JP2011102000A - 表示体およびその製造方法 - Google Patents
表示体およびその製造方法 Download PDFInfo
- Publication number
- JP2011102000A JP2011102000A JP2009258172A JP2009258172A JP2011102000A JP 2011102000 A JP2011102000 A JP 2011102000A JP 2009258172 A JP2009258172 A JP 2009258172A JP 2009258172 A JP2009258172 A JP 2009258172A JP 2011102000 A JP2011102000 A JP 2011102000A
- Authority
- JP
- Japan
- Prior art keywords
- light guide
- resin base
- insert film
- display
- light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Illuminated Signs And Luminous Advertising (AREA)
Abstract
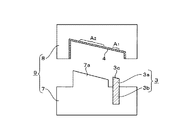
【解決手段】表示体としての操作ノブ1は、導光体3の先部3aが樹脂ベース2を貫通して両者2,3が一体化されていると共に、樹脂ベース2の外面に被着されたインサートフィルム4の一部が導光体3の先端面を覆っており、フィルム4の第1および第2の表示部4a,4bが光源5,6の光で照光可能である。操作ノブ1を製造する際には、導光体3を装着した雄型7とインサートフィルム4を装着した雌型8とを型締めし、キャビティC内へ溶融樹脂10を射出充填することにより樹脂ベース2を成形する。その際、インサートフィルム4の外表面には、第1の表示部4aと対応する領域A1に導光体3を介して型締め力が付与されたことによるシボ加工が施され、かつ残余の領域A2,A3に溶融樹脂10の射出圧によるシボ加工が施される。
【選択図】図2
Description
2 樹脂ベース
2a 天板部
3 導光体
3a 先部
3b 基部
3c 先端面
4 インサートフィルム
4a 第1の表示部
4b 第2の表示部
4c 遮光層
5,6 光源
7 雄型(第1の金型)
7a 凸部
7b 凹部
8 雌型(第2の金型)
8a 壁面
9 成形金型
10 溶融樹脂
C キャビティ
Claims (2)
- 成形品である樹脂ベースと、先部が前記樹脂ベースに貫通状態で密着接合されていると共に先端面が該樹脂ベースの外面と面一に配置されている導光体と、前記樹脂ベースの外面に被着されて前記導光体の先端面を覆うインサートフィルムとを備え、前記インサートフィルムの外表面に、前記樹脂ベースの成形金型の型締め力が前記導光体を介して付与されたことによるシボ加工と、前記樹脂ベースの成形時の射出圧によるシボ加工とが施されていることを特徴とする表示体。
- 導光体の基部を保持して先部を突出させた第1の金型と、キャビティを臨む壁面に微細な凹凸が設けられた第2の金型との間に、インサートフィルムを挟み込んだ状態でこれら第1および第2の金型を型締めすることにより、前記導光体を介して付与される型締め力によって前記インサートフィルムの一部に前記凹凸を転写するシボ加工を行い、しかる後、前記キャビティ内に溶融樹脂を射出充填し、その射出圧によって前記インサートフィルムの他部に前記凹凸を転写するシボ加工を行うと共に、前記溶融樹脂を固化させて樹脂ベースを成形するようにしたことを特徴とする表示体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009258172A JP5426328B2 (ja) | 2009-11-11 | 2009-11-11 | 表示体およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009258172A JP5426328B2 (ja) | 2009-11-11 | 2009-11-11 | 表示体およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011102000A true JP2011102000A (ja) | 2011-05-26 |
| JP5426328B2 JP5426328B2 (ja) | 2014-02-26 |
Family
ID=44192566
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009258172A Active JP5426328B2 (ja) | 2009-11-11 | 2009-11-11 | 表示体およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5426328B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2574451A1 (en) * | 2011-09-29 | 2013-04-03 | 3M Innovative Properties Company | Method of manufacturing an optically transparent light guide |
| KR200476727Y1 (ko) * | 2013-12-03 | 2015-03-24 | 엘에스산전 주식회사 | 전기 자동차용 인버터 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62162081A (ja) * | 1985-12-28 | 1987-07-17 | Yoshida Kogyo Kk <Ykk> | 合成皮革を被覆した合成樹脂成形品並びにその製法 |
| JPH0788887A (ja) * | 1993-09-24 | 1995-04-04 | Nissha Printing Co Ltd | 透明部を有する樹脂成形品とその製造方法 |
| JPH0999453A (ja) * | 1995-10-05 | 1997-04-15 | Nissha Printing Co Ltd | 抜き窓部を有する低反射インサート成形品の製造方法と低反射インサートフィルム |
| JP2002264268A (ja) * | 2001-03-08 | 2002-09-18 | Dainippon Printing Co Ltd | 射出成形同時絵付け成形品、及び射出成形同時絵付け方法 |
| JP2010094869A (ja) * | 2008-10-15 | 2010-04-30 | Alps Electric Co Ltd | 操作ノブおよびその製造方法 |
-
2009
- 2009-11-11 JP JP2009258172A patent/JP5426328B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62162081A (ja) * | 1985-12-28 | 1987-07-17 | Yoshida Kogyo Kk <Ykk> | 合成皮革を被覆した合成樹脂成形品並びにその製法 |
| JPH0788887A (ja) * | 1993-09-24 | 1995-04-04 | Nissha Printing Co Ltd | 透明部を有する樹脂成形品とその製造方法 |
| JPH0999453A (ja) * | 1995-10-05 | 1997-04-15 | Nissha Printing Co Ltd | 抜き窓部を有する低反射インサート成形品の製造方法と低反射インサートフィルム |
| JP2002264268A (ja) * | 2001-03-08 | 2002-09-18 | Dainippon Printing Co Ltd | 射出成形同時絵付け成形品、及び射出成形同時絵付け方法 |
| JP2010094869A (ja) * | 2008-10-15 | 2010-04-30 | Alps Electric Co Ltd | 操作ノブおよびその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2574451A1 (en) * | 2011-09-29 | 2013-04-03 | 3M Innovative Properties Company | Method of manufacturing an optically transparent light guide |
| WO2013049478A1 (en) * | 2011-09-29 | 2013-04-04 | 3M Innovative Properties Company | Method of manufacturing a molded article |
| KR200476727Y1 (ko) * | 2013-12-03 | 2015-03-24 | 엘에스산전 주식회사 | 전기 자동차용 인버터 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5426328B2 (ja) | 2014-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5217941B2 (ja) | 成形部品及び成形部品の製造方法 | |
| KR20140134235A (ko) | 버튼 기능을 가진 기능 지지부 | |
| KR101347187B1 (ko) | 발광 버튼키의 제조방법 | |
| TWI426474B (zh) | 具有背光顯示器之電子裝置 | |
| US20110003108A1 (en) | Multicolor molding method, multicolor molding apparatus, and multicolor molded part | |
| US6701652B1 (en) | Molded emblem with encapsulated embossed 3-D graphics | |
| JP2010120206A5 (ja) | ||
| JP5426328B2 (ja) | 表示体およびその製造方法 | |
| JP4780712B2 (ja) | 多層樹脂成形品の製造方法 | |
| JP2010094869A (ja) | 操作ノブおよびその製造方法 | |
| JP2005144986A (ja) | 表示部の保護パネル及びその製造方法 | |
| JP2008049602A (ja) | 複層成形品の製造方法及びそれによって得られる複層成形品 | |
| US20060121251A1 (en) | Method for production of an object and object produced by said method | |
| JP5530857B2 (ja) | 樹脂成形装置、及び、樹脂成形方法、及び、多層成形品 | |
| JPH10323858A (ja) | プラスチック外殻の製造方法及びベーゼル | |
| TWI247661B (en) | Synthetic resin molded article and production method thereof | |
| JP2007055163A (ja) | 印刷シート及び印刷シートの製造方法 | |
| CN110650832B (zh) | 用于制造包括装饰膜的壳的过程 | |
| JP2005074743A (ja) | 合成樹脂シートの賦形加工品及びその加工方法 | |
| JP3338104B2 (ja) | キートップの二色成形方法 | |
| JP2007118376A (ja) | 表皮材一体化合成樹脂成形品 | |
| JP5637224B2 (ja) | 成形部品、電子機器及び成形部品の製造方法 | |
| JP2001337607A (ja) | デザインパネル及びその製造方法 | |
| JP4109613B2 (ja) | 透光表示体及びその製造方法 | |
| JPH10226197A (ja) | 艶消しインサートフィルムと艶消しインサート成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120611 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130919 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131001 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131128 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5426328 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |