JP2010142837A - レーザ加工方法 - Google Patents
レーザ加工方法 Download PDFInfo
- Publication number
- JP2010142837A JP2010142837A JP2008321914A JP2008321914A JP2010142837A JP 2010142837 A JP2010142837 A JP 2010142837A JP 2008321914 A JP2008321914 A JP 2008321914A JP 2008321914 A JP2008321914 A JP 2008321914A JP 2010142837 A JP2010142837 A JP 2010142837A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- laser beam
- axis direction
- processing
- planned
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000003672 processing method Methods 0.000 title claims description 14
- 238000012545 processing Methods 0.000 claims abstract description 147
- 230000003287 optical effect Effects 0.000 claims abstract description 65
- 230000004075 alteration Effects 0.000 claims abstract description 22
- 238000010521 absorption reaction Methods 0.000 claims description 27
- 238000005530 etching Methods 0.000 claims description 10
- 230000007246 mechanism Effects 0.000 description 33
- 238000004364 calculation method Methods 0.000 description 31
- 238000000034 method Methods 0.000 description 31
- 230000008569 process Effects 0.000 description 24
- 238000010586 diagram Methods 0.000 description 20
- 230000015572 biosynthetic process Effects 0.000 description 16
- 238000003754 machining Methods 0.000 description 13
- 238000012937 correction Methods 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000004044 response Effects 0.000 description 3
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 238000007630 basic procedure Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 239000006089 photosensitive glass Substances 0.000 description 2
- 229910052594 sapphire Inorganic materials 0.000 description 2
- 239000010980 sapphire Substances 0.000 description 2
- 238000009751 slip forming Methods 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 239000012780 transparent material Substances 0.000 description 2
- 239000005388 borosilicate glass Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images






Landscapes
- Laser Beam Processing (AREA)
Abstract
【課題】被加工物の表面からの距離が異なる各深さ位置で、被加工物の内部に形成される空洞の断面形状をより均一とすること。
【解決手段】レーザ光14の集光領域、つまり、レーザ光14の集光によって被加工物1の内部に改質領域19を形成可能なエネルギ密度となった領域のレーザ光14光軸15方向の長さが一定となるように、集光レンズ12の収差を調整するようにした。そのため、レーザ光14光軸15方向の長さが等しい改質領域19を形成できる。そのため、被加工物1の表面からの距離が異なる複数の深さ位置で、レーザ光14の光軸15と直交する方向に伸びている複数の加工予定線3a〜3e上に一定幅の空洞2を形成できる。
【選択図】図3
【解決手段】レーザ光14の集光領域、つまり、レーザ光14の集光によって被加工物1の内部に改質領域19を形成可能なエネルギ密度となった領域のレーザ光14光軸15方向の長さが一定となるように、集光レンズ12の収差を調整するようにした。そのため、レーザ光14光軸15方向の長さが等しい改質領域19を形成できる。そのため、被加工物1の表面からの距離が異なる複数の深さ位置で、レーザ光14の光軸15と直交する方向に伸びている複数の加工予定線3a〜3e上に一定幅の空洞2を形成できる。
【選択図】図3
Description
本発明は、被加工物の内部に空洞を形成するレーザ加工方法に関する。
従来、この種の技術としては、例えば、特許文献1に記載の技術がある。
この従来技術では、まず、感光性ガラスの試料の内部に集光レンズでレーザ光を集光し、集光したレーザ光を試料の内部で走査して、試料の内部に多光子吸収による改質領域を形成する。次に、試料のうちの改質領域を形成した部分をエッチング液でエッチングして、改質領域を形成した部分に流路を形成するようになっている。
特開2003−340579号公報
この従来技術では、まず、感光性ガラスの試料の内部に集光レンズでレーザ光を集光し、集光したレーザ光を試料の内部で走査して、試料の内部に多光子吸収による改質領域を形成する。次に、試料のうちの改質領域を形成した部分をエッチング液でエッチングして、改質領域を形成した部分に流路を形成するようになっている。
しかしながら、上記特許文献1に記載の技術では、感光性ガラス(被加工物)の内部にレーザ光を集光する際に、レーザ光の入射面から集光領域までの距離が長くなると、レーザ光の集光性が低下し、レーザ光の集光領域がレーザ光の光軸方向に分散する。
そのため、例えば、入射面からの距離が異なる複数の深さ位置に、レーザ光の光軸方向と直交する方向に伸びる流路(空洞)を形成する場合には、入射面からの距離が遠い位置にある空洞ほど当該流路の断面形状のレーザ光の光軸方向の長さが長くなる。
そこで、本発明の技術的課題は、被加工物の表面からの距離が異なる各深さ位置で、被加工物の内部に形成される空洞の断面形状をより均一とすることにある。
そのため、例えば、入射面からの距離が異なる複数の深さ位置に、レーザ光の光軸方向と直交する方向に伸びる流路(空洞)を形成する場合には、入射面からの距離が遠い位置にある空洞ほど当該流路の断面形状のレーザ光の光軸方向の長さが長くなる。
そこで、本発明の技術的課題は、被加工物の表面からの距離が異なる各深さ位置で、被加工物の内部に形成される空洞の断面形状をより均一とすることにある。
上記技術的課題を解決するために、本発明の各態様は、以下のような構成からなる。
本発明の第1の態様は、
透明材質の被加工物の内部に、設定した加工予定線に沿って空洞を形成するレーザ加工方法であって、前記被加工物のうちの加工予定の部分に集光レンズでレーザ光を集光して、前記加工予定の部分に多光子吸収による改質領域を形成する第1の工程と、前記被加工物のうちの前記改質領域を形成した部分をエッチングして、前記改質領域を形成した部分に空洞を形成する第2の工程と、を有し、前記第1の工程では、前記集光レンズで前記レーザ光を集光する際に、前記改質領域部分の前記レーザ光の光軸方向の長さが一定となるように、前記集光レンズの収差を調整することを特徴とする。
本発明の第1の態様は、
透明材質の被加工物の内部に、設定した加工予定線に沿って空洞を形成するレーザ加工方法であって、前記被加工物のうちの加工予定の部分に集光レンズでレーザ光を集光して、前記加工予定の部分に多光子吸収による改質領域を形成する第1の工程と、前記被加工物のうちの前記改質領域を形成した部分をエッチングして、前記改質領域を形成した部分に空洞を形成する第2の工程と、を有し、前記第1の工程では、前記集光レンズで前記レーザ光を集光する際に、前記改質領域部分の前記レーザ光の光軸方向の長さが一定となるように、前記集光レンズの収差を調整することを特徴とする。
このような手法によれば、レーザ光の光軸方向の長さが等しい改質領域を形成できる。そのため、被加工物の表面からの距離が異なる複数の深さ位置で、レーザ光の光軸方向と直交する方向に伸びている複数の加工予定線上に一定幅の空洞を形成できる。
したがって、被加工物の表面からの距離が異なる各深さ位置で、被加工物の内部に形成される空洞の断面形状をより均一とすることが可能となる。
したがって、被加工物の表面からの距離が異なる各深さ位置で、被加工物の内部に形成される空洞の断面形状をより均一とすることが可能となる。
本発明の第2の態様は、
前記第1の工程では、前記集光レンズで前記レーザ光を集光する際に、前記レーザ光の光軸方向が前記加工予定線に平行となるように、前記加工予定線に対する前記レーザ光の光軸の向きを設定することを特徴とする。
ここで、被加工物の内部にレーザ光を集光する際に、レーザ光の集光領域が分散する範囲は、レーザ光の光軸方向よりもレーザ光の光軸方向と直交する方向のほうが狭い。
それゆえ、このような手法によれば、レーザ光の集光領域の分散する範囲の、加工予定線と直交する方向の長さが等しくなる。そのため、被加工物の内部に、加工予定線に平行な方向と直交する方向の幅がより均一な空洞を形成できる。
前記第1の工程では、前記集光レンズで前記レーザ光を集光する際に、前記レーザ光の光軸方向が前記加工予定線に平行となるように、前記加工予定線に対する前記レーザ光の光軸の向きを設定することを特徴とする。
ここで、被加工物の内部にレーザ光を集光する際に、レーザ光の集光領域が分散する範囲は、レーザ光の光軸方向よりもレーザ光の光軸方向と直交する方向のほうが狭い。
それゆえ、このような手法によれば、レーザ光の集光領域の分散する範囲の、加工予定線と直交する方向の長さが等しくなる。そのため、被加工物の内部に、加工予定線に平行な方向と直交する方向の幅がより均一な空洞を形成できる。
本発明の第3の態様は、
前記第1の工程では、前記集光レンズで前記レーザ光を集光する際に、前記レーザ光の光軸方向が前記加工予定線と直交する方向に平行となるように、前記加工予定線に対する前記レーザ光の光軸の向きを設定することを特徴とする。
このような手法によれば、レーザ光の集光領域の、加工予定線と直交する方向の長さが等しくなる。そのため、被加工物の内部に、加工予定線に平行な方向と直交する方向の幅がより均一な空洞を形成できる。
前記第1の工程では、前記集光レンズで前記レーザ光を集光する際に、前記レーザ光の光軸方向が前記加工予定線と直交する方向に平行となるように、前記加工予定線に対する前記レーザ光の光軸の向きを設定することを特徴とする。
このような手法によれば、レーザ光の集光領域の、加工予定線と直交する方向の長さが等しくなる。そのため、被加工物の内部に、加工予定線に平行な方向と直交する方向の幅がより均一な空洞を形成できる。
以下、本発明に係る実施形態について図面を参照して説明する。
本実施形態のレーザ加工方法では、透明材質の被加工物の内部にレーザ光を集光して、被加工物の内部に多光子吸収による改質領域を形成し、被加工物の内部の改質領域を形成した部分をエッチングして、被加工物の内部に空洞を形成する。被加工物の内部に形成する空洞としては、例えば、流体の通路となる流路が挙げられる。
本実施形態のレーザ加工方法では、透明材質の被加工物の内部にレーザ光を集光して、被加工物の内部に多光子吸収による改質領域を形成し、被加工物の内部の改質領域を形成した部分をエッチングして、被加工物の内部に空洞を形成する。被加工物の内部に形成する空洞としては、例えば、流体の通路となる流路が挙げられる。
(実施形態1)
(被加工物の構成)
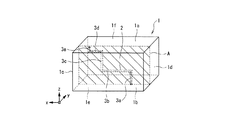
まず、本実施形態のレーザ加工方法で得られる、内部に空洞2が形成された被加工物1について説明する。
図1は、被加工物1の斜視図である。
図1に示すように、被加工物1は、長方体状に形成された透明材料からなる。透明材料としては、例えば、石英やホウケイ酸ガラス等を利用できる。また、被加工物1には、図1に示すように被加工物1に正対した場合を基準に、上面1a、下面1b、左面1c、右面1d、前面1e、背面1fが定義されている。上面1aは、図1の被加工物1の上側に位置する面である。また同様に、下面1bは、被加工物1の下側に位置する面であり、左面1cは、左側に位置する面であり、右面1dは、右側に位置する面であり、前面1eは、手前側に位置する面であり、背面1fは、奥側に位置する面である。
さらに、被加工物1には、x軸方向、y軸方向、およびz軸方向が定義されている。x軸方向は、被加工物1の左面1cの法線方向である。同様に、y軸方向は、被加工物1の背面1fの法線方向であり、z軸方向は、被加工物1の上面1aの法線方向である。
(被加工物の構成)
まず、本実施形態のレーザ加工方法で得られる、内部に空洞2が形成された被加工物1について説明する。
図1は、被加工物1の斜視図である。
図1に示すように、被加工物1は、長方体状に形成された透明材料からなる。透明材料としては、例えば、石英やホウケイ酸ガラス等を利用できる。また、被加工物1には、図1に示すように被加工物1に正対した場合を基準に、上面1a、下面1b、左面1c、右面1d、前面1e、背面1fが定義されている。上面1aは、図1の被加工物1の上側に位置する面である。また同様に、下面1bは、被加工物1の下側に位置する面であり、左面1cは、左側に位置する面であり、右面1dは、右側に位置する面であり、前面1eは、手前側に位置する面であり、背面1fは、奥側に位置する面である。
さらに、被加工物1には、x軸方向、y軸方向、およびz軸方向が定義されている。x軸方向は、被加工物1の左面1cの法線方向である。同様に、y軸方向は、被加工物1の背面1fの法線方向であり、z軸方向は、被加工物1の上面1aの法線方向である。
被加工物1の空洞2は、第1〜第5の加工予定線3a〜3eに沿って形成される。第1の加工予定線3aとは、被加工物1のz軸方向に伸びている直線であり、一端を被加工物1の下面1bに有し、他端を被加工物1の内部に有する線である。第2の加工予定線3bとは、被加工物1のx軸方向に伸びている直線であり、一端を第1の加工予定線3aの前記他端の位置に有し、他端を被加工物1の内部に有する線である。第3の加工予定線3cとは、被加工物1のz軸方向に伸びている直線であり、一端を第2の加工予定線3bの前記他端の位置に有し、他端を被加工物1の内部に有する線である。第4の加工予定線3dとは、被加工物1のx軸方向に伸びている直線であり、一端を第3の加工予定線3cの前記他端の位置に有し、他端を被加工物1の内部に有する線である。第5の加工予定線3eとは、被加工物1のz軸方向に伸びている直線であり、一端を第4の加工予定線3dの前記他端の位置に有し、他端を被加工物1の上面1aに有する線である。
(レーザ加工装置の構成)
次に、本実施形態のレーザ加工方法で使用するレーザ加工装置4について説明する。
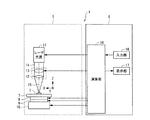
図2は、レーザ加工装置4の構成を示すブロック図である。
図2に示すように、レーザ加工装置4は、照射機構部5および制御部6を備える。
照射機構部5は、載置台7、X軸移動部8、Y軸移動部9、Z軸移動部10、レーザ光源11、集光レンズ12、および収差補正レンズ群13を備える。
載置台7は、被加工物1を載置可能な平面が上部に形成された台である。また、載置台7には、X軸方向、Y軸方向、およびZ軸方向が定義されている。X軸方向は、載置台7上部の平面内に設定した一方向である。同様に、Y軸方向は、載置台7上部の平面内にあり且つX軸方向と直交する方向(より詳しくは、載置台7を上方から見た場合にX軸方向を時計回りに90°回転させた方向)であり、Z軸方向は、当該平面の法線方向である。
次に、本実施形態のレーザ加工方法で使用するレーザ加工装置4について説明する。
図2は、レーザ加工装置4の構成を示すブロック図である。
図2に示すように、レーザ加工装置4は、照射機構部5および制御部6を備える。
照射機構部5は、載置台7、X軸移動部8、Y軸移動部9、Z軸移動部10、レーザ光源11、集光レンズ12、および収差補正レンズ群13を備える。
載置台7は、被加工物1を載置可能な平面が上部に形成された台である。また、載置台7には、X軸方向、Y軸方向、およびZ軸方向が定義されている。X軸方向は、載置台7上部の平面内に設定した一方向である。同様に、Y軸方向は、載置台7上部の平面内にあり且つX軸方向と直交する方向(より詳しくは、載置台7を上方から見た場合にX軸方向を時計回りに90°回転させた方向)であり、Z軸方向は、当該平面の法線方向である。
X軸移動部8は、制御部6からの信号に応じて、載置台7をX軸方向に沿って移動させる。X軸移動部8としては、例えば、X軸方向に沿って並進運動を行うスライダと、スライダを駆動するサーボモータとからなるものを利用できる。また同様に、Y軸移動部9は、制御部6からの信号に応じて、載置台7をY軸方向に沿って移動させる。Z軸移動部10は、制御部6からの信号に応じて、載置台7をZ軸方向に沿って移動させる。
レーザ光源11は、載置台7の上方に配される。そして、レーザ光源11は、制御部からの信号に応じて、レーザ光14を載置台7上部の平面(つまり、Z軸方向と反対方向)に向けて出射する。レーザ光源11としては、例えば、チタンサファイアを固体光源とし、チタンサファイアが発生するフェムト秒レーザ光を出射するものを利用できる。
集光レンズ12は、レーザ光源11と載置台7との間に配される。そして、集光レンズ12は、レーザ光源11から出射されるレーザ光14を集光する。
レーザ光源11は、載置台7の上方に配される。そして、レーザ光源11は、制御部からの信号に応じて、レーザ光14を載置台7上部の平面(つまり、Z軸方向と反対方向)に向けて出射する。レーザ光源11としては、例えば、チタンサファイアを固体光源とし、チタンサファイアが発生するフェムト秒レーザ光を出射するものを利用できる。
集光レンズ12は、レーザ光源11と載置台7との間に配される。そして、集光レンズ12は、レーザ光源11から出射されるレーザ光14を集光する。
収差補正レンズ群13は、制御部6からの信号に応じて、集光レンズ12の収差を調整する。そして、収差補正レンズ群13は、集光レンズ12で集光されるレーザ光14の集光領域のレーザ光14光軸15方向の長さを制御する。収差補正レンズ群13としては、例えば、集光レンズ12の鏡筒に移動可能に収容された複数枚のレンズからなるものを利用できる。
制御部6は、入力部16、表示部17、および演算部18を備える。
入力部16は、レーザ加工の際に用いる、X軸移動部8、Y軸移動部9、Z軸移動部10、レーザ光源11、および収差補正レンズ群13に出力する信号のデータを利用者に入力させる。入力部16としては、例えば、キーボードやマウスを利用できる。
制御部6は、入力部16、表示部17、および演算部18を備える。
入力部16は、レーザ加工の際に用いる、X軸移動部8、Y軸移動部9、Z軸移動部10、レーザ光源11、および収差補正レンズ群13に出力する信号のデータを利用者に入力させる。入力部16としては、例えば、キーボードやマウスを利用できる。
表示部17は、レーザ加工の際の各種情報を表示する。表示部17としては、例えば、液晶ディスプレイやCRT(cathode ray tube)ディスプレイを利用できる。
演算部18は、入力部16から入力されたデータを演算処理し、その処理結果をもとに、X軸移動部8、Y軸移動部9、Z軸移動部10、レーザ光源11、および収差補正レンズ群13に信号を出力する。演算部18としては、例えば、A/D変換回路、D/A変換回路、中央演算処理装置、メモリ等から構成されたコンピュータを利用できる。
演算部18は、入力部16から入力されたデータを演算処理し、その処理結果をもとに、X軸移動部8、Y軸移動部9、Z軸移動部10、レーザ光源11、および収差補正レンズ群13に信号を出力する。演算部18としては、例えば、A/D変換回路、D/A変換回路、中央演算処理装置、メモリ等から構成されたコンピュータを利用できる。
(レーザ加工方法の説明)
次に、前述したレーザ加工装置4を用いて、被加工物1の内部に、設定した第1〜第5の加工予定線3a〜3eに沿って空洞2を形成するレーザ加工方法について説明する。
レーザ加工方法は、以下の第1および第2の工程からなる。
次に、前述したレーザ加工装置4を用いて、被加工物1の内部に、設定した第1〜第5の加工予定線3a〜3eに沿って空洞2を形成するレーザ加工方法について説明する。
レーザ加工方法は、以下の第1および第2の工程からなる。
(第1の工程)
第1の工程では、被加工物1のうちの加工予定の部分に、多光子吸収による改質領域19を形成する。ここで、加工予定の部分とは、被加工物1のうちの第1〜第5の加工予定線3a〜3eの部分およびその近傍の部分である。
図3は、第1の工程の説明に用いる模式図である。図3では、被加工物1は、第1〜第5の加工予定線3a〜3eを含む面(図1のA面)で破断した断面図で表している。
具体的には、図3に示すように、まず、被加工物1のz軸方向が照射機構部5のZ軸方向に向くように被加工物1を載置台7に載置する。また、被加工物1のx軸方向が照射機構部5のX軸方向に向くように被加工物1を位置決めする。これにより、第1、第3および第5の加工予定線3a、3c、3eが照射機構部5のZ軸方向(つまり、被加工物1に集光されるレーザ光14の光軸15方向)に平行となり、第2および第4の加工予定線3b、3dが照射機構部5のX軸方向に平行となる。
第1の工程では、被加工物1のうちの加工予定の部分に、多光子吸収による改質領域19を形成する。ここで、加工予定の部分とは、被加工物1のうちの第1〜第5の加工予定線3a〜3eの部分およびその近傍の部分である。
図3は、第1の工程の説明に用いる模式図である。図3では、被加工物1は、第1〜第5の加工予定線3a〜3eを含む面(図1のA面)で破断した断面図で表している。
具体的には、図3に示すように、まず、被加工物1のz軸方向が照射機構部5のZ軸方向に向くように被加工物1を載置台7に載置する。また、被加工物1のx軸方向が照射機構部5のX軸方向に向くように被加工物1を位置決めする。これにより、第1、第3および第5の加工予定線3a、3c、3eが照射機構部5のZ軸方向(つまり、被加工物1に集光されるレーザ光14の光軸15方向)に平行となり、第2および第4の加工予定線3b、3dが照射機構部5のX軸方向に平行となる。
次に、演算部18により、X軸移動部8、Y軸移動部9およびZ軸移動部10を制御して、集光レンズ12が集光するレーザ光14の集光領域の中央部が、第1の加工予定線3aの下面1b側端部に一致するように載置台7を移動させる。そして、演算部18により、レーザ光源11を制御して、レーザ光14の出射を開始させる。これにより、第1の加工予定線3の下面1b側端部にレーザ光14が集光レンズ12で集光される。そして、被加工物1の内部には、レーザ光14の集光によって改質領域19を形成可能なエネルギ密度となった部分に、多光子吸収による改質領域19が形成される。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第1の加工予定線3aを含む加工予定の部分へのレーザ光14の集光を同様に繰り返す。これにより、第1の加工予定線3aを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第1の加工予定線3aを含む加工予定の部分へのレーザ光14の集光を同様に繰り返す。これにより、第1の加工予定線3aを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
なお、第1の加工予定線3aを含む加工予定の部分へのレーザ光14の集光時には、演算部18により、収差補正レンズ群13を制御して、レーザ光14の集光によって改質領域19を形成可能なエネルギ密度となる被加工物1の部分のレーザ光14光軸15方向の長さが一定となるように、集光レンズ12の収差を適宜調整する。集光レンズ12の収差の調整は、第2〜第5の加工予定線3b〜3eを含む加工予定の部分にレーザ光14を集光する際にも同様に行う。
次に、第1の加工予定線3aへの改質領域19の形成が終了すると、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向と反対方向に所定ピッチずつ相対移動させながら、第2の加工予定線3bを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第2の加工予定線3bを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
次に、第1の加工予定線3aへの改質領域19の形成が終了すると、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向と反対方向に所定ピッチずつ相対移動させながら、第2の加工予定線3bを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第2の加工予定線3bを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
これにより、第2の加工予定線3b上では、形成される改質領域19は、レーザ光14の光軸15方向(つまり、被加工物1のz軸方向)の長さが一定長となる。
次に、第2の加工予定線3bへの改質領域19の形成が終了すると、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第3の加工予定線3cを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第3の加工予定線3cを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、第2の加工予定線3bへの改質領域19の形成が終了すると、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第3の加工予定線3cを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第3の加工予定線3cを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、第3の加工予定線3cへの改質領域19の形成が終了すると、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向と反対方向に所定ピッチずつ相対移動させながら、第4の加工予定線3dを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第4の加工予定線3dを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
これにより、第4の加工予定線3d上では、形成される改質領域19は、レーザ光14光軸15方向の長さが一定長となる。このレーザ光14光軸15方向の長さは、第2の加工予定線3a上の改質領域19のZ軸方向の長さと等しい長さとなる。
これにより、第4の加工予定線3d上では、形成される改質領域19は、レーザ光14光軸15方向の長さが一定長となる。このレーザ光14光軸15方向の長さは、第2の加工予定線3a上の改質領域19のZ軸方向の長さと等しい長さとなる。
次に、第4の加工予定線3dへの改質領域19の形成が終了すると、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第5の加工予定線3eを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第5の加工予定線3eを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の左面1c側から上面1a側へ多光子吸収による改質領域19が形成される。
このように、第1の工程では、第1〜第5の加工予定線3a〜3eを含む加工予定の部分に多光子吸収による改質領域19が連続して形成される。そして、被加工物1の上面1aおよび下面1bには、連続して形成された改質領域19の端部が露出する。
このように、第1の工程では、第1〜第5の加工予定線3a〜3eを含む加工予定の部分に多光子吸収による改質領域19が連続して形成される。そして、被加工物1の上面1aおよび下面1bには、連続して形成された改質領域19の端部が露出する。
(第2の行程)
第2の工程では、被加工物1の改質領域19をエッチング液20でエッチングする。
図4は、第2の工程の説明に用いる模式図である。図4では、被加工物1は、図1のA面で破断した断面図で表している。
具体的には、図4に示すように、被加工物1をエッチング液20に浸漬する。エッチング液20としては、例えば、フッ酸溶液HF5vol%を利用できる。そして、被加工物1の表面をエッチング液20でエッチングする。ここで、改質領域19は被加工物1のうちの他の部分よりもエッチングレートが速い。そのため、このエッチングレートの差により、被加工物1の上面1aおよび下面1bに形成された第1、第5の加工予定線3a、3eの端部の改質領域19から、連続して形成された改質領域19(つまり、第1〜第5の加工予定線3a〜3e上の改質領域19)の部分のみがエッチングされる。その結果、改質領域19が形成された部分に、つまり、第1〜第5の加工予定線3a〜3eを含む加工予定の部分に空洞2が形成される。
第2の工程では、被加工物1の改質領域19をエッチング液20でエッチングする。
図4は、第2の工程の説明に用いる模式図である。図4では、被加工物1は、図1のA面で破断した断面図で表している。
具体的には、図4に示すように、被加工物1をエッチング液20に浸漬する。エッチング液20としては、例えば、フッ酸溶液HF5vol%を利用できる。そして、被加工物1の表面をエッチング液20でエッチングする。ここで、改質領域19は被加工物1のうちの他の部分よりもエッチングレートが速い。そのため、このエッチングレートの差により、被加工物1の上面1aおよび下面1bに形成された第1、第5の加工予定線3a、3eの端部の改質領域19から、連続して形成された改質領域19(つまり、第1〜第5の加工予定線3a〜3e上の改質領域19)の部分のみがエッチングされる。その結果、改質領域19が形成された部分に、つまり、第1〜第5の加工予定線3a〜3eを含む加工予定の部分に空洞2が形成される。
(本実施形態の効果)
このように、本実施形態では、レーザ光14の集光によって被加工物1の内部に改質領域19を形成可能なエネルギ密度となった領域のレーザ光14光軸15方向の長さが一定となるように、集光レンズ12の収差を調整するようにした。それゆえ、レーザ光14光軸15方向の長さが等しい改質領域19を形成できる。そのため、被加工物1の表面からの距離が異なる複数の深さ位置で、レーザ光14の光軸15と直交する方向に伸びている第2、第4の加工予定線3b、3d上に一定幅の空洞2を形成できる。
したがって、被加工物1の表面からの距離が異なる各深さ位置で、被加工物1の内部に形成される空洞2の断面形状をより均一とすることが可能となる。
このように、本実施形態では、レーザ光14の集光によって被加工物1の内部に改質領域19を形成可能なエネルギ密度となった領域のレーザ光14光軸15方向の長さが一定となるように、集光レンズ12の収差を調整するようにした。それゆえ、レーザ光14光軸15方向の長さが等しい改質領域19を形成できる。そのため、被加工物1の表面からの距離が異なる複数の深さ位置で、レーザ光14の光軸15と直交する方向に伸びている第2、第4の加工予定線3b、3d上に一定幅の空洞2を形成できる。
したがって、被加工物1の表面からの距離が異なる各深さ位置で、被加工物1の内部に形成される空洞2の断面形状をより均一とすることが可能となる。
図8は、比較例の説明のための模式図である。図8(a)は比較例の第1の工程を示す模式図であり、図8(b)は比較例の第2の工程を示す模式図である。
図8(a)(b)に示すように、集光レンズ12の収差の調整を行わない方法では、レーザ光14の入射面から集光領域までの距離が長くなると、レーザ光14の集光性が低下し、レーザ光14の集光領域がレーザ光14光軸15方向の長さ方向に分散する。そのため、例えば、入射面からの距離が異なる複数の深さ位置に、レーザ光14の光軸15と直交する方向に伸びる空洞2を形成すると、入射面からの距離が遠い空洞2ほど当該空洞2の断面形状のレーザ光14光軸15方向の長さが長くなってしまう。
図8(a)(b)に示すように、集光レンズ12の収差の調整を行わない方法では、レーザ光14の入射面から集光領域までの距離が長くなると、レーザ光14の集光性が低下し、レーザ光14の集光領域がレーザ光14光軸15方向の長さ方向に分散する。そのため、例えば、入射面からの距離が異なる複数の深さ位置に、レーザ光14の光軸15と直交する方向に伸びる空洞2を形成すると、入射面からの距離が遠い空洞2ほど当該空洞2の断面形状のレーザ光14光軸15方向の長さが長くなってしまう。
(第2実施形態)
次に、本発明に係る第2実施形態について図面を参照して説明する。
なお、前記第1実施形態と同様な構成等については、同一の符号を付して説明する。
本実施形態のレーザ加工方法の基本手順は、前記第1実施形態とほぼ同様である。ただし、具体的な工程の内容については相違点がある。
具体的には、第1の工程において、集光レンズ12でレーザ光14を集光する際に、レーザ光14の光軸15が第1〜第5の加工予定線3a〜3eに平行となるように、各加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定するようにした。
次に、本発明に係る第2実施形態について図面を参照して説明する。
なお、前記第1実施形態と同様な構成等については、同一の符号を付して説明する。
本実施形態のレーザ加工方法の基本手順は、前記第1実施形態とほぼ同様である。ただし、具体的な工程の内容については相違点がある。
具体的には、第1の工程において、集光レンズ12でレーザ光14を集光する際に、レーザ光14の光軸15が第1〜第5の加工予定線3a〜3eに平行となるように、各加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定するようにした。
(第1の工程)
図5は、第2の実施形態の第1の工程の説明に用いる模式図である。図5(a)は第1の工程の前半部の模式図であり、図5(b)は第1の工程の後半部の模式図である。図5(a)(b)では、被加工物1は、図1のA面で破断した断面図で表している。
図5(a)に示すように、第1の工程では、まず、被加工物1のz軸方向が照射機構部5のZ軸方向に向くように被加工物1を載置台7に載置する。また、被加工物1のx軸方向が照射機構部5のX軸方向に向くように被加工物1を位置決めする。これにより、第1、第3および第5の加工予定線3a、3c、3eが照射機構部5のZ軸方向(つまり、被加工物1に集光されるレーザ光14の光軸15方向)に平行となり、第2および第4の加工予定線3b、3dが照射機構部5のX軸方向に平行となる。
図5は、第2の実施形態の第1の工程の説明に用いる模式図である。図5(a)は第1の工程の前半部の模式図であり、図5(b)は第1の工程の後半部の模式図である。図5(a)(b)では、被加工物1は、図1のA面で破断した断面図で表している。
図5(a)に示すように、第1の工程では、まず、被加工物1のz軸方向が照射機構部5のZ軸方向に向くように被加工物1を載置台7に載置する。また、被加工物1のx軸方向が照射機構部5のX軸方向に向くように被加工物1を位置決めする。これにより、第1、第3および第5の加工予定線3a、3c、3eが照射機構部5のZ軸方向(つまり、被加工物1に集光されるレーザ光14の光軸15方向)に平行となり、第2および第4の加工予定線3b、3dが照射機構部5のX軸方向に平行となる。
次に、演算部18により、X軸移動部8、Y軸移動部9およびZ軸移動部10を制御して、集光レンズ12が集光するレーザ光14の集光領域の中央部が、第1の加工予定線3aの下面1b側端部に一致するように載置台7を移動させる。そして、演算部18により、レーザ光源11を制御して、レーザ光14の出射を開始させる。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第1の加工予定線3aを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第1の加工予定線3aを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
なお、第1の加工予定線3aを含む加工予定の部分にレーザ光14を集光する際には、第1の実施形態と同様に、集光レンズ12の収差の調整を行う。集光レンズ12の収差の調整は、第2〜第5の加工予定線3b〜3eを含む加工予定の部分にレーザ光14を集光する際にも同様に行う。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第1の加工予定線3aを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第1の加工予定線3aを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
なお、第1の加工予定線3aを含む加工予定の部分にレーザ光14を集光する際には、第1の実施形態と同様に、集光レンズ12の収差の調整を行う。集光レンズ12の収差の調整は、第2〜第5の加工予定線3b〜3eを含む加工予定の部分にレーザ光14を集光する際にも同様に行う。
次に、第1の加工予定線3aへの改質領域19の形成が終了すると、演算部18により、X軸移動部8を制御し、レーザ光14の集光領域の中央部が被加工物1の第3の加工予定線3cに一致するように載置台7をX軸方向と反対方向に移動させる。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第3の加工予定線3cを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第3の加工予定線3cを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第3の加工予定線3cを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第3の加工予定線3cを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、第3の加工予定線3cへの改質領域19の形成が終了すると、演算部18により、X軸移動部8を制御し、レーザ光14の集光領域の中央部が被加工物1の第5の加工予定線3eに一致するように載置台7をX軸方向と反対方向に移動させる。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第5の加工予定線3eを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第5の加工予定線3eを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第5の加工予定線3eを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第5の加工予定線3eを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
これにより、レーザ光14の光軸15方向が第1、第3および第5の加工予定線3a、3c、3eに平行となるように各加工予定線3a、3c、3eに対するレーザ光14の光軸15の向きが設定され、各加工予定線3a、3c、3eにレーザ光14が集光される。
次に、図5(b)に示すように、第5の加工予定線3eへの改質領域19の形成が終了すると、被加工物1のx軸方向が照射機構部5のZ軸方向と平行となるように被加工物1を載置台7に載置する。また、被加工物1のz軸方向が照射機構部5のX軸方向に平行となるように被加工物1を位置決めする。これにより、第2および第4の加工予定線3b、3dが照射機構部5のZ軸方向(つまり、被加工物1に集光されるレーザ光14の光軸15方向)に平行となり、第1、第3および第5の加工予定線3a、3c、3e(つまり、改質領域19が形成された部分)が照射機構部5のX軸方向に平行となる。
次に、図5(b)に示すように、第5の加工予定線3eへの改質領域19の形成が終了すると、被加工物1のx軸方向が照射機構部5のZ軸方向と平行となるように被加工物1を載置台7に載置する。また、被加工物1のz軸方向が照射機構部5のX軸方向に平行となるように被加工物1を位置決めする。これにより、第2および第4の加工予定線3b、3dが照射機構部5のZ軸方向(つまり、被加工物1に集光されるレーザ光14の光軸15方向)に平行となり、第1、第3および第5の加工予定線3a、3c、3e(つまり、改質領域19が形成された部分)が照射機構部5のX軸方向に平行となる。
次に、演算部18により、X軸移動部8、Y軸移動部9およびZ軸移動部10を制御して、集光レンズ12が集光するレーザ光14の集光領域の中央部が、第2の加工予定線3bの右面1d側端部に一致するように載置台7を移動させる。そして、演算部18により、レーザ光源11を制御して、レーザ光14の出射を再開させる。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第2の加工予定線3bを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第2の加工予定線3bを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第2の加工予定線3bを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第2の加工予定線3bを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
第2の加工予定線3bへの改質領域19の形成が終了すると、演算部18により、X軸移動部8を制御して、レーザ光14の集光領域の中央部が被加工物1の第4の加工予定線3dに一致するように載置台7をX軸方向に移動させる。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第4の加工予定線3dを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第4の加工予定線3dを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
これにより、レーザ光14の光軸15方向が第2および第4の加工予定線3b、3dに平行となるように、各加工予定線3b、3dに対するレーザ光14の光軸15の向きが設定され、集光レンズ12で各加工予定線3b、3dにレーザ光14が集光される。
次に、演算部18により、Z軸移動部10を制御して、集光レンズ12に対して載置台7をZ軸方向と反対方向に所定ピッチずつ相対移動させながら、第4の加工予定線3dを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第4の加工予定線3dを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
これにより、レーザ光14の光軸15方向が第2および第4の加工予定線3b、3dに平行となるように、各加工予定線3b、3dに対するレーザ光14の光軸15の向きが設定され、集光レンズ12で各加工予定線3b、3dにレーザ光14が集光される。
(本実施形態の効果)
このように、本実施形態では、集光レンズ12でレーザ光14を集光する際に、レーザ光14の光軸15方向が第1〜第5の加工予定線3a〜3eに平行となるように、各加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定するようにした。ここで、レーザ光14の集光領域は、レーザ光14の光軸15方向よりもレーザ光14の光軸15方向と直交する方向のほうが狭い。それゆえ、このような手法によれば、レーザ光の集光領域の、第1〜第5の加工予定線3a〜3eと直交する方向の長さが等しくなる。そのため、被加工物1の内部に、第1〜第5の加工予定線3a〜3eに平行な方向と直交する方向の幅がより均一な空洞2を形成できる。
このように、本実施形態では、集光レンズ12でレーザ光14を集光する際に、レーザ光14の光軸15方向が第1〜第5の加工予定線3a〜3eに平行となるように、各加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定するようにした。ここで、レーザ光14の集光領域は、レーザ光14の光軸15方向よりもレーザ光14の光軸15方向と直交する方向のほうが狭い。それゆえ、このような手法によれば、レーザ光の集光領域の、第1〜第5の加工予定線3a〜3eと直交する方向の長さが等しくなる。そのため、被加工物1の内部に、第1〜第5の加工予定線3a〜3eに平行な方向と直交する方向の幅がより均一な空洞2を形成できる。
(第3実施形態)
次に、本発明に係る第3実施形態について図面を参照して説明する。
なお、前記第1実施形態と同様な構成等については、同一の符号を付して説明する。
本実施形態の空洞2の制作工程の基本手順は、前記第1実施形態とほぼ同様である。ただし、具体的な処理内容については相違点がある。
具体的には、第1の工程において、集光レンズ12でレーザ光14を集光する際に、レーザ光14の光軸15が第1〜第5の加工予定線3a〜3eと直交する方向に平行となるように、各加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定するようにした点が、前記第1実施形態と異なる。
次に、本発明に係る第3実施形態について図面を参照して説明する。
なお、前記第1実施形態と同様な構成等については、同一の符号を付して説明する。
本実施形態の空洞2の制作工程の基本手順は、前記第1実施形態とほぼ同様である。ただし、具体的な処理内容については相違点がある。
具体的には、第1の工程において、集光レンズ12でレーザ光14を集光する際に、レーザ光14の光軸15が第1〜第5の加工予定線3a〜3eと直交する方向に平行となるように、各加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定するようにした点が、前記第1実施形態と異なる。
(第1の工程)
図6は、第3実施形態の第1の工程の説明に用いる模式図である。図6(a)は第1の工程の前半部の模式図であり、図6(b)は第1の工程の後半部の模式図である。図6(a)(b)では、被加工物1は、図1のA面で破断した断面図で表している。
図6(a)に示すように、第1の工程では、まず、被加工物1のz軸方向が照射機構部5のZ軸方向に向くように被加工物1を載置台7に載置する。また、被加工物1のx軸方向が照射機構部5のX軸方向に向くように被加工物1を位置決めする。これにより、第1、第3および第5の加工予定線3a、3c、3eが照射機構部5のZ軸方向に平行となり、第2および第4の加工予定線3b、3dが照射機構部5のX軸方向(被加工物1に集光されるレーザ光14の光軸15方向と直交する方向)に平行となる。
図6は、第3実施形態の第1の工程の説明に用いる模式図である。図6(a)は第1の工程の前半部の模式図であり、図6(b)は第1の工程の後半部の模式図である。図6(a)(b)では、被加工物1は、図1のA面で破断した断面図で表している。
図6(a)に示すように、第1の工程では、まず、被加工物1のz軸方向が照射機構部5のZ軸方向に向くように被加工物1を載置台7に載置する。また、被加工物1のx軸方向が照射機構部5のX軸方向に向くように被加工物1を位置決めする。これにより、第1、第3および第5の加工予定線3a、3c、3eが照射機構部5のZ軸方向に平行となり、第2および第4の加工予定線3b、3dが照射機構部5のX軸方向(被加工物1に集光されるレーザ光14の光軸15方向と直交する方向)に平行となる。
次に、演算部18により、X軸移動部8、Y軸移動部9およびZ軸移動部10を制御して、集光レンズ12が集光するレーザ光14の集光領域の中央位置が、第2の加工予定線3bの右面1d側端部に一致するように載置台7を移動させる。そして、演算部18により、レーザ光源11を制御して、レーザ光14の出射を開始させる。
次に、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向と反対方向に所定ピッチずつ相対移動させながら、第2の加工予定線3bを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第2の加工予定線3bを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
次に、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向と反対方向に所定ピッチずつ相対移動させながら、第2の加工予定線3bを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第2の加工予定線3bを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
なお、第2の加工予定線3bを含む加工予定の部分にレーザ光14を集光する際には、第1の実施形態と同様に、集光レンズ12の収差の調整を行う。集光レンズ12の収差の調整は、他の加工予定線3a、3c〜3eを含む加工予定の部分にレーザ光14を集光する際にも同様に行う。
第2の加工予定線3bへの改質領域19の形成が終了すると、演算部18により、Z軸移動部10を制御し、レーザ光14の集光領域の中央部が被加工物1の第4の加工予定線3dに一致するように載置台7をZ軸方向と反対方向に移動させる。
次に、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向と反対方向に所定ピッチずつ相対移動させながら、第4の加工予定線3dを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第4の加工予定線3dを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
第2の加工予定線3bへの改質領域19の形成が終了すると、演算部18により、Z軸移動部10を制御し、レーザ光14の集光領域の中央部が被加工物1の第4の加工予定線3dに一致するように載置台7をZ軸方向と反対方向に移動させる。
次に、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向と反対方向に所定ピッチずつ相対移動させながら、第4の加工予定線3dを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第4の加工予定線3dを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
これにより、レーザ光14の光軸15方向が第2および第4の加工予定線3b、3dと直交する方向に平行となるように、各加工予定線3b、3dに対するレーザ光14の光軸15の向きが設定され、各加工予定線3a、3c、3eにレーザ光14が集光される。
次に、図6(b)に示すように、第4の加工予定線3dへの改質領域19の形成が終了すると、被加工物1のx軸方向が照射機構部5のZ軸方向と平行となるように被加工物1を載置台7に載置する。また、被加工物1のz軸方向が照射機構部5のX軸方向に平行となるように被加工物1を位置決めする。これにより、第2および第4の加工予定線3b、3dが照射機構部5のZ軸方向に平行となり、第1、第3および第5の加工予定線3a、3c、3eが照射機構部5のX軸方向(つまり、被加工物1に集光されるレーザ光14の光軸15方向と直交する方向)に平行となる。
次に、図6(b)に示すように、第4の加工予定線3dへの改質領域19の形成が終了すると、被加工物1のx軸方向が照射機構部5のZ軸方向と平行となるように被加工物1を載置台7に載置する。また、被加工物1のz軸方向が照射機構部5のX軸方向に平行となるように被加工物1を位置決めする。これにより、第2および第4の加工予定線3b、3dが照射機構部5のZ軸方向に平行となり、第1、第3および第5の加工予定線3a、3c、3eが照射機構部5のX軸方向(つまり、被加工物1に集光されるレーザ光14の光軸15方向と直交する方向)に平行となる。
次に、演算部18により、X軸移動部8、Y軸移動部9およびZ軸移動部10を制御して、集光レンズ12が集光するレーザ光14の集光領域の中央部が、第1の加工予定線3aの下面1b側端部に一致するように載置台7を移動させる。そして、演算部18により、レーザ光源11を制御して、レーザ光14の出射を再開させる。
