JP2010142780A - 水性塗料の塗膜乾燥方法 - Google Patents
水性塗料の塗膜乾燥方法 Download PDFInfo
- Publication number
- JP2010142780A JP2010142780A JP2008325674A JP2008325674A JP2010142780A JP 2010142780 A JP2010142780 A JP 2010142780A JP 2008325674 A JP2008325674 A JP 2008325674A JP 2008325674 A JP2008325674 A JP 2008325674A JP 2010142780 A JP2010142780 A JP 2010142780A
- Authority
- JP
- Japan
- Prior art keywords
- coating film
- drying
- water
- pressure
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Abstract
【解決手段】被塗物の表面に水性塗料を塗布して塗膜を形成する塗装工程Bと、
塗膜の水分が突沸しない減圧割合で被塗物の周囲環境を減圧する減圧プロセスdを複数段階に亘って行う減圧乾燥工程Dと、を有する水性塗料の塗膜乾燥方法。
【選択図】図1
Description
自動車車体への塗装の手法は、例えば、塗装ガンから水性塗料を被塗物の表面に向けて噴射させるスプレー塗装がある。当該スプレー塗装によれば、被塗物の表面に均一な薄い塗膜を形成することができる。
スプレー塗装では、水性塗料が被塗物に塗着した当初はウェットな塗膜が形成される。当該ウェット塗膜を乾燥することで、乾燥塗膜が得られる。
水の蒸発量は、通常、塗装時の雰囲気の状態に依存する。例えば、塗装時の温度が低くかつ湿度が高いと、水性塗料から水分が蒸発し難くなる。その結果、被塗物の表面に塗着したウェット塗膜の粘度が低下して流動性が高まるため、得られる乾燥塗膜に「タレ」が生じる。一方、塗装時の温度が高くかつ湿度が低過ぎると、水性塗料からの水の蒸発が激しくなる。その結果、ウェット塗膜の粘度が増加して流動性が悪くなり、乾燥塗膜に「肌不良」が生じる。
本構成のように減圧プロセスを複数段階に亘って行うことで、一様な減圧割合で減圧する場合に比べて、上述した条件に応じて適切な減圧時間および内部圧力を設定した減圧度の制御が行える。これにより、水性塗料の乾燥に伴う「ワキ」や「ムラ」の発生及びブツ不良の形成を未然に防止する制御が行い易くなる。その結果、塗膜の外観は向上する。
減圧割合を高く設定するなどにより、塗膜の表面のみが乾燥して塗膜の内部の水分が揮発し難くなる場合がある。しかし、本構成であれば、例えば複数段階の減圧プロセスの間に圧力維持プロセスを行なって圧力値を略一定に維持する制御ができるため、塗膜表面の乾燥が急激に起こって当該塗膜の表面のみが乾燥するのを未然に防止し、塗膜の内部の水分が揮発し易い状況にすることができる。
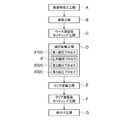
本発明の水性塗料の塗膜乾燥方法は、図1に示したように、被塗物Yの表面に水性塗料Pを塗布して塗膜を形成する塗装工程Bと、塗膜の水分が突沸しない減圧割合で被塗物Yの周囲環境を減圧する減圧プロセスdを複数段階に亘って行う減圧乾燥工程Dと、を有する。
被塗物Yは、水性塗料Pが塗布できる材質であれば限定されるものではない。例えば、鉄系・ステンレス等の金属材料、カーボン材料であるCFRP(carbon fiber reinforced plastics)等が利用できる。本発明では、乾燥時に加熱処理を行わないため、特に熱に弱い樹脂材料等も使用することができる。
水性塗料Pは、水を含んだ塗料全般、例えば外装用水性塗料・内装用水性塗料・下塗用水性塗料などを使用することができる。使用可能な水性塗料を主要成分で分類すると、アクリルエマルジョン系塗料・アクリルラッカー系塗料・イソシアネート系塗料・水性メタリック塗料等がある。
被塗物投入工程Aは、脱脂・除電された被塗物Yをワーク投入口1より塗装ブース10へ投入する処理を行う。
塗装工程Bは、被塗物Yの表面に水性塗料Pを塗布して塗膜を形成する処理を行う。本工程では、被塗物Yの表面にベース層を形成するため、塗装ブース10にて、ベース塗料タンク12からポンプ13によって圧送される水性塗料Pを、塗装ガン11を使って被塗物Yの表面に塗布する。塗装ガン11は、エアフィルター14、ドライヤー15を介して吐出エアーを雰囲気中から取り込む。
ベース塗装後セッティング工程Cは、塗装工程Bの後、水性塗料Pが塗布された被塗物Yの塗膜表面を滑らかにする処理を行う。本工程は、セッティングブース20にて常温で放置して塗面のレベリングと水分の揮発を行なう。
