Schweiz Gmbh | System and method for printing on multiple different articles of manufacture by the same printing system in a conveyor system |
| US9656481B2 (en) | 2012-06-18 | 2017-05-23 | Cimpress Schweiz Gmbh | Integrated imprinting system and trays for selectively processing items on tray |
| EP2871059A1 (en) * | 2013-11-07 | 2015-05-13 | Vistaprint Schweiz GmbH | Conveyance printing system and method for printing on multiple different types of articles of manufacture |
| CN104588272B (zh) * | 2015-01-29 | 2016-08-17 | 东莞市安达自动化设备有限公司 | 一种多穴四方位倾斜机构 |
| US20160325562A1 (en) * | 2015-05-05 | 2016-11-10 | Oce-Technologies B.V. | Method of forming substrate alignment tabs on a print surface |
| EP3272542B1 (en) * | 2016-07-19 | 2019-03-27 | OCE Holding B.V. | Method of printing on a three-dimensional object |
| CN112536191B (zh) * | 2020-11-12 | 2021-08-10 | 万安协讯电子有限公司 | 一种硬盘数据线制作点胶处理装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5776581A (en) * | 1980-10-31 | 1982-05-13 | Ricoh Co Ltd | Cleaning device of fixation equipment |
| JPS58160687A (ja) * | 1982-02-27 | 1983-09-24 | マネスマン・アクチエンゲゼルシヤフト | 金属管用管結合部 |
| JPS6175944A (ja) * | 1984-09-21 | 1986-04-18 | Nec Corp | アドレス変換装置 |
| JPS62168229A (ja) * | 1986-01-20 | 1987-07-24 | Fujitsu Ltd | システム構成自動認識処理方法 |
| JPH0751971A (ja) * | 1993-08-18 | 1995-02-28 | Hokuto Kk | ワークの位置決め方法及びその装置 |
| JP2001270096A (ja) * | 2000-03-27 | 2001-10-02 | Asutekku Kk | インクジェットプリント装置 |
| JP2007136764A (ja) * | 2005-11-16 | 2007-06-07 | Yoshida Industry Co Ltd | Uv硬化型インクジェットプリンターに用いる立体形状印刷物用印刷治具、立体形状印刷物の印刷方法、並びに立体形状印刷物 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5776581U (ja) * | 1980-10-30 | 1982-05-12 | ||
| JPS58160687U (ja) * | 1982-04-21 | 1983-10-26 | 株式会社イシカワキカイ | 溶接作業用ワ−ク支持治具 |
| JPS6175944U (ja) * | 1984-10-19 | 1986-05-22 | ||
| JPH0440828Y2 (ja) * | 1986-04-15 | 1992-09-25 |
-
2010
- 2010-06-21 JP JP2010140802A patent/JP2012000603A/ja active Pending
-
2011
- 2011-05-20 WO PCT/JP2011/062157 patent/WO2011162071A1/ja active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5776581A (en) * | 1980-10-31 | 1982-05-13 | Ricoh Co Ltd | Cleaning device of fixation equipment |
| JPS58160687A (ja) * | 1982-02-27 | 1983-09-24 | マネスマン・アクチエンゲゼルシヤフト | 金属管用管結合部 |
| JPS6175944A (ja) * | 1984-09-21 | 1986-04-18 | Nec Corp | アドレス変換装置 |
| JPS62168229A (ja) * | 1986-01-20 | 1987-07-24 | Fujitsu Ltd | システム構成自動認識処理方法 |
| JPH0751971A (ja) * | 1993-08-18 | 1995-02-28 | Hokuto Kk | ワークの位置決め方法及びその装置 |
| JP2001270096A (ja) * | 2000-03-27 | 2001-10-02 | Asutekku Kk | インクジェットプリント装置 |
