JP2010143039A - パッチ転写媒体 - Google Patents
パッチ転写媒体 Download PDFInfo
- Publication number
- JP2010143039A JP2010143039A JP2008321775A JP2008321775A JP2010143039A JP 2010143039 A JP2010143039 A JP 2010143039A JP 2008321775 A JP2008321775 A JP 2008321775A JP 2008321775 A JP2008321775 A JP 2008321775A JP 2010143039 A JP2010143039 A JP 2010143039A
- Authority
- JP
- Japan
- Prior art keywords
- transfer
- layer
- patch
- hologram
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Credit Cards Or The Like (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
- Decoration By Transfer Pictures (AREA)
Abstract
被転写体にパッチを容易に転写でき、多数回の繰り返し使用でも、媒体の表面と保護する耐擦傷性や耐溶剤性などに加えて、簡易な真正性判定が可能なホログラム形成層及び反射パターン層を有するパッチ転写媒体を提供する。
【解決手段】
(1)透明基材、該透明基材の一方の面にホログラム形成層、反射パターン層及び接着層からなる転写材と、(2)支持基材へ剥離性樹脂層を設けた支持材とからなり、前記転写材の転写部をハーフカット処理を施してパッチとし、該パッチが前記支持材の剥離性樹脂層面へ剥離可能に積層されていることを特徴とする。
【選択図】 図1
Description
「パッチ」とは、請求項に記載のとおり、支持基材上に剥離性樹脂層を介して、設けられた転写材の、一部分のみをハーフカットして、そのハーフカット部分のみを転写するときの、その「転写部分」をいう。
さらに、このパッチ転写媒体の接着層に、熱溶融転写方式、熱昇華転写方式又はインクジェット方式のいずれかで、被転写体への転写形成が必要な画像を設けておき、この転写によって位置精度よく被転写体上に形成することにより、偽造防止媒体(非転写体にパッチ転写媒体を転写したものをいう。)及び形成画像の真正性を耐久性よく証明することに用いられるパッチ転写媒体に関するものである。
これらはいずれも、経済的、もしくは社会的な価値を有する情報や、本人識別等の情報を保持した情報記録体であり、偽造による損害を防止する目的で、記録体そのものの真正性を識別できる機能を有することが望まれるが、その中でも、その情報が目視画像であって、その目視画像の真正性を証明する機能を有することが特に望まれるものに適用される。
さらには、その目視画像の耐久性、すなわち、耐擦傷性や耐溶剤性等を高めることが望まれるものに適用される。
これらのものに、目視画像を形成し、且つ、その目視画像の真正性を証明する必要のあるものにも好適である。
また、優れた美観、意匠性とともに、高いセキュリティ性を持つホログラム転写箔を用いて、ホログラムを媒体へ転写することが知られている。ホログラム転写箔は、基本的には基材フィルム上に、剥離層または、離型層と保護層、ホログラム形成層、ホログラム効果層および接着層を設け、カードなどの被転写材の転写領域に対向させて接着し、接着後に基材フィルムを剥離して、カードなどの被転写材の表面にホログラム形成層を転写する。
上記ホログラム転写箔は、ホログラム形成層の変造や偽造が困難であることから、被転写物品の偽造、変造が有効に防止されているが、各種模倣、偽造、変造技術の向上によりさらに優れた偽造防止性、変造防止性が要求されるようになってきた。
この熱転写方法による熱転写受像シートの具体的な用途は、多岐にわたっている。代表的なものとしては、印刷の校正刷り、画像の出力、CAD/CAMなどの設計およびデザインなどの出力、CTスキャンや内視鏡カメラなどの各種医療用分析機器、測定機器の出力用途そしてインスタント写真の代替として、また身分証明書やIDカード、クレジットカード、その他カード類への顔写真などの出力、さらに遊園地、ゲームセンター、博物館、水族館などのアミューズメント施設における合成写真、記念写真としての用途などをあげることができる。
上記のような用途の多様化に伴い、受容層が基材上に剥離可能に設けられた中間転写媒体で、その受容層に染料層を有する熱転写シートを用いて、染料を転写して画像を形成し、その後に中間転写記録媒体を加熱して、受容層を被転写体上に転写する方法が提案されている。(例えば、特許文献1参照)
特に、昇華転写型の熱転写シートで画像形成した場合、顔写真等の階調性画像を精密に形成することができるが、通常の印刷インキによる画像とは異なり、耐候性、耐摩擦性、耐薬品性等の耐久性に欠ける弱点がある。その解決策として、熱転写画像上に熱転写性樹脂層を有する保護層熱転写フィルムを重ね合わせ、サーマルヘッドや加熱ロール等を用いて、透明性を有する熱転写性樹脂層を転写させ、画像上に保護層を形成することが行われている。
インクジェット方式に至っては、インクジェットプリンターによりフルカラートナーを静電的手法により被印字部へ飛ばして印字する(画像形成する)ものであり、被印字部に接触しないという利点があるものの、被印字部への接着性は弱く、その印字(画像)の耐久性は著しく低いと言わざるを得ない。
そのため、自動認識方法等により、さらなる真正性判定手段を付加して、真正性判定の精度を高めることが試みられている。例えば、IDカード上に形成した顔写真や、個人に対応したバーコード情報等の上にホログラムを形成し、ホログラムを通して本人確認をするなどの手法がある。このバーコード等は光学的自動認識手法により改めて真正性を確認することになる。この光学的自動認識手法に対応して、ホログラムの位置と他の情報の位置とを位置合わせする手法は、ホログラムと同調して形成されるマス目状の回折格子をレジマークとして使用する。(特許文献2参照)もしくは、通常の印刷方式によって形成したレジマークを使用することも可能である。
しかしこれらの位置決め用のレジマークは、提供できる位置精度がせいぜい±0.1mm程度であり、高精細且つ偽造防止性の高い光学的自動認識には不向きであるという課題があった。
ましてや、真正性確認方法の一つとして、このホログラム画像位置とその他の本人確認等の情報との位置情報を真正性確認のための一つの情報とすることまで考慮すると、この程度の精度では不十分とも考えられた。
これにより、カードなどの偽造防止媒体(本発明では被転写体と呼ぶ。)に、熱転写等によって形成した画像を保護する、もしくは、熱転写等によって形成した画像を有する、耐久性の高いパッチを転写形成し、過酷な使用条件においても、その画像の各種耐久性に優れ、また、パッチを被転写体上に位置精度良く、容易に転写でき(画像があるべき位置に精度よく転写される。)、転写された媒体においては、新たな判定方法により、真正性が容易に、且つ、正確に判断できるというセキュリティ面において優れたホログラムと反射性パターン層を有するパッチ転写媒体を提供する。この場合は、被転写体上の真正性確認情報との相互位置情報が重要となる。
本発明のパッチ転写媒体の第1の態様は、
透明基材、該透明基材の一方の面にホログラム形成層、反射性パターン層及び接着層からなる転写材を備えたパッチ転写媒体において、
支持基材及び剥離性樹脂層からなる支持材が、前記剥離性樹脂層面に前記転写材を転写部として担持し、前記転写材の転写部をハーフカット処理してパッチとし、該パッチが前記支持材の剥離性樹脂層面へ剥離可能に積層されていることを特徴とする。
本発明のパッチ転写媒体の第1の態様によれば、
透明基材、該透明基材の一方の面にホログラム形成層、反射性パターン層及び接着層からなる転写材を備えたパッチ転写媒体において、
支持基材及び剥離性樹脂層からなる支持材が、前記剥離性樹脂層面に前記転写材を転写部として担持し、前記転写材の転写部をハーフカット処理してパッチとし、該パッチが前記支持材の剥離性樹脂層面へ剥離可能に積層されているパッチ転写媒体が提供される。
このパッチ転写媒体により、前記透明基材を備えた前記ホログラム形成層、反射性パターン層と、前記接着層が、パッチとして、被転写体(パッチが転写されて、偽造防止媒体となるもの。)に転写される。被転写体は、前記パッチ転写前に、熱溶融転写方式、熱昇華転写方式又はインクジェット方式のいずれかであらかじめ画像が形成されており、この画像に対して位置精度よくパッチが転写される。
前記ホログラム形成層のホログラム形成面(ホログラムレリーフを形成してある面)を覆うように反射性薄膜層を設けた後、この反射性薄膜層を高精度パターニング方式であるリソグラフィー方式を用いて反射性パターン層とする。反射性パターン層の無い部分はホログラム形成面すなわちホログラムレリーフ面が露出している。
リソグラフィー方式は現像処理に水溶液を使用するため、支持基材に形成している剥離性樹脂層はこの影響を受けにくいものとする必要がある。
このためには、ホログラム形成層と接着剤層とを同系の樹脂、例えば同様成分であって重合度等のほぼ同じ樹脂を用いる必要がある。もちろん屈折率が同様であれば別の樹脂系を使用しても問題はない。この結果、ホログラム形成層の中でホログラム画像が観察されるエリア(ホログラムパターンと呼ぶ。)が反射性パターン層と非常に高い精度で同一形状となる。
リソグラフィー方式では、その位置精度を±1μm以内とすることができることから、この方式で反射性パターン層中にレジマークを形成すると、レジマークのサイズ(例えばタテ0.1mm×ヨコ0.1mmの正方形)及び、このレジマークとホログラムパターンがこの精度で形成される。
(1)透明基材、該透明基材の一方の面に、ホログラム形成層、反射性パターン層及び接着層からなる転写材と、(2)支持基材へ剥離性樹脂層を設けた支持材とからなり、前記転写材の転写部をハーフカット処理を施してパッチとし、該パッチが前記支持材の剥離性樹脂層面へ剥離可能に積層されているパッチ転写媒体において、
前記転写材の接着層が、熱溶融転写方式、熱昇華転写方式又はインクジェット方式のいずれかで画像が形成される受容性を有することを特徴とするものである。
本発明のパッチ転写媒体の第2の態様によれば、
前記透明基材を備えたホログラム形成層、反射性パターン層及び、前記接着層が、パッチとして被転写体に転写される。
その接着層は、熱溶融転写方式、熱昇華転写方式又はインクジェット方式のいずれかで画像が形成可能な受容性を有しており、前記パッチ転写前に、その熱溶融転写方式、熱昇華転写方式又はインクジェット方式のいずれかで、その接着層上に被転写体に形成する必要のある画像をあらかじめ形成される。
パッチ転写により、この画像を保持したパッチを、非転写体の所定の位置に形成する。この画像は、例えば、IDカード表面に形成される文字、数字、顔写真等であり、そのIDカードの認証を目的として、その文字や、数字を光学的に自動読取したり、顔写真を判定したりすることから、その位置精度は高いものが要求される。さらに、認証する特定の部分のみを選択的に覆うことが可能となり、偽造防止効果を高めることができる。
特に、パッチ転写媒体は非常に薄いため、反射性パターン層の位置と被転写体の表面とは、数μmのギャップのみであり、パッチ転写媒体と、被転写体とを重ね合わせた後、相互の位置を調節することにより高い精度が得られるものである。
従って、被転写媒体上の2次元バーコード等と反射性パターン層との相互位置関係そのものを真正性確認情報とすることも可能(長方形の反射性パターンの中に2次元バーコードを入れ、その左右前後の位置を光学的自動認識手段により検知する等)であり、反射性パターン層で形成した2次元バーコード、さらには、接着層面に形成した2次元バーコードと、被転写体上に形成した2次元バーコードを結合した1つの2次元バーコードとすることも可能である。こうすることで偽造防止性を高めることが可能である。
本発明のパッチ転写媒体の第1または第2の態様において、このパッチ転写後は、このIDカードを数年〜数十年間、ゲート端末等によって繰り返し擦られたり、保有者が携帯することによる物理的圧力が掛かったり、保持者の汗や手油等に侵食されたりすることを防ぐため、ホログラム形成層に接して、耐久性に優れる前記透明基材が設けられている。このため、前記透明基材は、2.5μm〜50μmの厚さを持ち、通常のスポット転写方式では、所望の形状に転写することが難しい。
この低温・低圧の転写条件は、転写工程における位置精度の確保のみならず、接着層上に形成してある画像の変形や色調等の劣化等を削減・防止する意味でも重要となる。
反射性パターン層のパターン形状は、ホログラムデザイン、被転写体上のセキュリティ情報(顔写真、バーコード等)の位置、大きさにより、デザイン性を考慮して定められる。特に、被転写体上の情報との結合タイプとすると、その偽造は非常に困難になる。例えば、バーコード10本(:幅100μm)のうち、5本を被転写体上に形成しておき、その続きをパッチ転写媒体上の反射性パターンとすると、パッチ転写の転写位置あわせ精度は、±10μm程度のレベルが必要となるためパッチ転写を被転写体と一旦重ねた後、レジマークを基準として位置調整を実施して結合精度を確保したのち加熱貼り合わせを行う。
その他、反射性パターン層のパターン形状の一例を図4に示す。図4(a)に示すように、パターンは、左右方向の幅が狭く上下方向に長い四角形が等間隔で配列した反射層が等間隔に、例えば、四角形の左右方向の長さ(即ち幅)と等しい間隔を有して配列したことによる縞状のパターンであってもよいし、または、図4(b)に示すように、パターン反射層が幾何学形状(図では長方形と星形)であってもよい。また、パターンは、以上のような具体的なパターンをポジパターンとするとき、それらのネガパターンであってもよい。なお、これらのパターンは例示であって、パターンは、幾何学形状以外の文字や記号であってもよい。
径を1mm以上とすることができ、好ましくは3mm以上、より好ましくは5mm以上と
することができ、そのほかの形状の場合には、内接円の直径を、例えば1mm以上とする
ことができ、好ましくは3mm以上、より好ましくは5mm以上とすることができる。
これらのパターンの空いた部分に被転写体上の自動認識情報を位置あわせしてもよい。
逆に、反射性パターン層は、図4(c)および(d)に示すように、微細パターン状に積層されていてもよい。この場合のパターン(微細パターン)は、図4(c)に示すように、左側下方から上方右側へ向かって有限幅の線条からなる反射層を、幅方向に幅の2倍程度のピッチで配列した万線パターン状の微細パターンを構成したものであってもよく、または、図4(d)に示すように、円形状もしくは四角形状の微細な形状の反射層を等ピッチで配列したものであってもよい。こうすると、パターン反射層が金属薄膜であっても、透明性を有し、そのパターン反射層の下にあるデザインを目視することができる。
に決めることができるので、万線パターン状や網点状以外の幾何学形状、文字または記号
等の形状のものであってもよい。微細パターンを構成するパターンの大きさは、通常の観
察では観察しにくいか、または観察不可能な微細なものであることが好ましく、万線パタ
ーン状の場合、線の幅を、例えば0.3mm以下、好ましくは0.1mm以下とすること
ができる。前記パターンは、形成可能である範囲で小さくすることもできるが、実際上0
.01mm程度以上であることが好ましい。網点が円形状の場合には、直径を、例えば0
.3mm以下、好ましくは0.1mm以下とすることができ、0.01mm程度以上であ
ることが好ましい。また、網点が四角形状の場合には、縦横を、例えば0.3mm×0.
3mm以下、好ましくは0.1mm×0.1mm以下とすることができ、0.01mm×
0.01mm程度以上であることが好ましい。そのほかの形状の場合には、内接円の直径
を、例えば0.3mm以下、好ましくは0.1mm以下とすることができ、0.01mm
程度以上とすることが好ましい。この微細パターンの中に、2次元バーコード等の情報を含めることも好適である。
反射性パターン層が微細パターンを構成する場合、反射性パターン層の面積率は、例え
ば20%〜80%であり、好ましくは30%〜60%である。
、Ni、Cu、Ag、Au、Ge、Mg、Sb、Pb、Cd、Bi、Sn、Se、In、
Ga、もしくはRb等の金属、またはそれら金属の酸化物もしくは窒化物等を用いること
ができ、これらのうちから1種もしくは2種以上を組み合わせ用いることができる。これ
らの中でも、Al、Cr、Ni、Ag、またはAu等が特に好ましく、その膜厚としては
1nm〜10,000nmが好ましく、より好ましくは2nm〜200nmである。
可視光透過性を有する反射性パターン層を形成するための材料としては、ホログラム形
成層を構成する素材と光の屈折率の異なる透明材料を用いることができる。この透明材料
の光の屈折率はホログラム層を形成する素材の光の屈折率より大きくてもよいし、小さく
てもよいが、ホログラム形成層との光の屈折率の差が0.5以上であることが好ましく、
より好ましくは1.0以上である。好適に使用される素材の具体例としては、酸化チタン(TiO2)、硫化亜鉛(ZnS)、Cu・Al複合金属酸化物等を挙げることができる。なお、厚みが20nm以下の金属薄膜も透明性を有するので、ホログラム層とは光の屈折率の異なる透明層を構成する素材として使用できる。
ンマスクを介して、真空蒸着法、スパッタリング法、イオンプレーティング法などにより
薄膜形成を行う方法、印刷法等を用いることができる。また、反射性層を全面に形成した
後、不要部分を除去する方法を用いることもできる。
以下に、図5に基づき、反射性層を全面に形成した後、不要部分を除去することより反射性パターン層を形成する方法の一例(リソグラフィーの例。感光材料であるレジストを使用する例。)を説明する。
図5は、反射性層のパターン化をレジストパターンを利用して行う方法の説明図である
。
まず、図5(a)に示すように、下面にホログラムの微細凹凸を有するホログラム形成
層を形成する。
次に、図5(b)に示すように、ホログラム形成層の微細凹凸が形成された面の一面に
反射性層を形成する。
その後、図5(c)に示すように、反射性層の下面の、反射性層が必要な部分にレジス
トパターンを形成する。その後、レジストパターンが形成された面にエッチング液を作用
させ、レジストパターンで被覆された部分以外の部分の反射性層をエッチングして除去す
る。これにより、図5(d)に示すように、レジストパターンで被覆された部分の反射性
層が残り、反射性層がパターン状に形成される。なお、パターン状に形成された反射性層
上に残ったレジストパターンは、残したままでもよいが、除去したい場合には、残ったレ
ジストパターンを溶解等すればよい。
以上説明した反射性層をパターン化するための種々の方法は、任意に組み合わせて用い
ることができる。
また、本発明のパッチ転写媒体の第3の態様は、
上記接着層が粘着性も有する粘着性接着層であること特徴とするものである。
これは、接着層の成分に、粘着性の樹脂を混入させることで実現できる。このことにより、画像形成をし易くするとともに、パッチ転写もより低温・低圧化で実施することが可能となる。当然、プロセス全体の消費エネルギーを低くすることができる。
(1)透明基材、該透明基材の一方の面にホログラム形成層、反射性パターン層及び接着層からなる転写材と、(2)支持基材へ剥離性樹脂層を設けた支持材とからなり、前記転写材の転写部をハーフカット処理を施してパッチとし、該パッチが前記支持材の剥離性樹脂層面へ剥離可能に積層されているパッチ転写媒体、及び、
前記転写材の接着層が、熱溶融転写方式、熱昇華転写方式又はインクジェット方式のいずれかで画像が形成される受容性を有することを特徴とするパッチ転写媒体が提供される。
さらに、本発明のパッチ転写媒体によれば、
上記接着層が粘着性も有する粘着性接着層であることを特徴とするパッチ転写媒体が提供される。
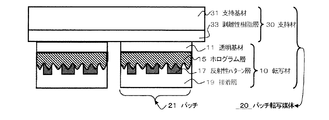
図1は、本発明の1実施例を示すパッチ転写媒体の断面図である。
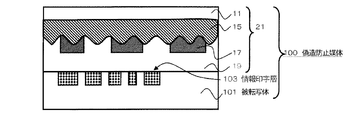
図2は、本発明のパッチ転写媒体を用いて転写した本発明の別の実施例を示す偽造防止媒体の断面図である。(被転写媒体に、あらかじめ画像が形成されている。)
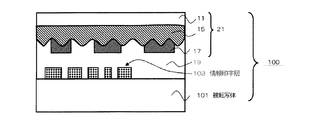
図3は、本発明のパッチ転写媒体を用いて転写した本発明の別の実施例を示す偽造防止媒体の断面図である。(パッチ転写媒体に、あらかじめ画像が形成されている。)
図4は、反射性パターン層の形状例(a)、(b)及び、微細パターンの例(c)、(d)である。
図5は、反射性パターン層をリソグラフィーにより作成する工程図の例(a)、(b)、(c)、(d)である。
(偽造防止媒体)本発明の偽造防止媒体100は、図2に示すように、本発明の上記パッチ転写媒体20を用いて、転写材10の転写部をハーフカット処理してパッチ状となっているパッチ21を、支持材30から剥離させて、被転写体101へ転写してある。パッチ21は透明基材11、ホログラム形成層15、反射性薄膜層17及び接着層19からなっている。
(1)パッチ転写媒体20からパッチ21を被転写体101へ転写する際には、パッチ21はハーフカット処理されているので、容易に支持材30から剥離して、転写性よく転写することができる。さらに、転写時の位置調整を容易に実施することができる。
これに対して、通常のスポット転写を実施する場合は、スポット形状を精度よく再現するために、転写工程において、高温・高圧・長時間の転写条件にて転写を行う。例えば、200度以上、5トン/cm2以上、5秒以上等。特に、圧力を強くすることで、スポット形状の端部をはみ出しやぎざぎざのないすっきりしたものに仕上げている。また、この端部をさらにきれいに仕上げるためには、転写する部分の破断強度が小さい方が望ましく、通常の樹脂層であれば数μm以下としている。
しかしながら、ホログラム形成層15に耐久性を持たせるために、引っ張り強度や破断強度等の物理的強度を高めると破断しにくくなるため、本発明のハーフカット処理が必須となる。また、スポット転写方式では、そのメカニズムにより、転写時に一度定めた転写位置を再度調整するステップを挿入することは難しい。
50度以下・0.1トン/cm2以下では、接着力を確保できず、150度以上・1トン/cm2以上では、反射性パターン層にダメージを与える。その中でも、70度〜100度、0.5トン〜1トン/cm2の条件において、安定した接着力と反射性パターン層へのダメージの少ない転写を実施することができる。
ホログラム形成層15としては、透明な樹脂素材からなる層の片面にレリーフホログラムの微細凹凸を形成することにより作製することができる。ホログラム形成層15を構成するための透明な樹脂材料としては、物理的強度の高いものが望ましいが、各種の熱硬化性樹脂、熱可塑性樹脂、電離放射線硬化樹脂等の各種樹脂材料が選択可能である。例えば、熱硬化性樹脂として、不飽和ポリエステル樹脂、アクリルウレタン樹脂、エポキシ変性アクリル樹脂、エポキシ変性不飽和ポリエステル樹脂、アルキッド樹脂、フェノール樹脂等が挙げられる。熱可塑性樹脂としてはアクリル酸エステル樹脂、アクリルアミド樹脂、ニトロセルロース樹脂、ポリスチレン樹脂等が挙げられる。これらの樹脂は単独、または2種類以上の共重合体として使用することができる。また、これらの樹脂は単独、または2種類以上を各種イソシアネート樹脂や、ネフテン酸コバルト、ナフテン酸亜鉛等の金属石鹸ベンゾイルパーオキサイド、メチルエチルケトンパーオキサイド等の過酸化物、ベンゾフェノン、アセトフェノン、アントラキノン、ナフトキノン、アゾビスイソブチロニトリル、ジフェニルスルフィド等の熱または紫外線硬化剤を配合してもよい。また、電離放射線硬化型樹脂としては、エポキシアクリレート、ウレタンアクリレート、アクリル変性ポリエステル等が挙げられる。このような電離放射線硬化型樹脂に架橋構造、粘度調整等を目的として、他の単官能または多官能モノマー、オリゴマー等を抱合させることができる。
タ)アクリレートオリゴマーを含有する電離放射線硬化性樹脂を用い、好ましくはポリエチレンワックスを含ませて、塗布し乾燥して電離放射線で硬化させて、電離放射線硬化樹脂とすればよい。
ホログラム、さらに、それらの原理を利用したカラーホログラム、コンピュータジェネレーティッドホログラム(CGH)、ホログラフィック回折格子などがある。
脂(微細な凹凸=レリーフ構造=ホログラム)となる。
着、スパッタリング、イオンプレーティング、CVDなどの真空薄膜法などにより設ければよい。
(1)偽造防止媒体100の最表面は、パッチ21の透明基材11となり、前記透明基材11は一旦フィルム用に高強度に成膜されたものであので、多数回の繰り返し使用でも、耐擦傷性や耐溶剤性などの耐久性に優れ、従来の塗布された樹脂による保護層に比較して、媒体の表面を強固に保護することができる。前記透明基材11としては、2軸延伸されたフィルムが好ましいが、ホログラム効果を維持するために、位相差がないフィルムが最も望ましい。
(2)特に、熱溶融転写方式、熱昇華転写方式又はインクジェット方式のいずれかで情報が印字された画像が形成してある被転写体では情報印字層10が最表面となってしまい、特に外力、溶媒、熱などに対して耐久性が低いが、画像形成層103面に耐久性の高いフィルムを有するパッチ21が保護するので、過酷な使用条件においても、画像形成層103の画像を、強固に保護することができる。
(透明基材)透明基材11としては、ハーフカット処理された部分を境界にして、透明基材11部が切断され、少なくとも画像形成層103を含む部分を覆う形態で、保護層として機能する。透明性と、耐候性、耐摩擦性、耐薬品性等の耐久性を有するものであれば、用途に応じて種々の材料が適用できる。例えば、ポリエチレンテレフタレート、ポリエチレンナフタレートなどのポリエステル系樹脂、ポリアミド系樹脂、ポリ塩化ビニルなどのビニル系樹脂、アクリル系樹脂、イミド系樹脂、ポリアリレートなどのエンジニアリング樹脂、ポリカーボネート、環状ポリオレフィン系樹脂、セロファンなどのセルロース系フィルムなどが例示できる。前記透明基材11は、これら樹脂を主成分とする共重合樹脂、または、混合体(アロイでを含む)、若しくは複数層からなる積層体であっても良い。特にTACフィルム(トリアセチルセルロース)は光学的特性に優れ(位相差がなく)好適である。
その中で、ホログラム形成層15の屈折率と屈折率差が0.05以内、特に0.03以内のものを使用する。
すなわち、ポリメチルメタクリレート(屈折率n=1.49)、ポリメチルアクリレート(n=1.47)、ポリベンジルメタクリレート(n=1.57)、ポリブチルアクリレート(n=1.44)、ポリイソブチルアクリレート(n=1.48)、硝酸セルロース(n=1.54)、メチルセルロース(n=1.50)、セルロース・アセテートプロピオネート(n=1.47)、ポリスチレン(n=1.60)、ポリエチレンテレフタレート(n=1.64)、ポリ酢酸ビニル(n=1.47)、ポリ塩化ビニル・酢酸ビニル(n=1.54)、メラミン樹脂(n=1.56)、ウレタン樹脂(n=1.60)、エポキシ樹脂(n=1.61)、フェノール樹脂(n=1.60)等もしくは、この混合体等を適宜用いることができる。
このことにより、反射性パターン層の無い部分での不要な界面反射や、屈折を最小限に抑えることが可能となる。特に、被転写体上の情報とパッチ転写媒体の反射パターン情報を結合して光学的自動認識を実施する場合に有用である。
粘着性樹脂としては、酢酸ビニル樹脂、酢酪酸ビニル樹脂、クロロプレンゴム、イソプレンゴム、ウレタン樹脂等がある。
粘着性接着層においても上記した屈折率差を実現することにより、同様の効果を得ることができる。
該材料樹脂を溶剤に溶解または分散させて、適宜顔料などの添加剤を添加して、公知のロールコーティング、グラビアコーティング、コンマコーティングなどの方法で塗布し乾燥させて、厚さ1〜30μmの層を得る。被転写体101の表面がフィルムシートの様に平滑な場合は、1〜5μmの厚さが好適だが、画像形成面では、3μm以上あることが好ましい。逆に、被転写体101の表面が、紙や布のように30μm以上の表面粗さを持つ場合には、接着層19の厚さとしては、5μm〜30μmの厚さ、さらには、20μm〜30μmの厚さが好適となる。特に、粘着性接着層である場合には、画像形成部以外の部分の樹脂が、被転写体101内に入り込んでいくため、厚い方が望ましい。
ただし、パッチとして、透明基材を有していることは、接着層19が、被転写体101内に入り込むことを必要とせず、部分的に接着しているだけで十分な耐久性を発揮する。
(支持基材)支持基材31としては、特に限定されず、例えば、コンデンサーペーパー、グラシン紙、硫酸紙、またはサイズ度の高い紙、合成紙(ポリオレフィン系、ポリスチレン系)、上質紙、コート紙、合成樹脂またはエマルジョン含浸紙、あるいは、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステル系樹脂、ポリアミド系樹脂、ポリ塩化ビニルなどのビニル系樹脂、アクリル系樹脂、イミド系樹脂、ポリアリレートなどのエンジニアリング樹脂、ポリカーボネート、環状ポリオレフィン系樹脂、セロファンなどのセルロース系フィルムなどのフィルムが例示できる。上記の支持基材31上に後述さる剥離性樹脂層33を設ける際に、接着性を向上させるために、支持基材31表面をコロナ放電処理したり、プライマー層を設けてもよい。
(剥離性樹脂層)剥離性樹脂層33としては、粘着剤層や簡易接着層やエクストルージョンコーティング(EC)層により形成する。
これらの樹脂をEC加工する際の冷却ロールをマットロールを使用して、EC層表面にマット面が転写されて凹凸形状を賦形して不透明としたり、ポリオレフィン系樹脂に炭酸カルシウム、酸化チタン等の白色顔料を練り混んで、不透明としたり、してもよい。
また、該EC層は単層でも、複数層でもよい。透明基材11からの剥離強度は、EC加工時の加工温度、樹脂種によって調整することができる。このように、支持基材31上にEC層をEC加工と同時に、いわゆるECラミネーションで支持基材31と透明基材11をEC層を介して積層させればよい。
パッチ転写媒体20を用いて被転写体101へ再転写はサーマルヘッドやヒートロール等の熱転写プリンターが用いられるので、その熱によるスティッキングやシワなどの悪影響を防止するため、耐熱滑性層を設けてもよい。耐熱滑性層を形成する樹脂としては、従来公知のものであればよく、例えば、ポリビニルブチラール樹脂、ポリビニルアセトアセタール樹脂、アクリル系樹脂、セルロース系樹脂、芳香族ポリアミド樹脂、ポリイミド樹脂、ポリカーボネート樹脂等が挙げられる。
また、耐熱滑性層に添加、又は上塗りする滑り性付与剤としては、例えば、ポリアルコール高分子化合物とポリイソシアネート化合物及び燐酸エステル系化合物からなる層であり、更に充填剤を添加することがより好ましい。耐熱滑性層は、上記に記載した樹脂、滑り性付与剤、更に充填剤を、適当な溶剤により、溶解又は分散させて、支持基材31の背面に、例えば、グラビア印刷法、スクリーン印刷法等で塗布し乾燥して形成すればよい。
(ハーフカット)ハーフカット処理法としては、カッター刃を取り付けた上型と台座の間に、カット前の積層状態のパッチ転写媒体20を挿入して、上型を上下動させる方法や、シリンダータイプのロータリーカッター方法、レーザー加工手段により熱処理加工方法等、ハーフカットできる方法であれば特に制限はない。
パッチ21部分とそれ以外部分を除去しなくてもよいが、図1に示すパッチ転写媒体20の断面のように、ハーフカットしてパッチ21部分のみを残して、それ以外部分を予め剥離し除去しておく(当業者はカス取りという)のが好ましい。被転写体へパッチ21を転写する際に、ハーフカット処理された部分で透明基材11部が切断されることがなく、確実に転写することができる。
パッチ21の形状としては、特に限定されないが、例えば矩形、楕円形、丸形、ドーナッツ形などが例示できる。ハーフカット処理されたパッチ21部分が被転写体の転写される全面の大きさよりも小さくてもよく、また、パッチ21部分が、被転写体に対して、部分的に抜けている部分があってもよく、さらに、パッチ転写媒体20の全幅が、被転写体の転写される面の幅よりも広くてもよい。
(パッチ転写媒体)本発明のパッチ転写媒体20は、支持基材31/剥離性樹脂層33からなる支持材30面に、透明基材11/ホログラム形成層15/反射性パターン層17/接着層19からなる転写材10の転写部をハーフカット処理したパッチ21が、剥離可能に積層されている。
(転写方法)被転写体への転写する転写方法としては、例えば、熱刻印によるホットスタンプ(箔押)、熱ロールによる転写、サーマルヘッド(感熱印画ヘッド)によるサーマルプリンタ(熱転写プリンタともいう)などの方法の中で、位置精度の高いものが適用できる。また、パッチ21の形状に合わせて加熱し転写してもよい。ただし、通常より低温・低圧下・短時間での転写が可能となっている。このため、被転写体への負荷も小さいものとなる。
(被転写体)被転写体101としては、特に限定されず、例えば天燃繊維紙、コート紙、トレーシングペーパー、転写時の熱で変形しないプラスチックフイルム、ガラス、金属、セラミックス、木材、布等いずれのものでもよく、用途によって、適宜選択すればよい。また、被転写体101の媒体はその少なくとも1部が、画像、着色、印刷、その他の加飾が施されていてもよい。
熱転写プリンタ又はインクジェットプリンタで、被転写体101へ画像となる画像形成層103を印画し、引き続き同一プランタ内のインライン方式で、前記画像形成層103面へ偽造防止媒体100を用いて、パッチ21を転写することができる。被転写体101へ画像形成層103を設ける場合には、印字の密着性や定着性を高めるために、必要に応じて受容層(画像形成性を高めた層)を設けてもよい。
被転写体101の表面へ設けられた画像形成層103は耐久性に欠けるが、パッチ21が転写され、画像が保護されることにより、各種耐久性に優れ、かつ、耐熱性や耐光性に優れるセキュリティ性に優れる偽造防止媒体100となる。
このようにして、パッチ転写媒体20を用いた偽造防止媒体100は、カードなどの媒体(被転写体)、特に被転写体に画像を形成し、前記画像上に耐久性の高いパッチ(保護層となる)を形成し、過酷な使用条件においても、熱転写画像の各種耐久性に優れ、また、パッチの形成はパッチ(保護層)を画像上に精度良く、容易に転写でき、転写された媒体においては、セキュリティ性に優れ、かつ、使用時耐久性即ちハードコート性を有し、多数回の繰り返し使用でも、媒体の表面を保護する耐擦傷性や耐溶剤性などに加えて、耐熱性や耐光性に優れるホログラム形成層15を有する。
また、JIS−B−7753(サンシャインカーボンアーク灯式耐光性及び耐候性試験機)に準拠して測定した耐候性試験は、500時間の照射後における印刷物の色の変化を照射前と比較して目視で評価したが、500時間後でも著しい変化はなかった。
このように、カードなどの媒体(被転写体)へ箔切れがよく容易に転写でき、転写された媒体においては、セキュリティ性に優れ、かつ、使用時の耐久性即ちハードコート性を有し、多数回の繰り返し使用でも、媒体の表面と保護する耐擦傷性や耐溶剤性などに加えて、耐熱性や耐光性に優れるホログラム形成層15を有している。
(実施例1)透明基材11として厚さ25μmのPETフィルムを用い、前記基材11の一方の面へ、物理特性の高い電子線硬化性樹脂組成物を塗布し、ホログラム(顔写真の上に設ける写真サイズと同サイズの偽造防止デザインを有する)の複製用型の型面を接触させたまま電子線を照射して、透明電子線硬化性樹脂組成物(屈折率n=1.49)を硬化させることにより、厚さ10μmのホログラム形成層15を形成した。その上に、反射性アルミニウム薄膜100nmを真空蒸着法により設けて、その上にエッチング用レジストインキ(株式会社昭和インク工業所製)をナイフコート方式により3μm塗布し、パターン露光・現像し、顔写真サイズの窓枠(5mm幅)と、5mm高さ、幅100μmのバーコード5本及び1mm×1mmサイズのレジマークの部分のみレジストインキを残した。