本発明の水性塗料の塗膜乾燥方法は、減圧することで塗膜の水分を揮発させる処理を行う。即ち、減圧乾燥工程Dでは、ベース塗装後セッティング工程Cの後、塗膜の水分が突沸しない減圧割合で被塗物Yの周囲環境を減圧する減圧プロセスdを複数段階に亘って行う。
(乾燥後重量−被塗物塗装前重量)/(予備乾燥後重量−被塗物塗装前重量)×100 (単位:%)
本構成のように減圧プロセスdを複数段階に亘って行うことで、一様な減圧割合で減圧する場合に比べて、上述した条件に応じて適切な減圧時間および内部圧力を設定した減圧度の制御が行える。これにより、水性塗料Pの乾燥に伴う「ワキ」や「ムラ」の発生及びブツ不良の形成を未然に防止する制御が行い易くなる。その結果、塗膜の外観は向上する。
クリア塗装工程Eは、減圧乾燥工程Dの後、塗膜表面の艶出しや保護・手触りをよくする処理を行う。本工程では、クリア塗装ブース40にて、塗料タンク42からポンプ43によって圧送される無色のクリア塗料P’(ラッカーやウレタンなどの樹脂)を、クリア塗装ガン41を使って被塗物Yのベース層の表面に塗布する。
クリア塗装後セッティング工程Fは、クリア塗装工程Eの後、クリア塗料P’が塗布された被塗物Yの塗膜表面を滑らかにする処理を行う。本工程では、クリア塗装後セッティングブース50にて常温で放置して塗面のレベリングと水分の揮発を行なう。クリア塗装肯定Eを水性塗料で行なう場合は、再度の減圧乾燥工程Dを行なってもよい。
焼付け工程Gは、被塗物Yに付着した塗料を熱硬化させる処理を行う。本工程では、焼付けブース60にて、被塗物Yを加熱して焼付けを行う。焼付け条件は使用する水性塗料Pの種類によって適宜変更すればよく、例えば80〜250℃程度の焼付け温度で所定時間の焼付処理を行う。
比較例4は、常圧から15秒で内部圧力100Paに到達させ、その後、約120秒まで減圧した圧力を維持した。比較例5は、常圧から15秒で内部圧力100Paに到達させ、その後、約120秒まで減圧した圧力を維持した。
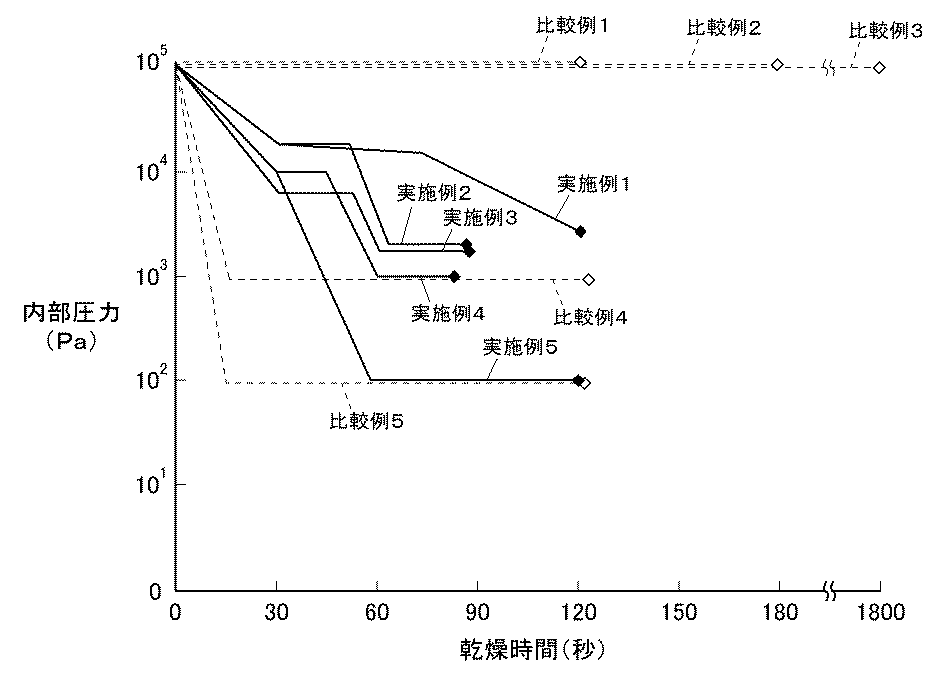
実施例1では、第1減圧プロセスd1〜第3減圧プロセスd3において減圧割合を比較的低めに設定し、最終的な規定圧力に到達するのが最も遅い実施例であった。そのため、実施例1の乾燥時間は実施例2〜4の乾燥時間よりも長くなったと考えられる。
実施例5では、30〜70秒のときに減圧割合を比較的高めに設定した減圧プロセスを40秒間行った後、圧力維持プロセスd’を60秒間行なった。実施例5は最も低圧で乾燥プロセスを行い、長めの乾燥時間を設定したため、塗着NVは95%となり、実施礼1〜5のなかで最大の値を得ることができた。また、実施例5は最も低圧で乾燥プロセスを行えるため、塗膜の水分の揮発は実施例1〜5のなかでは最大となるはずである。しかし、実施例5では減圧割合を比較的高めに設定した減圧プロセスを長めに行なうことで、塗膜表面のみの乾燥が多少進行して塗膜の内部の水分が揮発し難くなると推測される。そのため、実施例5の乾燥時間は実施例2〜4の乾燥時間よりも長くなったと考えられる。
実施例2〜4では何れも圧力維持プロセスd’を行った後、減圧割合を比較的高めに設定した減圧プロセスを行なっている。これより、圧力維持プロセスd’を行えば、塗膜表面の乾燥が急激に起こって当該塗膜の表面のみが乾燥するのを未然に防止し、塗膜の内部の水分も揮発し易い状況にすることができると考えられる。そのため、減圧乾燥工程Dを行なうに際し、圧力維持プロセスd’を少なくとも一度行えば、迅速に乾燥が行なえると認められる。
比較例2のように温風乾燥した場合、水性塗料Pを乾燥するのに180〜300秒程度を要する。この場合、温風を噴射する時間が長いため、被塗物Yおよび周縁の治具も加熱されてしまう。よって、次のクリア塗装工程Eを行なう前にこれら被塗物および治具を冷却する必要がある。このように冷却工程を追加すると、その分、ラインが長くなるため、塗装設備が大掛かりとなる。また温風乾燥を行なうには、温湿度調整された塗装ブースの中に温風が入らないようにする対策が必要となる。
D 減圧乾燥工程
d 減圧プロセス
d’ 圧力維持プロセス
Claims (5)
- 被塗物の表面に水性塗料を塗布して塗膜を形成する塗装工程と、
前記塗膜の水分が突沸しない減圧割合で前記被塗物の周囲環境を減圧する減圧プロセスを複数段階に亘って行う減圧乾燥工程と、を有する水性塗料の塗膜乾燥方法。 - 前記複数段階の減圧プロセスでは、後に行う減圧プロセスほど減圧終了後の圧力を低く設定してある請求項1に記載の水性塗料の塗膜乾燥方法。
- 前記複数段階の減圧プロセスでは、後に行う減圧プロセスほど減圧割合を高く設定してある請求項1または2に記載の水性塗料の塗膜乾燥方法。
- 前記減圧乾燥工程は、減圧した圧力を所定時間のあいだ維持する圧力維持プロセスを少なくとも一度行う請求項1〜3の何れか一項に記載の水性塗料の塗膜乾燥方法。
- 減圧乾燥に伴う時間と減圧値とで表される関係について、前記減圧乾燥工程の開始から終了に至るまでの経過時間による積分値が、所定値よりも大きくなるように前記減圧プロセスおよび前記圧力維持プロセスの制御を行う請求項4に記載の水性塗料の塗膜乾燥方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008325674A JP5067633B2 (ja) | 2008-12-22 | 2008-12-22 | 水性塗料の塗膜乾燥方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008325674A JP5067633B2 (ja) | 2008-12-22 | 2008-12-22 | 水性塗料の塗膜乾燥方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010142780A true JP2010142780A (ja) | 2010-07-01 |
| JP5067633B2 JP5067633B2 (ja) | 2012-11-07 |
Family
ID=42563763
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008325674A Expired - Fee Related JP5067633B2 (ja) | 2008-12-22 | 2008-12-22 | 水性塗料の塗膜乾燥方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5067633B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020139232A (ja) * | 2019-02-27 | 2020-09-03 | Jfeスチール株式会社 | 表面処理金属帯の製造方法及び設備 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04361696A (ja) * | 1991-06-07 | 1992-12-15 | Jujo Paper Co Ltd | 印刷用塗工紙の製造方法 |
| JPH11253894A (ja) * | 1998-03-16 | 1999-09-21 | Dainippon Screen Mfg Co Ltd | 基板処理装置 |
| JP2002346506A (ja) * | 2002-02-20 | 2002-12-03 | Shuzo Nakazono | 油を用いた羽毛の乾燥処理方法 |
| JP2004047797A (ja) * | 2002-07-12 | 2004-02-12 | Tokyo Electron Ltd | 減圧乾燥装置、塗布膜形成装置及び減圧乾燥方法 |
| JP2004211953A (ja) * | 2002-12-27 | 2004-07-29 | Shimatani Giken:Kk | 乾燥装置及び減圧乾燥方法 |
| JP2006261379A (ja) * | 2005-03-17 | 2006-09-28 | Dainippon Screen Mfg Co Ltd | 減圧乾燥装置、排気装置および減圧乾燥方法 |
| JP2006278126A (ja) * | 2005-03-29 | 2006-10-12 | Seiko Epson Corp | デバイスの製造方法、el装置の製造方法、el装置、電子機器 |
-
2008
- 2008-12-22 JP JP2008325674A patent/JP5067633B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04361696A (ja) * | 1991-06-07 | 1992-12-15 | Jujo Paper Co Ltd | 印刷用塗工紙の製造方法 |
| JPH11253894A (ja) * | 1998-03-16 | 1999-09-21 | Dainippon Screen Mfg Co Ltd | 基板処理装置 |
| JP2002346506A (ja) * | 2002-02-20 | 2002-12-03 | Shuzo Nakazono | 油を用いた羽毛の乾燥処理方法 |
| JP2004047797A (ja) * | 2002-07-12 | 2004-02-12 | Tokyo Electron Ltd | 減圧乾燥装置、塗布膜形成装置及び減圧乾燥方法 |
| JP2004211953A (ja) * | 2002-12-27 | 2004-07-29 | Shimatani Giken:Kk | 乾燥装置及び減圧乾燥方法 |
| JP2006261379A (ja) * | 2005-03-17 | 2006-09-28 | Dainippon Screen Mfg Co Ltd | 減圧乾燥装置、排気装置および減圧乾燥方法 |
| JP2006278126A (ja) * | 2005-03-29 | 2006-10-12 | Seiko Epson Corp | デバイスの製造方法、el装置の製造方法、el装置、電子機器 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020139232A (ja) * | 2019-02-27 | 2020-09-03 | Jfeスチール株式会社 | 表面処理金属帯の製造方法及び設備 |
| JP6992828B2 (ja) | 2019-02-27 | 2022-01-13 | Jfeスチール株式会社 | 表面処理金属帯の製造方法及び設備 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5067633B2 (ja) | 2012-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5157177B2 (ja) | 塗膜乾燥方法 | |
| CN107552347A (zh) | 用于家装喷漆的涂料烘干方法 | |
| CN108296138A (zh) | 一种家具木板表面的静电喷粉工艺 | |
| CN105457855A (zh) | 用漆涂覆衬底的方法和用于平面化漆层的设备 | |
| US5130173A (en) | Quick drying painting method where the paint and the object to be painted are both preheated | |
| JP2006326460A (ja) | 塗料の塗布方法及び塗布装置 | |
| JP5067633B2 (ja) | 水性塗料の塗膜乾燥方法 | |
| CN101844128A (zh) | 一种改进的电动车涂装件喷漆工艺 | |
| CN101574687A (zh) | 粉末涂料节能型固化的方法 | |
| CN105964521A (zh) | 一种家具uv漆喷涂方法 | |
| JP2005177632A (ja) | 塗装方法およびフラッシュオフ装置 | |
| JP5464963B2 (ja) | 押出成形セメント板の表面塗装方法 | |
| CN204769326U (zh) | 用于降低voc的水性涂料加热喷涂系统 | |
| JP4935086B2 (ja) | 回転霧化式塗装装置を用いた塗装方法 | |
| WO2014185236A1 (ja) | クリヤ塗装方法、塗装方法及び塗膜構造 | |
| CN108970852A (zh) | 一种用于平板的履带旋转式喷涂设备 | |
| JP4734919B2 (ja) | 塗装方法及び塗装装置 | |
| JP7452503B2 (ja) | 光触媒塗装膜の製造方法及び光触媒塗装膜 | |
| CN108993839A (zh) | 一种指甲油瓶表面漆涂覆工艺 | |
| CN103861794B (zh) | 一种生活用品类石墨制品表面涂层方法 | |
| US20020192388A1 (en) | Method for spray-coating aqueous paint | |
| JP2014023996A (ja) | 自動車車体の上塗り塗装方法及び装置 | |
| JP2014023995A (ja) | 自動車車体の上塗り塗装方法及び装置 | |
| JP2003340361A (ja) | 塗膜乾燥方法 | |
| JP4984654B2 (ja) | 水性塗料の塗膜形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111121 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120718 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120719 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120801 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150824 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5067633 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150824 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |