JP2010142460A - 吸収性物品の製造装置 - Google Patents
吸収性物品の製造装置 Download PDFInfo
- Publication number
- JP2010142460A JP2010142460A JP2008323762A JP2008323762A JP2010142460A JP 2010142460 A JP2010142460 A JP 2010142460A JP 2008323762 A JP2008323762 A JP 2008323762A JP 2008323762 A JP2008323762 A JP 2008323762A JP 2010142460 A JP2010142460 A JP 2010142460A
- Authority
- JP
- Japan
- Prior art keywords
- roll
- embossing
- anvil
- convex
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Abstract
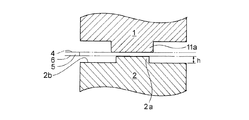
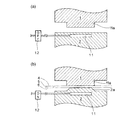
【解決手段】エンボスロールとアンビルロールとの間に、表面シートと吸収体との重ね合わせ体を通過させてこれらを押圧し、エンボスロールの軸方向及び周方向に延びる前記エンボス凸部に対応したエンボス溝部を形成する吸収性物品の製造装置である。エンボスロールの軸方向に延びるエンボス凸部とアンビルロールとのクリアランスが、エンボスロールの周方向に延びるエンボス凸部とアンビルロールとのクリアランスよりも狭くなるように、アンビルロールの外周面の一部が凹又は凸に加工されている。
【選択図】図4
Description
前記エンボスロールの軸方向に延びるエンボス凸部と前記アンビルロールとのクリアランスが、周方向に延びるエンボス凸部と該アンビルロールとのクリアランスよりも狭くなるように、該アンビルロールの外周面の一部が凹又は凸に加工されているか、又は使用時にヒータ加熱による熱膨張で凸形状にされる吸収性物品の製造装置を提供するものである。
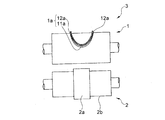
1a エンボス凸部
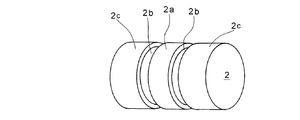
2 アンビルロール
2a アンビル凸部
2b アンビル溝部
3 圧縮成形機構部
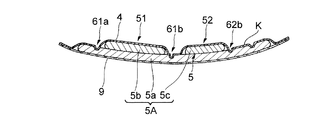
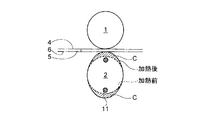
4 表面シート
5 吸収体
5A 吸収コア
5a 下部吸収コア
5b,5c 上部吸収コア
6 基台シート
9 裏面シート
11 ヒータ
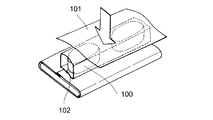
100 吸収コア
101 表面シート
102 台紙
103 成形用圧縮ロール(加圧ロール)
103a 凸部
Claims (6)
- エンボス溝部を形成するためのエンボス凸部を備えるエンボスロールと、該エンボスロールに対向して配置されたアンビルロールとの間に、表面シートと吸収体との重ね合わせ体を通過させて、表面シートと吸収体とを押圧し、該エンボスロールの軸方向及び周方向に延びる前記エンボス凸部に応じたエンボス溝部を形成する吸収性物品の製造装置であって、
前記エンボスロールの軸方向に延びるエンボス凸部と前記アンビルロールとのクリアランスが、周方向に延びるエンボス凸部と該アンビルロールとのクリアランスよりも狭くなるように、該アンビルロールの外周面の一部が凹又は凸に加工されているか、又は使用時にヒータ加熱による熱膨張で凸形状にされる吸収性物品の製造装置。 - 前記アンビルロールの外周面に、アンビル凸部が形成されており、
前記アンビル凸部は、前記エンボスロールのエンボス凸部のうち、該エンボスロールの軸方向に延びる部位に対向する位置に設けられており、
前記アンビルロールの軸方向に沿うアンビル凸部の長さが、前記エンボスロールのエンボス凸部のうち、該エンボスロールの軸方向に延びる部位の長さよりも小さくなっており、
前記アンビル凸部の両端が、前記エンボス凸部のうち、前記エンボスロールの軸方向に延びる部位の両端よりも軸方向の内側に位置している1記載の吸収性物品の製造装置。 - 前記アンビルロールの外周面に、該アンビルロールの周方向に沿って一対のアンビル凹部が形成されており、
前記アンビル凹部は、前記エンボスロールのエンボス凸部のうち、該エンボスロールの周方向に延びるエンボス凸部と対向するように位置している請求項1記載の吸収性物品の製造装置。 - 前記アンビルロールに、該アンビルロールの軸方向に延びるヒータが埋設されており、
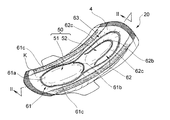
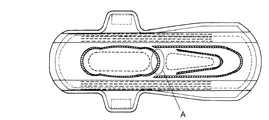
前記ヒータは、前記エンボス凸部のうち、前記エンボスロールの軸方向に延びる部位に対向するように位置している請求項1記載の吸収性物品の製造装置。 - 前記吸収性物品が、前記表面シートの側において、基面部と該基面部上に位置する中高部とを有する立体形状をなしており、
前記中高部の周囲に前記エンボス溝部を形成するために用いられる請求項1ないし4のいずれかに記載の吸収性物品の製造装置。 - 前記吸収性物品が、前記エンボスロールの周方向に沿って複数の中高部を有する立体形状をなしており、
隣り合う前記中高部の間に前記エンボス溝部を形成するために用いられる請求項5記載の吸収性物品の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008323762A JP2010142460A (ja) | 2008-12-19 | 2008-12-19 | 吸収性物品の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008323762A JP2010142460A (ja) | 2008-12-19 | 2008-12-19 | 吸収性物品の製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010142460A true JP2010142460A (ja) | 2010-07-01 |
Family
ID=42563501
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008323762A Pending JP2010142460A (ja) | 2008-12-19 | 2008-12-19 | 吸収性物品の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010142460A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014034776A1 (ja) * | 2012-08-31 | 2014-03-06 | 花王株式会社 | 吸収性物品の製造方法 |
| CN106236386A (zh) * | 2016-08-29 | 2016-12-21 | 谢泽波 | 卫生巾透液性面层的成型方法 |
| JP2017192648A (ja) * | 2016-04-22 | 2017-10-26 | 王子ホールディングス株式会社 | 吸収性物品の製造装置および吸収性物品の製造方法 |
| JP2020018939A (ja) * | 2019-11-12 | 2020-02-06 | 王子ホールディングス株式会社 | 吸収性物品の製造装置および吸収性物品の製造方法 |
| CN113905698A (zh) * | 2019-05-15 | 2022-01-07 | 宝洁公司 | 一次性吸收制品 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002345888A (ja) * | 2001-05-30 | 2002-12-03 | Daio Paper Corp | 吸収性物品およびその製造方法 |
| JP2003265519A (ja) * | 2002-03-13 | 2003-09-24 | Daio Paper Corp | 吸収性物品 |
| JP2006280585A (ja) * | 2005-03-31 | 2006-10-19 | Daio Paper Corp | 吸収性物品及びその製造方法 |
| JP2007237520A (ja) * | 2006-03-07 | 2007-09-20 | Kao Corp | エンボス加工装置及び方法並びに吸収性物品の製造方法 |
-
2008
- 2008-12-19 JP JP2008323762A patent/JP2010142460A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002345888A (ja) * | 2001-05-30 | 2002-12-03 | Daio Paper Corp | 吸収性物品およびその製造方法 |
| JP2003265519A (ja) * | 2002-03-13 | 2003-09-24 | Daio Paper Corp | 吸収性物品 |
| JP2006280585A (ja) * | 2005-03-31 | 2006-10-19 | Daio Paper Corp | 吸収性物品及びその製造方法 |
| JP2007237520A (ja) * | 2006-03-07 | 2007-09-20 | Kao Corp | エンボス加工装置及び方法並びに吸収性物品の製造方法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014034776A1 (ja) * | 2012-08-31 | 2014-03-06 | 花王株式会社 | 吸収性物品の製造方法 |
| CN104602657A (zh) * | 2012-08-31 | 2015-05-06 | 花王株式会社 | 吸收性物品的制造方法 |
| CN104602657B (zh) * | 2012-08-31 | 2017-06-30 | 花王株式会社 | 吸收性物品的制造方法 |
| JP2017192648A (ja) * | 2016-04-22 | 2017-10-26 | 王子ホールディングス株式会社 | 吸収性物品の製造装置および吸収性物品の製造方法 |
| CN106236386A (zh) * | 2016-08-29 | 2016-12-21 | 谢泽波 | 卫生巾透液性面层的成型方法 |
| CN113905698A (zh) * | 2019-05-15 | 2022-01-07 | 宝洁公司 | 一次性吸收制品 |
| US11696858B2 (en) | 2019-05-15 | 2023-07-11 | The Procter & Gamble Company | Disposable absorbent article |
| CN113905698B (zh) * | 2019-05-15 | 2024-05-24 | 宝洁公司 | 一次性吸收制品 |
| US12357511B2 (en) | 2019-05-15 | 2025-07-15 | The Procter & Gamble Company | Disposable absorbent article |
| JP2020018939A (ja) * | 2019-11-12 | 2020-02-06 | 王子ホールディングス株式会社 | 吸収性物品の製造装置および吸収性物品の製造方法 |
| JP7010276B2 (ja) | 2019-11-12 | 2022-02-10 | 王子ホールディングス株式会社 | 吸収性物品の製造装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5329930B2 (ja) | 吸収性物品及びその製造方法 | |
| JP5390976B2 (ja) | 吸収性物品 | |
| JP4173723B2 (ja) | 吸収性物品 | |
| JP5099752B2 (ja) | 表面シートの製造方法 | |
| JP5346573B2 (ja) | 吸収性物品の製造方法 | |
| CN103491919A (zh) | 包括孔屑的成型纤维网 | |
| JP2014097132A (ja) | 吸収性物品 | |
| WO2008072675A1 (ja) | 吸収性物品 | |
| CN103491916A (zh) | 用于制备微纹理纤维网的方法 | |
| JP2010142460A (ja) | 吸収性物品の製造装置 | |
| CN107735061B (zh) | 一种复合片材及其生产制造复合片材的装置和方法 | |
| JP2009153731A (ja) | 吸収性物品の表面シート及びその製造方法 | |
| JPH0810286A (ja) | 体液吸収性物品の製造方法 | |
| JP2023008910A (ja) | 複合ウェブ | |
| WO2016002290A1 (ja) | 吸収性物品 | |
| CN106163767A (zh) | 压花设备和方法 | |
| JP3719817B2 (ja) | 吸収性物品の製造方法及びその製造装置 | |
| JP6171118B1 (ja) | 吸収性物品に係る吸収体の製造方法、及び製造装置 | |
| JP4090461B2 (ja) | 吸収性物品の製造方法 | |
| JP5414106B2 (ja) | 体液吸収性パッドの製造方法および製造装置 | |
| JP2014180823A (ja) | エンボスシートの製造方法及びエンボス加工装置 | |
| JP4885505B2 (ja) | 圧縮成形用ロール及び圧縮成形用ロールを用いた吸収構造体の製造方法並びに吸収構造体を含む吸収性物品 | |
| WO2017191556A1 (en) | Multilayer material comprising at least a layer of non-woven fabric | |
| JP7460271B2 (ja) | 不織布の製造方法及び不織布の製造装置 | |
| JP5980447B1 (ja) | 吸収性物品用シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110912 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121127 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130125 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130507 |