これを1%NaOH水溶液を用いてエッチングを行い不要部のアルミニウム薄膜を除去して、所望の反射性パターン層を得た。
つぎに、下記の接着層組成物(屈折率n=1.54)をグラビアコーターで乾燥後の塗布量が3μmになるように、塗工し60℃で乾燥させて、接着層19を形成して、透明基材11/剥離層13/ホログラム形成層15/反射性パターン層17/接着層19の層構成からなる転写材10を得た。
・<接着層組成物>
ウレタン樹脂 20部
塩化ビニル・酢酸ビニル樹脂 10部
溶媒(メチルエチルケトン:トルエン=1:1) 70部
・<剥離性樹脂層組成物(簡易接着層タイプ)>
アクリル系樹脂ラテックス(日本ゼオン(株)製、LX874) 30部
溶媒(水:イソプロピルアルコール=1:1) 70部
上記の積層品に対して、転写材10部分に角丸の矩形状のカッター刃を取り付けた上型と台座とのプレス方式でハーフカット処理を行い、カス取りを行って、パッチが剥離可能に積層された連続巻取状の実施例1のパッチ転写媒体20を得た。
前記画像面へ、パッチ転写媒体20の接着層19面を重ねて、顔写真の所定の位置にホログラム画像が位置精度よく重なるようにした後、さらに、10本のバーコードが精度よく結合するよう調整して、被転写体101の全面に転写し支持材30を剥離し徐去して、実施例1の偽造防止媒体100を得た。
この時、顔写真は、ホログラム画像と合わさって観察され、さらにバーコードは±10μmの精度で結合されていた。
この偽造防止媒体を、目視観察し、ホログラム窓枠とホログラム画像、ID番号の位置を確認した後、光学的自動認識手段により、バーコードを正常に読み取ることができた。この時、反射性パターンで形成されたバーコード周辺の薄膜除去部分は透明性を有しており、余分な界面反射や、屈折を生じていなかった。
また、ホログラム窓枠と、ホログラム画像、ID番号の位置を測定したところ、所望の位置精度(±10μm)があることを確認し、この偽造防止媒体が真正性を証明可能と判断した。
接着材組成を下記組成物(屈折率n=1.52)とした以外は実施例1と同様として、実施例2を得た。
・<接着層組成物>
アクリル樹脂 20部
塩化ビニル・酢酸ビニル樹脂 10部
溶媒(メチルエチルケトン:トルエン=1:1) 70部
反射性パターンで形成されたバーコード周辺の薄膜除去部分の透明性は実施例1以上であり、余分な界面反射や、屈折が全くないため光学的自動認識が安定して実施できた。それ以外の効果は実施例1と同様であった。
(実施例3)
反射性薄膜として、TiO2薄膜を使用した以外は実施例1と同様にして実施例3を得た。効果は実施例1と同様であったが、TiO2薄膜の下のデザインも目視にて確認することができ、意匠性にも優れていた。
(実施例4)
昇華型熱転写シート(大日本印刷(株)製、イエロー、マゼンタ、シアンの3色のカラー標準リボン)を用いて、600dpiの熱転写プリンターで所定の位置に固有情報である顔写真、氏名、ID番号10桁及び高さ5mm幅100μmのバーコード5本を、パッチ転写媒体の接着剤上に位置合わせをした上で、印画し画像(画像形成層103)を形成した以外は、実施例1と同様とし、実施例4を得た。
その効果は実施例1と同様であった。
熱溶融転写プリンターSIS MSP40(サングラフィック社製)で画像を形成したこと以外は、実施例4と同様にして実施例5を得た。
偽造防止媒体としての効果は、実施例4と同様であった。
(実施例6)
インクジェットプリンター(キャノンiPF9000)で画像を形成したこと、以外は、実施例4と同様にして実施例6を得た。
偽造防止媒体としての効果は、実施例4と同様であった。
(実施例7)接着層組成物として、
・<接着層組成物(粘着性接着層)>
塩化ビニル・酢酸ビニル共重合樹脂 30部
酢酸ビニル樹脂 30部
溶媒(メチルエチルケトン:トルエン=1:1) 40部
を使用したこと、及び、インクジェットプリンター(キャノンiPF9000)で画像を形成したこと、以外は、実施例6と同様にして実施例7を得た。
接着層が粘着性を有することで、トナーの定着性に優れ、鮮明な画像を得ることができた。また、粘着性を有することで、被転写体101への転写は、低温・低圧下(50度、0.1トン/cm2)で実施することができた。
偽造防止媒体としての効果は、実施例4と同様であった。
支持体31の剥離性樹脂層組成物形成面と反対側に、下記ハードコート層組成物を乾燥後の塗布量が3μmになるように、塗工し70℃で乾燥させた以外は、実施例4と同様とし、実施例8を得た。
・<ハードコート層組成物>
MHX405ニス(ザ・インクテック社製) 25部
メタアクリレートオリゴマー(日本合成化学社製、商品名紫光6630B) 5部
光重合開始剤(チバ社製、商品名イルガキュア907) 0.9部
溶媒(酢酸エチル:メチルイソブチルケトン=1:1) 70部
ハードコート層があることで、カード用プリンタの印字がスムースに実施できた。その他の効果は実施例4と同様であった。
(実施例9)
支持基材31、ゴム系の剥離性樹脂層33及び透明基材11があらかじめ積層されている積層フィルムを使用する以外は実施例1と同様に処理し、実施例9を得た。剥離性樹脂層33は薄膜パターンの現像処理工程においてもその性能に変化は見られなかった。
偽造防止媒体としての効果は、実施例と同様であった。
レジマークとして、3mm×3mmの回折格子を形成し、アルミニウム薄膜パターン層をTiO2薄膜全面形成した以外は実施例1と同様にして、比較例1を得た。
位置あわせをする際、このレジマークの回折格子による回折現象により、そのエッジを明確には捉えられず、正確なパッチ転写ができなかった。
(比較例2)
接着材組成を下記組成物(屈折率n=1.55)とした以外は実施例1と同様として、実施例2を得た。
・<接着層組成物>
メラミン樹脂 20部
塩化ビニル・酢酸ビニル樹脂 10部
溶媒(メチルエチルケトン:トルエン=1:1) 70部
この場合は、反射性パターンで形成されたバーコード周辺の薄膜除去部分の透明性が不十分であり、余分な界面反射や、屈折を生じているため、光学的自動認識手段によって、バーコードを正常に読み取ることができなかった。
(比較例3)
透明基材11の一方の面へ、セルロース樹脂からなる剥離層を設けた後、以下実施例1と同様にして、通常のホログラム転写箔を形成し、スポット転写した以外は実施例1と同様にして比較例3を得た。
目視及び光学的効果は実施例1と同様であったが、耐久性等の物理特性に劣っていた。
(評価結果)
実施例1〜9、比較例1〜3のパッチ転写媒体20は、転写時の剥離性もよく、正常に転写することができた。比較例3の通常の転写箔は、位置精度を制御できず不良であった。
鉛筆硬度試験を、JIS−K−5400に準拠して測定したところ、実施例1〜9、比較例1、2は、2H以上の硬度を有しており、十分な耐久性を示したが、比較例3はBであった。
また、耐光性に関しては、JIS−B−7753(サンシャインカーボンアーク灯式耐光性及び耐候性試験機)に準拠して測定を行い、500時間の照射後における画像の色の変化を照射前と比較して目視で評価した。実施例1〜9、比較例1,2のパッチ転写媒体20において、著しい変化はなく良好な耐光性であったが、比較例3は、耐光性試験では、退色が見られ、やや不良であった。
(真正性評価)
実施例1〜9は、その真正性を十分確認できた。
しかし、比較例1〜3は、真正性判定を正確に実施することができなかった。
11:基材
15:ホログラム層(ホログラム形成層)
17:反射パターン層
19:接着層
20:パッチ転写媒体
21:パッチ
30:支持材
31:支持基材
33:剥離性樹脂層
100:偽造防止媒体
101:被転写体
103:情報印字層(画像形成層)
Claims (3)
- 透明基材、該透明基材の一方の面にホログラム形成層、反射性パターン層及び接着層からなる転写材を備えたパッチ転写媒体において、
支持基材及び剥離性樹脂層からなる支持材が、前記剥離性樹脂層面に前記転写材を転写部として担持し、
前記転写材の転写部をハーフカット処理してパッチとし、該パッチが前記支持材の剥離性樹脂層面へ剥離可能に積層されているパッチ転写媒体。 - 前記転写材の前記接着層が、熱溶融転写方式、熱昇華転写方式又はインクジェット方式のいずれかで画像が形成される受容性を有することを特徴とする請求項1に記載のパッチ転写媒体。
- 前記接着層が粘着性も有する粘着性接着層であることを特徴とする請求項1または2に記載のパッチ転写媒体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008321775A JP2010143039A (ja) | 2008-12-18 | 2008-12-18 | パッチ転写媒体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008321775A JP2010143039A (ja) | 2008-12-18 | 2008-12-18 | パッチ転写媒体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010143039A true JP2010143039A (ja) | 2010-07-01 |
Family
ID=42563973
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008321775A Pending JP2010143039A (ja) | 2008-12-18 | 2008-12-18 | パッチ転写媒体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010143039A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012200971A (ja) * | 2011-03-25 | 2012-10-22 | Dainippon Printing Co Ltd | 擬似接着シート及び情報記録積層体 |
| JP2014184704A (ja) * | 2013-03-25 | 2014-10-02 | Dainippon Printing Co Ltd | スクラッチラベル |
| JP2017116732A (ja) * | 2015-12-24 | 2017-06-29 | 株式会社サカイヤ | 加飾シートに回折格子を形成する方法 |
| CN107627753A (zh) * | 2017-11-10 | 2018-01-26 | 佛山市南海治业包装材料有限公司 | 一种新型环保皮革转移膜 |
| JP2018505790A (ja) * | 2014-12-10 | 2018-03-01 | オーファウデー キネグラム アーゲー | 多層体及び多層体の形成方法 |
| JP2018183963A (ja) * | 2017-04-27 | 2018-11-22 | 凸版印刷株式会社 | 中間転写媒体 |
| WO2020203546A1 (ja) * | 2019-03-29 | 2020-10-08 | 大日本印刷株式会社 | 転写シート |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS619681A (ja) * | 1984-06-25 | 1986-01-17 | Dainippon Printing Co Ltd | ホログラムシ−ル |
| JP2002507510A (ja) * | 1998-03-26 | 2002-03-12 | レオナード クルツ ゲーエムベーハー ウント コンパニー | 転写箔、特に熱転写箔 |
| JP2002274060A (ja) * | 2001-03-16 | 2002-09-25 | Dainippon Printing Co Ltd | 中間転写記録媒体及びその製造方法と画像形成方法 |
| JP2003508258A (ja) * | 1999-08-27 | 2003-03-04 | レオナード クルツ ゲーエムベーハー ウント コンパニー | 装飾層構成体を基体に付与するための転写ホイル |
| JP2003162206A (ja) * | 2001-09-12 | 2003-06-06 | Dainippon Printing Co Ltd | ホログラムシート原反および該原反に印刷された印刷物 |
| JP2006347175A (ja) * | 2006-06-29 | 2006-12-28 | Dainippon Printing Co Ltd | 光回折層を有する転写箔 |
| JP2007030294A (ja) * | 2005-07-26 | 2007-02-08 | Toppan Printing Co Ltd | 冊子へのプリント方法および冊子プリンタ |
| JP2008201086A (ja) * | 2007-02-22 | 2008-09-04 | Dainippon Printing Co Ltd | 中間転写記録媒体ならびにそれを用いる情報記録方法および情報記録体の製造方法 |
-
2008
- 2008-12-18 JP JP2008321775A patent/JP2010143039A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS619681A (ja) * | 1984-06-25 | 1986-01-17 | Dainippon Printing Co Ltd | ホログラムシ−ル |
| JP2002507510A (ja) * | 1998-03-26 | 2002-03-12 | レオナード クルツ ゲーエムベーハー ウント コンパニー | 転写箔、特に熱転写箔 |
| JP2003508258A (ja) * | 1999-08-27 | 2003-03-04 | レオナード クルツ ゲーエムベーハー ウント コンパニー | 装飾層構成体を基体に付与するための転写ホイル |
| JP2002274060A (ja) * | 2001-03-16 | 2002-09-25 | Dainippon Printing Co Ltd | 中間転写記録媒体及びその製造方法と画像形成方法 |
| JP2003162206A (ja) * | 2001-09-12 | 2003-06-06 | Dainippon Printing Co Ltd | ホログラムシート原反および該原反に印刷された印刷物 |
| JP2007030294A (ja) * | 2005-07-26 | 2007-02-08 | Toppan Printing Co Ltd | 冊子へのプリント方法および冊子プリンタ |
| JP2006347175A (ja) * | 2006-06-29 | 2006-12-28 | Dainippon Printing Co Ltd | 光回折層を有する転写箔 |
| JP2008201086A (ja) * | 2007-02-22 | 2008-09-04 | Dainippon Printing Co Ltd | 中間転写記録媒体ならびにそれを用いる情報記録方法および情報記録体の製造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012200971A (ja) * | 2011-03-25 | 2012-10-22 | Dainippon Printing Co Ltd | 擬似接着シート及び情報記録積層体 |
| JP2014184704A (ja) * | 2013-03-25 | 2014-10-02 | Dainippon Printing Co Ltd | スクラッチラベル |
| JP2018505790A (ja) * | 2014-12-10 | 2018-03-01 | オーファウデー キネグラム アーゲー | 多層体及び多層体の形成方法 |
| US10792950B2 (en) | 2014-12-10 | 2020-10-06 | Ovd Kinegram Ag | Multi-layer body and method for producing same |
| JP2017116732A (ja) * | 2015-12-24 | 2017-06-29 | 株式会社サカイヤ | 加飾シートに回折格子を形成する方法 |
| JP2018183963A (ja) * | 2017-04-27 | 2018-11-22 | 凸版印刷株式会社 | 中間転写媒体 |
| CN107627753A (zh) * | 2017-11-10 | 2018-01-26 | 佛山市南海治业包装材料有限公司 | 一种新型环保皮革转移膜 |
| WO2020203546A1 (ja) * | 2019-03-29 | 2020-10-08 | 大日本印刷株式会社 | 転写シート |
| JP2020163706A (ja) * | 2019-03-29 | 2020-10-08 | 大日本印刷株式会社 | 転写シート |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0497837B1 (en) | Optical security device | |
| US5882463A (en) | Method of applying a security element to a substrate | |
| JP2010194722A (ja) | パッチ転写媒体 | |
| JP5304018B2 (ja) | パッチ中間転写記録媒体の製造方法 | |
| JP5083607B2 (ja) | 中間転写記録媒体、及び転写された被転写体 | |
| CN110944847B (zh) | 信息记录介质、标签、卡及真假判定方法 | |
| JP2010143039A (ja) | パッチ転写媒体 | |
| JP2008188866A (ja) | 中間転写記録媒体、及び画像形成方法 | |
| JP2011081165A (ja) | 画像形成体の製造方法及び画像形成体、並びに個人認証媒体の製造方法及び個人認証媒体 | |
| JP2013092746A (ja) | 画像表示体及び情報媒体 | |
| JP2008188865A (ja) | 転写装置 | |
| JP5103937B2 (ja) | 中間転写記録媒体ならびにそれを用いる情報記録方法および情報記録体の製造方法 | |
| JP5103936B2 (ja) | 中間転写記録媒体ならびにそれを用いる情報記録方法および情報記録体の製造方法 | |
| JP2010173203A (ja) | パッチ転写媒体 | |
| JP4962386B2 (ja) | パッチ中間転写記録媒体、及びそれを用いた偽造防止媒体 | |
| JP5359250B2 (ja) | パッチ転写媒体の製造方法 | |
| JP2009137081A (ja) | 転写箔、表示体付き物品及び転写箔の製造方法 | |
| JP2002347355A (ja) | 中間転写記録媒体およびこれを用いる情報記録体の製造方法、並びに情報記録体 | |
| JP4391081B2 (ja) | 感熱印字記録媒体、定期券、及びその製造方法 | |
| JP2013091203A (ja) | 画像形成体、個人認証媒体およびその製造方法 | |
| JP2010162774A (ja) | パッチ転写媒体 | |
| JP2010120201A (ja) | パッチ転写媒体 | |
| JP5407292B2 (ja) | パッチ転写媒体 | |
| JP4915199B2 (ja) | ホログラム付き中間転写記録媒体を用いた偽造防止媒体 | |
| JPH1044694A (ja) | 不正防止画像表示体及びその製造に用いる転写シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111021 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130417 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130806 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20130826 |