次に、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向に所定ピッチずつ相対移動させながら、第1の加工予定線3aを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第1の加工予定線3aを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向に所定ピッチずつ相対移動させながら、第1の加工予定線3aを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第1の加工予定線3aを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
第1の加工予定線3aへの改質領域19の形成が終了すると、演算部18により、Z軸移動部10を制御して、レーザ光14の集光領域の中央部が被加工物1の第3の加工予定線3cに一致するように載置台7をZ軸方向に沿って移動させる。
次に、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向に所定ピッチずつ相対移動させながら、第3の加工予定線3cを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第3の加工予定線3cを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向に所定ピッチずつ相対移動させながら、第3の加工予定線3cを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第3の加工予定線3cを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
第3の加工予定線3cへの改質領域19の形成が終了すると、演算部18により、Z軸移動部10を制御して、レーザ光14の集光領域の中央部が被加工物1の第5の加工予定線3eに一致するように載置台7をZ軸方向に沿って移動させる。
次に、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向に所定ピッチずつ相対移動させながら、第5の加工予定線3eを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第5の加工予定線3eを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
これにより、レーザ光14の光軸15方向が第1、第3および第5の加工予定線3a、3c、3eと直交する方向に平行となるように、第1、第3および第5の加工予定線3a、3c、3eに対するレーザ光14の光軸15の向きが設定され、第1、第3および第5の加工予定線3a、3c、3eにレーザ光14が集光される。
次に、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向に所定ピッチずつ相対移動させながら、第5の加工予定線3eを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第5の加工予定線3eを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
これにより、レーザ光14の光軸15方向が第1、第3および第5の加工予定線3a、3c、3eと直交する方向に平行となるように、第1、第3および第5の加工予定線3a、3c、3eに対するレーザ光14の光軸15の向きが設定され、第1、第3および第5の加工予定線3a、3c、3eにレーザ光14が集光される。
(本実施形態の効果)
このように、本実施形態では、集光レンズ12でレーザ光14を集光する際に、レーザ光14の光軸15方向が第1〜第5の加工予定線3a〜3eと直交する方向に平行となるように、各加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定するようにした。そのため、レーザ光14の集光領域の、第1〜第5の加工予定線3a〜3eと直交する方向の長さが等しくなる。そのため、被加工物1の内部に、第1〜第5の加工予定線3a〜3eに平行な方向と直交する方向の幅がより均一な空洞2を形成できる。
このように、本実施形態では、集光レンズ12でレーザ光14を集光する際に、レーザ光14の光軸15方向が第1〜第5の加工予定線3a〜3eと直交する方向に平行となるように、各加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定するようにした。そのため、レーザ光14の集光領域の、第1〜第5の加工予定線3a〜3eと直交する方向の長さが等しくなる。そのため、被加工物1の内部に、第1〜第5の加工予定線3a〜3eに平行な方向と直交する方向の幅がより均一な空洞2を形成できる。
(応用例)
なお、本実施形態では、第1〜第5の加工予定線3b、3dに対するレーザ光14の光軸15の向きを、レーザ光14の光軸15方向が第2および第4の加工予定線3b、3dと直交する方向に平行となるように設定した後、レーザ光14の光軸15方向が第1、第3および第5の加工予定線3a、3c、3eと直交する方向に平行となるように設定する設定する例を示したが、他の手法を採用することもできる。例えば、レーザ光14の光軸15方向が第1〜第5の加工予定線3a〜3eのすべてと直交する方向に平行となるように第1〜第5の加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定し、各加工予定線3a〜3eにレーザ光14を集光してもよい。
なお、本実施形態では、第1〜第5の加工予定線3b、3dに対するレーザ光14の光軸15の向きを、レーザ光14の光軸15方向が第2および第4の加工予定線3b、3dと直交する方向に平行となるように設定した後、レーザ光14の光軸15方向が第1、第3および第5の加工予定線3a、3c、3eと直交する方向に平行となるように設定する設定する例を示したが、他の手法を採用することもできる。例えば、レーザ光14の光軸15方向が第1〜第5の加工予定線3a〜3eのすべてと直交する方向に平行となるように第1〜第5の加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定し、各加工予定線3a〜3eにレーザ光14を集光してもよい。
図7は、応用例の説明のための模式図である。図7(a)は、応用例の第1の工程の側面図であり、図7(b)は、応用例の第1の工程を示す平面図である。
具体的には、図7(a)(b)に示すように、まず、被加工物1のy軸方向が照射機構部5のZ軸方向に向くように被加工物1を載置台7に載置する。また、被加工物1のx軸方向が照射機構部5のX軸方向に向くように被加工物1を位置決めする。これにより、第1、第3および第5の加工予定線3a、3c、3eが照射機構部5のY軸方向に平行となり、第2および第4の加工予定線3b、3dが照射機構部5のX軸方向に平行となる。それゆえ、被加工物1に集光されるレーザ光14の光軸15方向が、第1〜第5の加工予定線3a〜3eのすべてと直交する方向に平行となる。
具体的には、図7(a)(b)に示すように、まず、被加工物1のy軸方向が照射機構部5のZ軸方向に向くように被加工物1を載置台7に載置する。また、被加工物1のx軸方向が照射機構部5のX軸方向に向くように被加工物1を位置決めする。これにより、第1、第3および第5の加工予定線3a、3c、3eが照射機構部5のY軸方向に平行となり、第2および第4の加工予定線3b、3dが照射機構部5のX軸方向に平行となる。それゆえ、被加工物1に集光されるレーザ光14の光軸15方向が、第1〜第5の加工予定線3a〜3eのすべてと直交する方向に平行となる。
次に、演算部18により、X軸移動部8、Y軸移動部9およびZ軸移動部10を制御して、集光レンズ12が集光するレーザ光14の集光領域の中央部が、第1の加工予定線3aの下面1b側端部に一致するように載置台7を移動させる。そして、演算部18により、レーザ光源11を制御して、レーザ光14の出射を開始させる。
次に、演算部18により、Y軸移動部9を制御して、集光レンズ12に対して載置台7を照射機構部5のY軸方向と反対方向に所定ピッチずつ相対移動させながら、第1の加工予定線3aを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第1の加工予定線3aを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、演算部18により、Y軸移動部9を制御して、集光レンズ12に対して載置台7を照射機構部5のY軸方向と反対方向に所定ピッチずつ相対移動させながら、第1の加工予定線3aを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第1の加工予定線3aを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
なお、第1の加工予定線3aを含む加工予定の部分にレーザ光14を集光する際には、第1の実施形態と同様に、集光レンズ12の収差の調整を行う。集光レンズ12の収差の調整は、第2〜第5の加工予定線3b〜3eを含む加工予定の部分にレーザ光14を集光する際にも同様に行う。
これにより、第1の加工予定線3b上では、形成される改質領域19は、レーザ光14の光軸15方向(つまり、被加工物1のy軸方向)の長さが一定長となる。
また、以下に説明するように、第2〜第5の加工予定線3b〜3eにレーザ光14を集光する際にも、レーザ光14の光軸15方向が被加工物1のy軸方向と平行となる。そのため、第2〜第5の加工予定線3b〜3e上でも、形成される改質領域19は、レーザ光14の光軸15方向(つまり、被加工物1のy軸方向)の長さが一定長となる。
これにより、第1の加工予定線3b上では、形成される改質領域19は、レーザ光14の光軸15方向(つまり、被加工物1のy軸方向)の長さが一定長となる。
また、以下に説明するように、第2〜第5の加工予定線3b〜3eにレーザ光14を集光する際にも、レーザ光14の光軸15方向が被加工物1のy軸方向と平行となる。そのため、第2〜第5の加工予定線3b〜3e上でも、形成される改質領域19は、レーザ光14の光軸15方向(つまり、被加工物1のy軸方向)の長さが一定長となる。
次に、第1の加工予定線3aへの改質領域19の形成が終了すると、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向と反対方向に所定ピッチずつ相対移動させながら、第2の加工予定線3bを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第2の加工予定線3bを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
次に、第2の加工予定線3bへの改質領域19の形成が終了すると、演算部18により、Y軸移動部9を制御して、集光レンズ12に対して載置台7を照射機構部5のY軸方向と反対方向に所定ピッチずつ相対移動させながら、第3の加工予定線3cを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第3の加工予定線3cを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、第2の加工予定線3bへの改質領域19の形成が終了すると、演算部18により、Y軸移動部9を制御して、集光レンズ12に対して載置台7を照射機構部5のY軸方向と反対方向に所定ピッチずつ相対移動させながら、第3の加工予定線3cを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第3の加工予定線3cを含む加工予定の部分に、被加工物1のz軸方向に沿って当該被加工物1の下面1b側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、第3の加工予定線3cへの改質領域19の形成が終了すると、演算部18により、X軸移動部8を制御して、集光レンズ12に対して載置台7を照射機構部5のX軸方向と反対方向に所定ピッチずつ相対移動させながら、第4の加工予定線3dを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第4の加工予定線3dを含む加工予定の部分に、被加工物1のx軸方向に沿って当該被加工物1の右面1d側から左面1c側へ多光子吸収による改質領域19が形成される。
次に、第4の加工予定線3dへの改質領域19の形成が終了すると、演算部18により、Y軸移動部9を制御して、集光レンズ12に対して載置台7を照射機構部5のY軸方向と反対方向に所定ピッチずつ相対移動させながら、第5の加工予定線3eを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第5の加工予定線3eを含む加工予定の部分に、被加工物1のy軸方向に沿って当該被加工物1の左面1c側から上面1a側へ多光子吸収による改質領域19が形成される。
次に、第4の加工予定線3dへの改質領域19の形成が終了すると、演算部18により、Y軸移動部9を制御して、集光レンズ12に対して載置台7を照射機構部5のY軸方向と反対方向に所定ピッチずつ相対移動させながら、第5の加工予定線3eを含む加工予定の部分へのレーザ光14の集光を繰り返す。これにより、第5の加工予定線3eを含む加工予定の部分に、被加工物1のy軸方向に沿って当該被加工物1の左面1c側から上面1a側へ多光子吸収による改質領域19が形成される。
(応用例の効果)
このように、本実施形態では、レーザ光14の光軸15方向が第1〜第5の加工予定線3a〜3eのすべてと直交する方向に平行となるように、各加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定するようにした。そのため、レーザ光14の集光領域の、第1〜第5の加工予定線3a〜3eと直交する方向の長さが等しくなる。そのため、被加工物1の内部に、第1〜第5の加工予定線3a〜3eに平行な方向と直交する方向の幅がより均一な空洞2を形成できる。
このように、本実施形態では、レーザ光14の光軸15方向が第1〜第5の加工予定線3a〜3eのすべてと直交する方向に平行となるように、各加工予定線3a〜3eに対するレーザ光14の光軸15の向きを設定するようにした。そのため、レーザ光14の集光領域の、第1〜第5の加工予定線3a〜3eと直交する方向の長さが等しくなる。そのため、被加工物1の内部に、第1〜第5の加工予定線3a〜3eに平行な方向と直交する方向の幅がより均一な空洞2を形成できる。
1は被加工物、2は空洞、3aは加工予定線、3a〜3eは第1〜第5の加工予定線、4はレーザ加工装置、5は照射機構部、6は制御部、7は載置台、8はX軸移動部、9はY軸移動部、10はZ軸移動部、11はレーザ光源、12は集光レンズ、13は収差補正レンズ群、14はレーザ光、15は光軸、16は入力部、17は表示部、18は演算部、19は改質領域、20はエッチング液
Claims (3)
- 透明材質の被加工物の内部に、設定した加工予定線に沿って空洞を形成するレーザ加工方法であって、
前記被加工物のうちの加工予定の部分に集光レンズでレーザ光を集光して、前記加工予定の部分に多光子吸収による改質領域を形成する第1の工程と、
前記被加工物のうちの前記改質領域を形成した部分をエッチングして、前記改質領域を形成した部分に空洞を形成する第2の工程と、を有し、
前記第1の工程では、前記集光レンズで前記レーザ光を集光する際に、前記改質領域部分の前記レーザ光の光軸方向の長さが一定となるように、前記集光レンズの収差を調整することを特徴とするレーザ加工方法。 - 前記第1の工程では、前記集光レンズで前記レーザ光を集光する際に、前記レーザ光の光軸方向が前記加工予定線に平行となるように、前記加工予定線に対する前記レーザ光の光軸の向きを設定することを特徴とする請求項1に記載のレーザ加工方法。
- 前記第1の工程では、前記集光レンズで前記レーザ光を集光する際に、前記レーザ光の光軸方向が前記加工予定線と直交する方向に平行となるように、前記加工予定線に対する前記レーザ光の光軸の向きを設定することを特徴とする請求項1に記載のレーザ加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008321914A JP2010142837A (ja) | 2008-12-18 | 2008-12-18 | レーザ加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008321914A JP2010142837A (ja) | 2008-12-18 | 2008-12-18 | レーザ加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010142837A true JP2010142837A (ja) | 2010-07-01 |
Family
ID=42563811
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008321914A Withdrawn JP2010142837A (ja) | 2008-12-18 | 2008-12-18 | レーザ加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010142837A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012014720A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| WO2012014721A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| WO2012014717A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | 半導体デバイスの製造方法 |
| WO2012014722A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | 基板加工方法 |
| WO2012014712A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| WO2012014711A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| WO2012070490A1 (ja) * | 2010-11-24 | 2012-05-31 | 株式会社フジクラ | 微細孔の製造方法および微細孔を有する基体 |
| WO2012161317A1 (ja) * | 2011-05-25 | 2012-11-29 | 株式会社フジクラ | 微細孔を配した基体の製造方法、及び微細孔を配した基体 |
| CN103025478A (zh) * | 2010-07-26 | 2013-04-03 | 浜松光子学株式会社 | 基板加工方法 |
| KR102035619B1 (ko) * | 2010-07-26 | 2019-12-16 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공방법 |
| JP2020514214A (ja) * | 2016-12-22 | 2020-05-21 | マジック リープ, インコーポレイテッドMagic Leap,Inc. | レーザアブレーションを使用した成形ファイバ要素の製作のための方法およびシステム |
| CN116638187A (zh) * | 2022-10-28 | 2023-08-25 | 帝尔激光科技(无锡)有限公司 | 一种内通道形成方法及内通道制作系统 |
-
2008
- 2008-12-18 JP JP2008321914A patent/JP2010142837A/ja not_active Withdrawn
Cited By (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5389264B2 (ja) * | 2010-07-26 | 2014-01-15 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| CN103025472B (zh) * | 2010-07-26 | 2015-05-20 | 浜松光子学株式会社 | 激光加工方法 |
| WO2012014717A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | 半導体デバイスの製造方法 |
| WO2012014722A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | 基板加工方法 |
| WO2012014712A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| WO2012014711A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP2012028645A (ja) * | 2010-07-26 | 2012-02-09 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2012024824A (ja) * | 2010-07-26 | 2012-02-09 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2012024823A (ja) * | 2010-07-26 | 2012-02-09 | Hamamatsu Photonics Kk | レーザ加工方法 |
| WO2012014720A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5389265B2 (ja) * | 2010-07-26 | 2014-01-15 | 浜松ホトニクス株式会社 | 基板加工方法 |
| CN103025477A (zh) * | 2010-07-26 | 2013-04-03 | 浜松光子学株式会社 | 半导体设备的制造方法 |
| CN103025472A (zh) * | 2010-07-26 | 2013-04-03 | 浜松光子学株式会社 | 激光加工方法 |
| CN103026470A (zh) * | 2010-07-26 | 2013-04-03 | 浜松光子学株式会社 | 激光加工方法 |
| CN103025478A (zh) * | 2010-07-26 | 2013-04-03 | 浜松光子学株式会社 | 基板加工方法 |
| CN103025471A (zh) * | 2010-07-26 | 2013-04-03 | 浜松光子学株式会社 | 激光加工方法 |
| CN103025473A (zh) * | 2010-07-26 | 2013-04-03 | 浜松光子学株式会社 | 基板加工方法 |
| CN103025476A (zh) * | 2010-07-26 | 2013-04-03 | 浜松光子学株式会社 | 激光加工方法 |
| KR20130088147A (ko) * | 2010-07-26 | 2013-08-07 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공방법 |
| KR20130092991A (ko) * | 2010-07-26 | 2013-08-21 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공 방법 |
| JPWO2012014717A1 (ja) * | 2010-07-26 | 2013-09-12 | 浜松ホトニクス株式会社 | 半導体デバイスの製造方法 |
| KR20130102462A (ko) * | 2010-07-26 | 2013-09-17 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공 방법 |
| WO2012014721A1 (ja) * | 2010-07-26 | 2012-02-02 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| KR102035619B1 (ko) * | 2010-07-26 | 2019-12-16 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공방법 |
| KR102000031B1 (ko) | 2010-07-26 | 2019-07-15 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공 방법 |
| US8685269B2 (en) | 2010-07-26 | 2014-04-01 | Hamamatsu Photonics K.K. | Laser processing method |
| KR101940331B1 (ko) * | 2010-07-26 | 2019-01-18 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공 방법 |
| TWI568525B (zh) * | 2010-07-26 | 2017-02-01 | 濱松赫德尼古斯股份有限公司 | Laser processing method |
| US8828873B2 (en) | 2010-07-26 | 2014-09-09 | Hamamatsu Photonics K.K. | Method for manufacturing semiconductor device |
| US8828260B2 (en) | 2010-07-26 | 2014-09-09 | Hamamatsu Photonics K.K. | Substrate processing method |
| US8945416B2 (en) | 2010-07-26 | 2015-02-03 | Hamamatsu Photonics K.K. | Laser processing method |
| US8961806B2 (en) | 2010-07-26 | 2015-02-24 | Hamamatsu Photonics K.K. | Laser processing method |
| CN103025477B (zh) * | 2010-07-26 | 2015-05-06 | 浜松光子学株式会社 | 半导体设备的制造方法 |
| CN103025471B (zh) * | 2010-07-26 | 2015-05-13 | 浜松光子学株式会社 | 激光加工方法 |
| US8541319B2 (en) | 2010-07-26 | 2013-09-24 | Hamamatsu Photonics K.K. | Laser processing method |
| CN103025478B (zh) * | 2010-07-26 | 2015-09-30 | 浜松光子学株式会社 | 基板加工方法 |
| CN103025473B (zh) * | 2010-07-26 | 2015-12-09 | 浜松光子学株式会社 | 基板加工方法 |
| CN103026470B (zh) * | 2010-07-26 | 2016-08-03 | 浜松光子学株式会社 | 激光加工方法 |
| CN103025476B (zh) * | 2010-07-26 | 2016-08-10 | 浜松光子学株式会社 | 激光加工方法 |
| TWI562846B (ja) * | 2010-07-26 | 2016-12-21 | Hamamatsu Photonics Kk | |
| JPWO2012070490A1 (ja) * | 2010-11-24 | 2014-05-19 | 株式会社フジクラ | 微細孔の製造方法および微細孔を有する基体 |
| WO2012070490A1 (ja) * | 2010-11-24 | 2012-05-31 | 株式会社フジクラ | 微細孔の製造方法および微細孔を有する基体 |
| JPWO2012161317A1 (ja) * | 2011-05-25 | 2014-07-31 | 株式会社フジクラ | 微細孔を配した基体の製造方法、及び微細孔を配した基体 |
| WO2012161317A1 (ja) * | 2011-05-25 | 2012-11-29 | 株式会社フジクラ | 微細孔を配した基体の製造方法、及び微細孔を配した基体 |
| JP2020514214A (ja) * | 2016-12-22 | 2020-05-21 | マジック リープ, インコーポレイテッドMagic Leap,Inc. | レーザアブレーションを使用した成形ファイバ要素の製作のための方法およびシステム |
| JP7008710B2 (ja) | 2016-12-22 | 2022-01-25 | マジック リープ, インコーポレイテッド | レーザアブレーションを使用した成形ファイバ要素の製作のための方法およびシステム |
| US11332407B2 (en) | 2016-12-22 | 2022-05-17 | Magic Leap, Inc. | Methods and systems for fabrication of shaped fiber elements using laser ablation |
| CN116638187A (zh) * | 2022-10-28 | 2023-08-25 | 帝尔激光科技(无锡)有限公司 | 一种内通道形成方法及内通道制作系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010142837A (ja) | レーザ加工方法 | |
| JP2010155259A (ja) | 溝形成方法 | |
| KR101940334B1 (ko) | 레이저 가공 방법 | |
| US11203083B2 (en) | Method for fabricating microfluidic devices in fused silica by picosecond laser irradiation | |
| TW201705258A (zh) | 晶圓的生成方法 | |
| US11332407B2 (en) | Methods and systems for fabrication of shaped fiber elements using laser ablation | |
| JP4849890B2 (ja) | 貫通孔を有するガラス部品およびその製造方法 | |
| CN105562939A (zh) | 一种印刷电路板的多波长飞秒激光扫描刻蚀加工方法 | |
| WO2013039012A1 (ja) | レーザ加工方法及びレーザ加工装置 | |
| JP2010026041A (ja) | 表示パネルの製造方法 | |
| KR20160099605A (ko) | 마스크 및 그의 제조 방법 | |
| JP2010118409A (ja) | レーザアニール装置及びレーザアニール方法 | |
| CN113146060A (zh) | 多光束快速蚀刻大幅面导电薄膜的激光加工装置及其方法 | |
| JP2009056467A (ja) | レーザ加工装置およびレーザ加工方法 | |
| CN113146061A (zh) | 双光束蚀刻大幅面导电薄膜的激光加工装置及其方法 | |
| JP2011240383A (ja) | パルスレーザ加工装置、シェーディング補正装置およびパルスレーザ加工方法 | |
| JP5286485B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP2010201501A (ja) | 光加工方法およびマスク | |
| JP2010221286A (ja) | レーザ加工方法 | |
| CN108098135A (zh) | 细线宽多振镜头激光刻蚀机 | |
| JP6134914B2 (ja) | コンフォーマルマスク材料のレーザ加工方法 | |
| JP2007284310A (ja) | レーザスクライブ方法、レーザ加工装置および電気光学装置 | |
| JP2007021558A (ja) | レーザ照射装置およびレーザスクライブ方法 | |
| CN215034520U (zh) | 双光束蚀刻大幅面导电薄膜的激光加工装置 | |
| JP4711774B2 (ja) | 平板状ワークの加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20120306 |