| JP2007136764A (ja) * | 2005-11-16 | 2007-06-07 | Yoshida Industry Co Ltd | Uv硬化型インクジェットプリンターに用いる立体形状印刷物用印刷治具、立体形状印刷物の印刷方法、並びに立体形状印刷物 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014065023A (ja) * | 2012-09-04 | 2014-04-17 | Mimaki Engineering Co Ltd | 保持治具、印刷装置及び印刷方法 |
| CN104619508A (zh) * | 2012-09-04 | 2015-05-13 | 株式会社御牧工程 | 保持夹具、打印装置以及打印方法 |
| US20150202888A1 (en) * | 2012-09-04 | 2015-07-23 | Mimaki Engineering Co., Ltd. | Retaining jig, print device and print method |
| JP2014104677A (ja) * | 2012-11-28 | 2014-06-09 | Seiko Epson Corp | 液体吐出装置、及び、立体形状被印刷物用治具 |
| US10035359B2 (en) | 2014-04-16 | 2018-07-31 | Mimaki Engineering Co., Ltd. | Inkjet printer and printing method |
| EP3756895A1 (en) | 2014-04-16 | 2020-12-30 | Mimaki Engineering Co., Ltd. | Ink-jet printer |
| JP2016016651A (ja) * | 2014-07-11 | 2016-02-01 | セイコーエプソン株式会社 | 記録装置及び記録方法 |
| WO2017086007A1 (ja) | 2015-11-19 | 2017-05-26 | 武藤工業株式会社 | 円筒印刷用治具及び円筒印刷用治具を用いた印刷装置 |
| JP2018176736A (ja) * | 2017-04-03 | 2018-11-15 | ゼロックス コーポレイションXerox Corporation | Direct−to−objectプリンタの一体型対象物梱包およびホルダ |
| WO2019146005A1 (ja) | 2018-01-23 | 2019-08-01 | シチズン時計株式会社 | 印刷治具および印刷物の製造方法 |
| US11207897B2 (en) | 2018-01-23 | 2021-12-28 | Citizen Watch Co., Ltd. | Printing jig and method for manufacturing printed objects |
| JP6938062B1 (ja) * | 2020-12-02 | 2021-09-22 | ウェッジ株式会社 | 立体造形物色入れシステム、立体造形物色入れ方法、及び保持治具 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011162071A1 (ja) | 2011-12-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011162071A1 (ja) | インクジェットプリンターを用いた立体印刷物用印刷治具 | |
| KR102238944B1 (ko) | 3차원 디지털 인쇄 방법 및 장치 | |
| CN103358552B (zh) | 三维造型打印方法 | |
| CN102145591B (zh) | 折叠式墙体彩绘机 | |
| EP1902644A1 (en) | Decoration for nail | |
| US8511795B2 (en) | Three-dimensional printer | |
| KR101477027B1 (ko) | 화이트보드 | |
| US20090293333A1 (en) | Contoured artwork | |
| CN104999849A (zh) | 3d打印的树脂画、制备其的设备和方法 | |
| TW200639496A (en) | Method of fabricating display and apparatus for forming layer used for the method | |
| JP7257888B2 (ja) | 立体物製造方法および立体物 | |
| CN205290928U (zh) | 一种用于木板切割的基准线设置装置 | |
| CN107187034B (zh) | 一种喷头可更换的3d打印机 | |
| JP2013186465A (ja) | 波板看板 | |
| CN207224950U (zh) | 浮雕画 | |
| JP5803019B2 (ja) | 印刷方法および印刷用治具 | |
| KR101276328B1 (ko) | 디지털 프린터의 피인쇄물 위치 결정방법 | |
| CN205291952U (zh) | 一种嵌入式安装的平板 | |
| JP2014171509A (ja) | 携帯型情報機器用保護ケース | |
| CN220883804U (zh) | 一种手持喷码机用工作台 | |
| JP3127544U (ja) | 大型インクジェットプリンタのプリントヘッド調整モジュール | |
| KR101164481B1 (ko) | 이동식 스케일이 구비된 잉크젯 프린터 및 이를 이용한 인쇄 방법 | |
| KR200468632Y1 (ko) | 스크래치 보드 | |
| US11633962B2 (en) | Printing device | |
| KR200416675Y1 (ko) | 기념패 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120131 |