JP2011517953A - 流し込み機械および流し込み機械弁 - Google Patents
流し込み機械および流し込み機械弁 Download PDFInfo
- Publication number
- JP2011517953A JP2011517953A JP2011505471A JP2011505471A JP2011517953A JP 2011517953 A JP2011517953 A JP 2011517953A JP 2011505471 A JP2011505471 A JP 2011505471A JP 2011505471 A JP2011505471 A JP 2011505471A JP 2011517953 A JP2011517953 A JP 2011517953A
- Authority
- JP
- Japan
- Prior art keywords
- valve
- metering chamber
- flap
- casting machine
- flaps
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


















Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G1/00—Cocoa; Cocoa products, e.g. chocolate; Substitutes therefor
- A23G1/04—Apparatus specially adapted for manufacture or treatment of cocoa or cocoa products
- A23G1/20—Apparatus for moulding, cutting, or dispensing chocolate
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G1/00—Cocoa; Cocoa products, e.g. chocolate; Substitutes therefor
- A23G1/04—Apparatus specially adapted for manufacture or treatment of cocoa or cocoa products
- A23G1/20—Apparatus for moulding, cutting, or dispensing chocolate
- A23G1/21—Apparatus for moulding hollow products, open shells or other articles having cavities, e.g. open cavities
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G3/00—Sweetmeats; Confectionery; Marzipan; Coated or filled products
- A23G3/02—Apparatus specially adapted for manufacture or treatment of sweetmeats or confectionery; Accessories therefor
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G3/00—Sweetmeats; Confectionery; Marzipan; Coated or filled products
- A23G3/02—Apparatus specially adapted for manufacture or treatment of sweetmeats or confectionery; Accessories therefor
- A23G3/20—Apparatus for coating or filling sweetmeats or confectionery
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0225—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work characterised by flow controlling means, e.g. valves, located proximate the outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0225—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work characterised by flow controlling means, e.g. valves, located proximate the outlet
- B05C5/0237—Fluid actuated valves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/7722—Line condition change responsive valves
- Y10T137/7837—Direct response valves [i.e., check valve type]
- Y10T137/7879—Resilient material valve
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/7722—Line condition change responsive valves
- Y10T137/7837—Direct response valves [i.e., check valve type]
- Y10T137/7879—Resilient material valve
- Y10T137/788—Having expansible port
- Y10T137/7882—Having exit lip
- Y10T137/7885—Multiple slit
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Check Valves (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Lift Valve (AREA)
- Confectionery (AREA)
Abstract
Description
この課題は、冒頭で述べた形式の流し込み機械において、すなわち、流動性のマス、特に懸濁された固形物粒子を有する液状のマスを流し込むための流し込み機械であって、
−流動性のマスを収容するためのマス容器が設けられており;
−少なくとも1つの弁が設けられており、該弁が、マス容器内室に流体接続されており、弁通過方向に沿って所定の圧力差が存在する場合には、前記弁が開かれた状態にあり、弁通過方向に沿って前記圧力差が存在しない場合には、前記弁が閉じられた状態にあり;
−前記弁の弁通過方向に沿って所定の圧力差を発生させるための圧力発生手段が設けられている;
形式のものにおいて、前記弁が、1つの弁開口と、該弁開口に対応配置された少なくとも1つの弁フラップとを備えた弁ボディを有しており、前記弁フラップが、前記弁ボディに枢着されており、さらに前記弁フラップが、該弁フラップを前記弁開口に押圧しかつ前記弁開口をシールする弾性的なプリロードもしくは予荷重にさらされていることにより解決される。
本発明による弁は、上で説明した流し込み機械への組込みのために適している。本発明による弁は、1つの弁開口と、該弁開口に対応配置された少なくとも1つの弁フラップとを備えた弁ボディを有しており、前記弁フラップが、前記弁ボディに枢着されており、さらに前記弁フラップが、該弁フラップを前記弁開口に押圧しかつ前記弁開口をシールする弾性的なプリロードにさらされている。
この圧力発生手段は、さらに上で説明した流し込み機械に組み込むために適している。当該圧力発生手段は、可変のチャンバ容積と、少なくとも1つの調量チャンバ流出弁と、少なくとも1つの調量チャンバ流入弁とを備えた調量チャンバであり、調量チャンバ流入弁が、マス容器容積と調量チャンバ容積との間の流体接続部に配置されている。
Claims (59)
- 流動性のマス(M)、特に懸濁された固形物粒子を有する液状のマスを流し込むための流し込み機械(1)であって、
−流動性のマス(M)を収容するためのマス容器(2)が設けられており;
−少なくとも1つの弁(32,42;50;60;70;80;90;100;110;120)が設けられており、該弁が、マス容器内室に流体接続されており、弁通過方向に沿って所定の圧力差が存在する場合には、前記弁が開かれた状態にあり、弁通過方向に沿って前記圧力差が存在しない場合には、前記弁が閉じられた状態にあり;
−前記弁の弁通過方向に沿って所定の圧力差を発生させるための圧力発生手段(3,4,5,6,32,42)が設けられている;
形式のものにおいて、前記弁が、1つの弁開口と、該弁開口に対応配置された少なくとも1つの弁フラップ(53;64;76;83;94;105;115;128)とを備えた弁ボディ(51;61;71;81;91;101;111;121)を有しており、前記弁フラップが、前記弁ボディに枢着されており、さらに前記弁フラップが、該弁フラップを前記弁開口に押圧しかつ前記弁開口をシールする弾性的なプリロードにさらされていることを特徴とする流し込み機械。 - 弁フラップ(53;64;76;83;94;105;115;128)が、フレキシブルに形成されている、請求項1記載の流し込み機械。
- 弁フラップ(53;64;76;83;94;105;115;128)が、プリロードをかけられた状態で前記弁開口に接触するエラストマ材料から成っている、請求項1または2記載の流し込み機械。
- 前記弁(32,42;50;60;70;80;90;100;110;120)が、前記弁開口に対応配置された少なくとも2つの弁フラップ(53;64;76;83;94;105;115;128)を有しており、該弁フラップが、前記弁ボディ(51;61;71;81;91;101;111;121)に枢着されており、さらに前記弁フラップが、それぞれ、該弁フラップを互いに押し合わせかつ前記弁開口をシールする弾性的なプリロードにさらされている、請求項1から3までのいずれか1項記載の流し込み機械。
- 前記弁の前記少なくとも1つの弁フラップの、弁通過方向に対して直角な弁横断平面に対して投影されたフラップ縁部が、前記弁横断平面の第1の半径方向外側の点から、前記横断平面の半径方向中心の点を介して、前記弁横断平面の第2の半径方向外側の点にまで延びている、請求項4記載の流し込み機械。
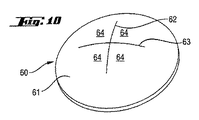
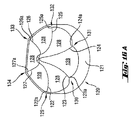
- 前記弁(100;110;120)が、前記弁開口に対応配置された少なくとも3つの弁フラップ(105;115;128)を有しており、該弁フラップが、前記弁ボディ(101;111;121)に周縁範囲で枢着されており、さらに前記弁フラップが、それぞれ、前記弁フラップ(105;115;128)を互いに押し合わせかつ前記弁開口をシールする弾性的なプリロードにさらされており、前記弁が、弁通過方向に向かって隆起したピラミッド状の形状を有しており、該形状のピラミッド状の面が、それぞれ1つの弁フラップ(105;115;128)により形成されていて、互いに隣接し合ったそれぞれ2つのピラミッド状の面の間でそれぞれ1つの弁スリット(102,103,104;112,113,114;122,123,124,125,126,127)が、半径方向外側の点から半径方向の中心部にまで延びている、請求項1から5までのいずれか1項記載の流し込み機械。
- 前記弁(100;110;120)が、3つ、4つ、5つまたは6つの弁フラップ(105;115;128)を有していて、それぞれ3面、4面、5面または6面のピラミッド状の形状を有している、請求項6記載の流し込み機械。
- 前記ピラミッド状の面が、ピラミッド先端から見てそれぞれ凹面状に成形されていて、凹面状に成形された各1つの弁フラップ(105;115;128)により形成されており、該弁フラップの凹面状の輪郭が、輪郭を画定する前記弁スリット(102,103,104;112,113,114;122,123,124,125,126,127)と、周縁の枢着範囲との間に延びている、請求項6または7記載の流し込み機械。
- 前記ピラミッド状の面が、ピラミッド先端から見てそれぞれ凸面状に成形されていて、凸面状に成形された各1つの弁フラップ(105;115;128)により形成されており、該弁フラップの凸面状の輪郭が、輪郭を画定する前記弁スリット(102,103,104;112,113,114;122,123,124,125,126,127)と、周縁の枢着範囲との間に延びている、請求項1から8までのいずれか1項記載の流し込み機械。
- 前記弁の前記弁ボディと、前記少なくとも1つの弁フラップとが、一体に形成されている、請求項1から9までのいずれか1項記載の流し込み機械。
- 前記弁の前記弁ボディと、前記少なくとも1つの弁フラップとが、互いに結合されている、請求項9記載の流し込み機械。
- 前記弁の前記弁ボディと、前記少なくとも1つの弁フラップとが、エラストマ注型部品として形成されている、請求項10記載の流し込み機械。
- 前記弁の前記弁ボディと、前記少なくとも1つの弁フラップとが、形状締結式および/または摩擦締結式の差込み結合によって互いに結合されている、請求項1から8までのいずれか1項記載の流し込み機械。
- 前記弁が、安定化エレメントまたは補剛エレメントと連結されている、請求項12または13記載の流し込み機械。
- 前記弁の前記弁ボディおよび/または前記少なくとも1つの弁フラップが、安定化エレメントまたは補剛エレメントと連結されている、請求項14記載の流し込み機械。
- 前記安定化エレメントまたは前記補剛エレメントが、第1の材料から成っており、前記弁もしくは前記弁ボディおよび/または前記少なくとも1つの弁フラップが、第2の材料から成っており、ただし第1の材料の弾性率が、第2の材料の弾性率よりも大きい、請求項14または15記載の流し込み機械。
- 前記弁ボディが、該弁ボディを冠状または環状に取り囲む弁座に配置されており、該弁座が、前記第2の材料から成っている、請求項10から16までのいずれか1項記載の流し込み機械。
- 前記少なくとも1つの弁フラップは、前記弁の変形に基づいた前記弁の閉じられた状態から、開かれた状態への移行時または前記弁の開かれた状態から、閉じられた状態への移行時に、前記弁に蓄えられたポテンシャルエネルギが最大となる1つの作用点を通過するようになっている、請求項1から17までのいずれか1項記載の流し込み機械。
- 前記弁の変形が、弁フラップ(105;115;128)の凹面状の形状から該弁フラップの凸面状の形状への、または該弁フラップの凸面状の形状から該弁フラップの凹面状の形状への該弁フラップの折返しである、請求項18記載の流し込み機械。
- 前記圧力発生手段(3,4,5,6,32,42)が、気密に閉鎖可能でかつ圧力源と連通したマス容器(2)を有している、請求項1から19までのいずれか1項記載の流し込み機械。
- 前記圧力源が、圧縮されたガスのための源、特に圧縮空気源を有している、請求項20記載の流し込み機械。
- 前記圧力発生手段(3,4,5,6,32,42)が、可変のマス容器容積を有する、気密に閉鎖可能なマス容器(2)を有している、請求項1から21までのいずれか1項記載の流し込み機械。
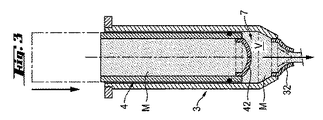
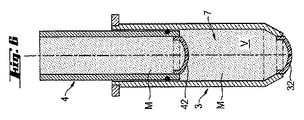
- 前記圧力発生手段が、可変のチャンバ容積(V)と、少なくとも1つの調量チャンバ流出弁(32)と、少なくとも1つの調量チャンバ流入弁(42)とを備えた調量チャンバ(7)であり、調量チャンバ流入弁が、マス容器容積と調量チャンバ容積との間の流体接続部に配置されている、請求項1から19までのいずれか1項記載の流し込み機械。
- 前記少なくとも1つの調量チャンバ流出弁(32)の弁通過方向が、調量チャンバ容積(V)から、当該流し込み機械を取り囲む雰囲気に向かって延びており、調量チャンバ流入弁(42)の弁通過方向が、マス容器容積から調量チャンバ容積(V)に向かって延びている、請求項23記載の流し込み機械。
- 調量チャンバが、複数の調量チャンバ流出弁と、唯一つの調量チャンバ流入弁とを有している、請求項23または24記載の流し込み機械。
- 調量チャンバが、複数の調量チャンバ流出弁と、複数の調量チャンバ流入弁とを有している、請求項23または24記載の流し込み機械。
- 1つの調量チャンバの調量チャンバ流出弁の数と、調量チャンバ流入弁の数とが等しい、請求項26記載の流し込み機械。
- 各調量チャンバ流出弁(32)に1つの調量チャンバ流入弁(42)が対応配置されている、請求項27記載の流し込み機械。
- 当該流し込み機械が、複数の調量チャンバ(7)を有している、請求項23から28までのいずれか1項記載の流し込み機械。
- 各調量チャンバ(7)が、1つの調量チャンバ流出弁(32)と1つの調量チャンバ流入弁(42)とを有している、請求項29記載の流し込み機械。
- 各調量チャンバ(7)の各チャンバ容積(V)が、互いにリンクされて可変である、請求項29または30記載の流し込み機械。
- 特に請求項1から31までのいずれか1項記載の流し込み機械(1)内に組み込むための弁(50;60;70;80;90;100;110;120)において、当該弁が、1つの弁開口と、該弁開口に対応配置された少なくとも1つの弁フラップ(53;64;76;83;94;105;115;128)とを備えた弁ボディ(51;61;71;81;91;101;111;121)を有しており、前記弁フラップが、前記弁ボディに枢着されており、さらに前記弁フラップが、該弁フラップを前記弁開口に押圧しかつ前記弁開口をシールする弾性的なプリロードにさらされていることを特徴とする弁。
- 前記弁フラップがフレキシブルに形成されている、請求項32記載の弁。
- 前記弁フラップが、プリロードをかけられた状態で前記弁開口に接触しているエラストマ材料から成っている、請求項32または33記載の弁。
- 当該弁が、前記弁開口に対応配置された少なくとも2つの弁フラップを有しており、該弁フラップが、前記弁ボディに枢着されており、さらに前記弁フラップが、それぞれ、該弁フラップを互いに押し合わせかつ前記弁開口をシールする弾性的なプリロードにさらされている、請求項32から34までのいずれか1項記載の弁。
- 当該弁の前記少なくとも1つの弁フラップの、弁通過方向に対して直角な弁横断平面に対して投影されたフラップ縁部が、前記弁横断平面の第1の半径方向外側の点から、前記弁横断平面の半径方向中心の点を介して、前記弁横断平面の第2の半径方向外側の点にまで延びている、請求項35記載の弁。
- 当該弁が、前記弁開口に対応配置された少なくとも3つの弁フラップを有しており、該弁フラップが、前記弁ボディに周縁範囲で枢着されており、さらに前記弁フラップが、それぞれ、該弁フラップを互いに押し合わせかつ前記弁開口をシールする弾性的なプリロードにさらされており、当該弁が、弁通過方向に向かって隆起したピラミッド状の形状を有しており、該形状のピラミッド状の面が、それぞれ1つの弁フラップにより形成されていて、互いに隣接し合ったそれぞれ2つのピラミッド状の面の間で、それぞれ1つの弁スリットが、半径方向外側の点から半径方向の中心部にまで延びている、請求項32から36までのいずれか1項記載の弁。
- 当該弁が、3つ、4つ、5つまたは6つの弁フラップを有していて、それぞれ3面、4面、5面または6面のピラミッド状の形状を有している、請求項37記載の弁。
- 前記ピラミッド状の面が、ピラミッド先端から見てそれぞれ凹面状に成形されていて、凹面状に成形された各1つの弁フラップにより形成されており、該弁フラップの凹面状の輪郭が、輪郭を画定する前記弁スリットと、周縁の枢着範囲との間に延びている、請求項37または38記載の弁。
- 前記ピラミッド状の面が、ピラミッド先端から見てそれぞれ凸面状に成形されていて、凸面状に成形された各1つの弁フラップにより形成されており、該弁フラップの凸面が、仕切りとなる前記弁スリットと、周縁の枢着範囲との間に延びている、請求項37または38記載の弁。
- 当該弁の前記弁ボディと、前記少なくとも1つの弁フラップとが、一体に形成されている、請求項32から40までのいずれか1項記載の弁。
- 当該弁の前記弁ボディと、前記少なくとも1つの弁フラップとが、エラストマ注型部品として形成されている、請求項41記載の弁。
- 当該弁の前記弁ボディと、前記少なくとも1つの弁フラップとが、互いに結合されている、請求項41記載の弁。
- 当該弁の前記弁ボディと、前記少なくとも1つの弁フラップとが、形状締結式および/または摩擦締結式の差込み結合によって互いに結合されている、請求項32から43までのいずれか1項記載の弁。
- 当該弁が、安定化エレメントまたは補剛エレメントと連結されている、請求項42、43または44記載の弁。
- 当該弁の前記弁ボディおよび/または前記少なくとも1つの弁フラップが、安定化エレメントまたは補剛エレメントと連結されている、請求項45記載の弁。
- 前記安定化エレメントまたは前記補剛エレメントが、第1の材料から成っており、当該弁もしくは前記弁ボディおよび/または前記少なくとも1つの弁フラップが、第2の材料から成っており、ただし第1の材料の弾性率が、第2の材料の弾性率よりも大きい、請求項45または46記載の弁。
- 前記弁ボディが、該弁ボディを冠状または環状に取り囲む弁座に配置されており、該弁座が、前記第2の材料から成っている、請求項41から47までのいずれか1項記載の弁。
- 前記少なくとも1つの弁フラップは、当該弁の変形に基づいた当該弁の閉じられた状態から、開かれた状態への移行時または当該弁の開かれた状態から、閉じられた状態への移行時に、当該弁に蓄えられたポテンシャルエネルギが最大となる1つの作用点を通過するようになっている、請求項32から48までのいずれか1項記載の弁。
- 当該弁の変形が、弁フラップの凹面状の形状から該弁フラップの凸面状の形状への、または該弁フラップの凸面状の形状から該弁フラップの凹面状の形状への該弁フラップの折返しである、請求項49記載の弁。
- 特に請求項1から31までのいずれか1項記載の流し込み機械(1)内に組み込むための圧力発生手段(3,4,5,6,32,42)において、当該圧力発生手段(3,4,5,6,32,42)が、可変のチャンバ容積(V)と、少なくとも1つの調量チャンバ流出弁(32)と、少なくとも1つの調量チャンバ流入弁(42)とを備えた調量チャンバ(7)であり、調量チャンバ流入弁が、マス容器容積と調量チャンバ容積との間の流体接続部に配置されていることを特徴とする圧力発生手段。
- 前記少なくとも1つの調量チャンバ流出弁の弁通過方向が、調量チャンバ容積から、前記流し込み機械を取り囲む雰囲気に向かって延びており、調量チャンバ流入弁の弁通過方向が、マス容器容積から調量チャンバ容積に向かって延びている、請求項51記載の圧力発生手段。
- 1つの調量チャンバが、複数の調量チャンバ流出弁と、唯一つの調量チャンバ流入弁とを有している、請求項51または52記載の圧力発生手段。
- 1つの調量チャンバが、複数の調量チャンバ流出弁と、複数の調量チャンバ流入弁とを有している、請求項51または52記載の圧力発生手段。
- 1つの調量チャンバの調量チャンバ流出弁の数と、調量チャンバ流入弁の数とが等しい、請求項54記載の圧力発生手段。
- 各調量チャンバ流出弁に1つの調量チャンバ流入弁が対応配置されている、請求項55記載の圧力発生手段。
- 前記流し込み機械が、複数の調量チャンバを有している、請求項51から56までのいずれか1項記載の圧力発生手段。
- 各調量チャンバ(7)が、1つの調量チャンバ流出弁(32)と1つの調量チャンバ流入弁(42)とを有している、請求項57記載の圧力発生手段。
- 各調量チャンバの各チャンバ容積が、互いにリンクされて可変である、請求項57または58記載の圧力発生手段。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008001323.4 | 2008-04-22 | ||
| DE200810001323 DE102008001323A1 (de) | 2008-04-22 | 2008-04-22 | Giessmaschine und Giessmaschinen-Ventil |
| PCT/EP2009/054647 WO2009130178A2 (de) | 2008-04-22 | 2009-04-20 | Giessmaschine und giessmachinen-ventil |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011517953A true JP2011517953A (ja) | 2011-06-23 |
| JP2011517953A5 JP2011517953A5 (ja) | 2012-05-24 |
Family
ID=40907042
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011505471A Pending JP2011517953A (ja) | 2008-04-22 | 2009-04-20 | 流し込み機械および流し込み機械弁 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8568130B2 (ja) |
| EP (1) | EP2282644A2 (ja) |
| JP (1) | JP2011517953A (ja) |
| CN (1) | CN102014651A (ja) |
| BR (1) | BRPI0910474A2 (ja) |
| DE (1) | DE102008001323A1 (ja) |
| WO (1) | WO2009130178A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018102301A (ja) * | 2012-03-12 | 2018-07-05 | ヤマト農磁株式会社 | 液剤を分配して排出するための装置、及び、田植え同時液剤散布方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008043604A1 (de) * | 2008-11-10 | 2010-05-12 | Bühler AG | Giessmaschine und Giessmaschinen-Ventil |
| DE102009000039A1 (de) * | 2009-02-05 | 2010-08-12 | Bühler AG | Giessmaschine |
| DE102010028810B4 (de) * | 2010-05-10 | 2013-08-01 | Saf-Holland Gmbh | Belüfteter Luftbalg für eine Luftfeder, einen belüfteten Luftbalg enthaltende Luftfeder sowie belüftete Luftbälge enthaltendes Luftfedersystem |
| ES2425798T3 (es) * | 2011-01-25 | 2013-10-17 | Bühler AG | Válvula de máquina de colada |
| CN103039674B (zh) * | 2013-01-04 | 2014-07-02 | 张彩玲 | 巧克力无链自动浇注机 |
| CN104174549B (zh) * | 2013-05-20 | 2017-08-22 | 日本电产增成株式会社 | 液剂吐出装置 |
| US10213795B2 (en) * | 2015-05-07 | 2019-02-26 | Nordson Corporation | Fluid dispensing apparatus and methods utilizing a resilient nozzle |
| US10737085B2 (en) | 2017-05-05 | 2020-08-11 | Greatbatch Ltd. | Medical device with hemostatic valve |
| US11092254B1 (en) * | 2020-03-26 | 2021-08-17 | Jose Luis Rueda Calvet | Self-sealing valve for an inflatable body and method for manufacturing same |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5489077A (en) * | 1977-12-27 | 1979-07-14 | Hatsuo Sakurazawa | Quantitatively supplying apparatus of pasty article |
| JPS57177472A (en) * | 1981-04-01 | 1982-11-01 | Tetra Pak Int | Valve gear |
| JPH02233302A (ja) * | 1989-01-21 | 1990-09-14 | Elopak Syst Ag | 容器充填ノズル |
| JPH0338701U (ja) * | 1989-08-24 | 1991-04-15 | ||
| WO1995021531A1 (fr) * | 1994-02-08 | 1995-08-17 | Masami Sangyo Co., Ltd. | Tete d'extrusion de pate de boulangerie pour machines de fabrication de produits alimentaires |
| JPH08334091A (ja) * | 1995-06-06 | 1996-12-17 | Naomi:Kk | 充填機 |
| JP2007153354A (ja) * | 2005-12-01 | 2007-06-21 | Shikoku Kakoki Co Ltd | 充填ノズル |
| WO2007087731A1 (de) * | 2006-01-31 | 2007-08-09 | Bühler AG | Verfahren und vorrichtung zum giessen von verzehrprodukten |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2524764A (en) * | 1944-04-12 | 1950-10-10 | Adrian P Burke | Valve construction |
| FR1183748A (fr) * | 1956-09-19 | 1959-07-13 | Brphidrene Gram As | Bec d'évacuation pour masses visqueuses, procédé et mécanisme pour détacher dudit bec le boudin de masse visqueuse qui en sort |
| US3211340A (en) * | 1963-04-23 | 1965-10-12 | Waldo H Zander | Dispensing device |
| US3258175A (en) * | 1964-06-09 | 1966-06-28 | Roma Ind Pty Ltd | Dispenser with nipple type control valves |
| US3342318A (en) * | 1965-10-05 | 1967-09-19 | Continental Can Co | Tablet dispenser |
| US3807444A (en) * | 1972-10-10 | 1974-04-30 | Ca Valve Ltd | Check valve |
| DE2438796C2 (de) * | 1974-08-13 | 1983-02-24 | Josef 4422 Ahaus Finnah | Vorrichtung zum portionsweisen Abfüllen von flüssigem oder pastösem Füllgut in Behältnisse |
| US4762308A (en) * | 1987-03-30 | 1988-08-09 | The Firestone Tire & Rubber Company | Damping valve for air spring suspension systems |
| DE68923620T2 (de) * | 1988-12-19 | 1996-04-04 | Drinx Production Ab | Anordnung zum selektiven spenden und mischen von mehreren getränken. |
| SE508891C2 (sv) * | 1993-02-11 | 1998-11-16 | Asept Int Ab | Portioneringsanordning för att portionera två flytande produkter |
| DE69627510T2 (de) * | 1995-09-01 | 2004-01-29 | Climes Conseil Claude Liardet | Ventil |
| DE29812059U1 (de) * | 1998-07-07 | 1999-01-07 | Lich Goemmer Ingeborg | Vorrichtung zum einfachen Dosieren pastöser Stoffe |
| ITMI991312A1 (it) * | 1999-06-11 | 2000-12-11 | Capsol Spa Stampaggio Resine T | Tappo a chiusura automatica per l'erogazione di liquidi da contenitori deformabili |
| EP1464467A2 (en) * | 2000-04-13 | 2004-10-06 | Ole-Bendt Rasmussen | Extruder with circular die for coextrusion |
| DE102007024028A1 (de) * | 2007-05-22 | 2008-11-27 | Bühler AG | Vorrichtung zum Giessen von Verzehrprodukten |
-
2008
- 2008-04-22 DE DE200810001323 patent/DE102008001323A1/de not_active Withdrawn
-
2009
- 2009-04-20 BR BRPI0910474A patent/BRPI0910474A2/pt not_active IP Right Cessation
- 2009-04-20 WO PCT/EP2009/054647 patent/WO2009130178A2/de active Application Filing
- 2009-04-20 CN CN2009801142543A patent/CN102014651A/zh active Pending
- 2009-04-20 EP EP09735801A patent/EP2282644A2/de not_active Withdrawn
- 2009-04-20 US US12/988,559 patent/US8568130B2/en not_active Expired - Fee Related
- 2009-04-20 JP JP2011505471A patent/JP2011517953A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5489077A (en) * | 1977-12-27 | 1979-07-14 | Hatsuo Sakurazawa | Quantitatively supplying apparatus of pasty article |
| JPS57177472A (en) * | 1981-04-01 | 1982-11-01 | Tetra Pak Int | Valve gear |
| JPH02233302A (ja) * | 1989-01-21 | 1990-09-14 | Elopak Syst Ag | 容器充填ノズル |
| JPH0338701U (ja) * | 1989-08-24 | 1991-04-15 | ||
| WO1995021531A1 (fr) * | 1994-02-08 | 1995-08-17 | Masami Sangyo Co., Ltd. | Tete d'extrusion de pate de boulangerie pour machines de fabrication de produits alimentaires |
| JPH08334091A (ja) * | 1995-06-06 | 1996-12-17 | Naomi:Kk | 充填機 |
| JP2007153354A (ja) * | 2005-12-01 | 2007-06-21 | Shikoku Kakoki Co Ltd | 充填ノズル |
| WO2007087731A1 (de) * | 2006-01-31 | 2007-08-09 | Bühler AG | Verfahren und vorrichtung zum giessen von verzehrprodukten |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018102301A (ja) * | 2012-03-12 | 2018-07-05 | ヤマト農磁株式会社 | 液剤を分配して排出するための装置、及び、田植え同時液剤散布方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102014651A (zh) | 2011-04-13 |
| BRPI0910474A2 (pt) | 2019-09-24 |
| US20110036432A1 (en) | 2011-02-17 |
| DE102008001323A1 (de) | 2009-10-29 |
| WO2009130178A3 (de) | 2010-04-15 |
| US8568130B2 (en) | 2013-10-29 |
| EP2282644A2 (de) | 2011-02-16 |
| WO2009130178A2 (de) | 2009-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011517953A (ja) | 流し込み機械および流し込み機械弁 | |
| JP4940403B2 (ja) | 自動的に空気を放出し、圧力異常を防止する特徴を有するスプレー用圧送ダイアフラムポンプ | |
| RU2430831C2 (ru) | Разливочная машина для изготовления пищевого продукта из текучего вещества (варианты) и способ изготовления пищевого продукта из текучего вещества | |
| JP7446702B2 (ja) | ダイヤフラムポンプ | |
| US6679688B2 (en) | Reed valve restriction plate with anti-sticking means | |
| KR101225346B1 (ko) | 싱글 블레이드 진공 펌프용 블레이드 및 싱글 블레이드 진공 펌프 | |
| JP2011517953A5 (ja) | ||
| KR20160133432A (ko) | 디스펜서를 위한 도포기, 도포기 헤드를 포함하는 디스펜서 및 도포기 헤드를 제조하기 위한 방법 | |
| CN205388167U (zh) | 用于阀的闭锁体以及具有这种闭锁体的阀 | |
| KR20110094039A (ko) | 주조기 밸브, 도우징 챔버 및 주조기 | |
| MX2013008577A (es) | Valvula para maquina moldeadora. | |
| US11274666B2 (en) | Micro-fluid pump | |
| JP2001123958A (ja) | ダイアフラム式燃料ポンプ | |
| CN112392701B (zh) | 微型流体泵及包括其的压力流体应用设备 | |
| CN109715976A (zh) | 流体封入式防振装置 | |
| JP6393551B2 (ja) | ダイヤフラムポンプ | |
| JPH11257249A (ja) | チューブポンプ | |
| JP3763087B2 (ja) | ダイヤフラムポンプ | |
| JPH10281070A (ja) | 等分布荷重で作動するダイヤフラムポンプ | |
| US11009020B2 (en) | Vacuum pumps and methods of manufacturing the same | |
| EP4269797A1 (en) | Diaphragm pump | |
| JP2008260539A (ja) | ピストンおよびそのピストンを使用した流動体容器 | |
| CN214036057U (zh) | 微型流体泵及包括其的压力流体应用设备 | |
| JP3870847B2 (ja) | ポンプ | |
| CN214036059U (zh) | 微型流体泵及包括其的压力流体应用设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120327 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130307 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130319 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130708 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131202 |