JP2010131842A - 木質チップの配向積層装置 - Google Patents
木質チップの配向積層装置 Download PDFInfo
- Publication number
- JP2010131842A JP2010131842A JP2008309455A JP2008309455A JP2010131842A JP 2010131842 A JP2010131842 A JP 2010131842A JP 2008309455 A JP2008309455 A JP 2008309455A JP 2008309455 A JP2008309455 A JP 2008309455A JP 2010131842 A JP2010131842 A JP 2010131842A
- Authority
- JP
- Japan
- Prior art keywords
- orientation
- binder
- laminated
- mixed
- wood chip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Dry Formation Of Fiberboard And The Like (AREA)
- Feeding Of Articles To Conveyors (AREA)
Abstract
【課題】木質チップの配向が良好であって、しかも厚さの厚い木質マットをスムーズに積層できる木質チップの配向積層装置を提供する。
【解決手段】上記配向積層装置を、結合剤が混和された木質チップの供給手段と、この供給手段から供給される結合剤が混和された木質チップを配向させる配向手段と、結合剤が混和された木質チップが配向手段を通って配向状態でマット状に積層されるとともに、積層された積層マットを搬送する搬送手段とを備えてなる、結合剤が混和された木質チップを配向、積層する装置であって、
前記配向手段が、前記積層マットの搬送手段による搬送方向と略平行に立設された複数の配向板をその間に配向用隙間が形成されるように具備するとともに、この配向板に振動を与える振動付与手段を備え、かつ、前記搬送手段が、配向板を通過した、結合剤が混和された木質チップが、枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されるものとする。
【選択図】なし
【解決手段】上記配向積層装置を、結合剤が混和された木質チップの供給手段と、この供給手段から供給される結合剤が混和された木質チップを配向させる配向手段と、結合剤が混和された木質チップが配向手段を通って配向状態でマット状に積層されるとともに、積層された積層マットを搬送する搬送手段とを備えてなる、結合剤が混和された木質チップを配向、積層する装置であって、
前記配向手段が、前記積層マットの搬送手段による搬送方向と略平行に立設された複数の配向板をその間に配向用隙間が形成されるように具備するとともに、この配向板に振動を与える振動付与手段を備え、かつ、前記搬送手段が、配向板を通過した、結合剤が混和された木質チップが、枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されるものとする。
【選択図】なし
Description
本発明は、木質チップの配向積層装置に関し、さらに詳しくは細長い木質チップを結合剤と共に加圧成形して高強度木質系複合材料を得る際の、木質チップを配向し、積層する装置に関する。
結合剤が混和された木質チップを、木質チップの繊維方向(異方性材料の高強度方向)と同方向に揃えて、即ち配向して、木質系マットを形成し、これを加圧又は加熱工程などを経て固着し成形して得られた成形板は、その繊維方向の機械的強度並びに、物理的強度が飛躍的に向上することが知られており、LSL(ラミネーティッド・ストランド・ランバー)やPSL(パラレル・ストランド・ランバー)といった、構造材として使用可能なものが存在している。
木質チップの配向積層装置としては、木質片を自然落下させ、配向板の間を通過させて配向する種々の装置が考案されている。例えば、同軸上で複数枚の円盤を一定間隔をおいて配置し、円盤を回転させながらその円盤同士の間に木質チップを通過させることによって木質チップを配向する装置や、平行に併設した複数枚の板を配置し、相互に反対方向へ往復運動する板間を木質チップが通過することによって配向するものなどがある。
これらの装置では、自然落下により供給された木質片の中には充分に配向しないものがあり、これを少なくする装置としては、例えば、「木材削片の供給位置から下部に配設された搬送コンベアに向かって、両側に側壁を取着した基板を任意の傾斜角を有して配設し、前記基板の傾斜方向と直交する幅方向に下部断面を連続する凹凸形状に形成すると共に、該凹凸形状を前記基板の傾斜方向と平行に延在せしめ、さらに前記基板に振動を付与する」ことを特徴とする木質削片の配向装置」が提案されている(例えば、特許文献1参照。)。
この装置においては、投下される木質削片(本発明にいう、木質チップに相当。)は、投下された直後の空中位置においては、無指向な状態であるが、凹凸形状の各凹部に分散落下され、かつ基板の振動を受けるため、その初期段階において、基板の傾斜方向、即ち搬送方向への配向作用が開始される。
すなわち、木質削片が、凹凸形状をした基板の凹部に入ると、凹部の壁面、即ち波形状においては湾曲面また三角形状とされた傾斜面に受けられ、基板の振動によって木質削片が長さ方向を凹部の面と平行に倣う作用を受けることになる。したがって、木質削片は、無配向な状態で凹部に供給されても凹部内で配向状態にされる。また、木質削片が基板の凸部に当たると、衝突の反作用として、凸部の長手方向と、木質削片の長手方向のなす角度の鋭角の方向、即ち凸部と平行な方向へ木質削片を回転させようとするモーメントが働くことになる。従って、回転しようとするモーメントを受けた木質削片の長さ方向は、隣接する他の木材削片によって規制されながら基板の傾斜方向へ振動により搬送され配向されることになる。
すなわち、木質削片が、凹凸形状をした基板の凹部に入ると、凹部の壁面、即ち波形状においては湾曲面また三角形状とされた傾斜面に受けられ、基板の振動によって木質削片が長さ方向を凹部の面と平行に倣う作用を受けることになる。したがって、木質削片は、無配向な状態で凹部に供給されても凹部内で配向状態にされる。また、木質削片が基板の凸部に当たると、衝突の反作用として、凸部の長手方向と、木質削片の長手方向のなす角度の鋭角の方向、即ち凸部と平行な方向へ木質削片を回転させようとするモーメントが働くことになる。従って、回転しようとするモーメントを受けた木質削片の長さ方向は、隣接する他の木材削片によって規制されながら基板の傾斜方向へ振動により搬送され配向されることになる。
しかし、かかる装置では、配向装置の凹部に落下した木質削片(木質チップ)は良く配向されるが、配向された木質チップの上から、順次、次の木質チップが落下して積層され、凹部に積層された木質チップは、装置に加えられる振動によりその基板上を傾斜に沿って下方に移動していくが、積層された木質チップの積層底面は装置基板に接触し、側面は装置凹部の側壁に接触しているので、積層された木質チップが移動するには、その底面及び側面が基板又は側壁から受ける摩擦抵抗に抗する推進力が必要となるところ、装置に印加される振動により、積層された木質チップが瞬間的に空中に飛び上がるだけでは、進行に必要な推進力が得られ難く、それ故に積層厚さを大きくできないという問題点がある。従って、例えば、細長い木質チップにより、厚さが厚い木質系複合材料を得るために、積層木質チップを厚く積層しようとしてもそれが困難であり、その結果、厚さの厚い複合材料を得ることが困難であるという問題点がある。
本発明は、上記従来の技術が有する課題を解決し、木質チップの配向が良好であって、しかも厚さの厚い木質マットをスムーズに積層できる木質チップの配向積層装置を提供することを課題とするものである。
上記課題を解決するために、本発明の請求項1記載の結合剤が混和された木質チップの配向積層装置(発明1)は、結合剤が混和された木質チップの供給手段と、この供給手段から供給される結合剤が混和された木質チップを配向させる配向手段と、結合剤が混和された木質チップが配向手段を通って配向状態でマット状に積層されるとともに、積層された積層マットを搬送する搬送手段とを備えてなる、結合剤が混和された木質チップを配向、積層する装置であって、
前記配向手段が、前記積層マットの搬送手段による搬送方向と略平行に立設された複数の配向板をその間に配向用隙間が形成されるように具備するとともに、この配向板に振動を与える振動付与手段を備え、かつ、前記搬送手段が、配向板を通過した、結合剤が混和された木質チップが、枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されることを特徴とする。
前記配向手段が、前記積層マットの搬送手段による搬送方向と略平行に立設された複数の配向板をその間に配向用隙間が形成されるように具備するとともに、この配向板に振動を与える振動付与手段を備え、かつ、前記搬送手段が、配向板を通過した、結合剤が混和された木質チップが、枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されることを特徴とする。
本発明の請求項2記載の結合剤が混和された木質チップの配向積層装置(発明2)は、結合剤が混和された木質チップの供給手段と、この供給手段から供給される結合剤が混和された木質チップを配向させる配向手段と、結合剤が混和された木質チップが配向手段を通って配向状態でマット状に積層されるとともに、積層された積層マットを搬送する搬送手段とを備えてなる、結合剤が混和された木質チップを配向、積層する装置であって、
前記配向手段が、供給手段から供給される結合剤が混和された木質チップが、搬送方向と略平行に立設された複数の配向板を有し、かつ、この配向板に振動を与える振動付与手段を備えてなる枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されることを特徴とする。
前記配向手段が、供給手段から供給される結合剤が混和された木質チップが、搬送方向と略平行に立設された複数の配向板を有し、かつ、この配向板に振動を与える振動付与手段を備えてなる枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されることを特徴とする。
本発明の請求項3記載の結合剤が混和された木質チップの配向積層装置(発明3)は、結合剤が混和された木質チップの供給手段と、この供給手段から供給される結合剤が混和された木質チップを配向させる配向手段と、結合剤が混和された木質チップが配向手段を通って配向状態でマット状に積層されるとともに、積層された積層マットを搬送する搬送手段とを備えてなる、結合剤が混和された木質チップを配向、積層する装置であって、
前記配向手段が、前記積層マットの搬送手段による搬送方向と略平行に立設された複数の配向板をその間に配向用隙間が形成されるように具備するとともに、この配向板に振動を与える振動付与手段を備え、かつ、前記搬送手段が、配向板を通過した、結合剤が混和された木質チップが、搬送方向と略平行に立設された複数の配向板を有し、かつ、この配向板に振動を与える振動付与手段を備えてなる枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されることを特徴とする。
前記配向手段が、前記積層マットの搬送手段による搬送方向と略平行に立設された複数の配向板をその間に配向用隙間が形成されるように具備するとともに、この配向板に振動を与える振動付与手段を備え、かつ、前記搬送手段が、配向板を通過した、結合剤が混和された木質チップが、搬送方向と略平行に立設された複数の配向板を有し、かつ、この配向板に振動を与える振動付与手段を備えてなる枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されることを特徴とする。
本発明の請求項4記載の結合剤が混和された木質チップの配向積層装置(発明4)は、発明1〜発明3のいずれかにおいて、上記配向手段が、金属板を帯状に巻き回して形成させた枠体、筒体または箱体に、その搬送方向の前後方向端部で配向板が並列して立設するように一体化されるとともに、振動付与手段が、該枠体、筒体または箱体の両サイドに、振動方向が水平となるように付設されてなることを特徴とする。
本発明の請求項5記載の結合剤が混和された木質チップの配向積層装置(発明5)は、発明1〜発明4のいずれかにおいて、上記枠体、筒体または箱体と搬送手段とが離間し、その隙間が、略一定であって、枠体、筒体または箱体が振動によって搬送手段に接触せず、かつ結合剤が混和された木質チップが略通過不可能に形成されてなることを特徴とする。
本発明の請求項6記載の結合剤が混和された木質チップの配向積層装置(発明6)は、上記枠体、筒体または箱体が積層マットの形成が完了されるまで停止状態とされることを特徴とする。
本発明において、用いられる木質チップの樹種としては、主に、スギ、ヒノキ、スプルース、ファー、ラジアータパイン等の針葉樹、シラカバ、アピトン、カメレレ、センゴンラウト、アスペン等の広葉樹が挙げられるが、これら森林から生産される植物材料だけでなく、竹、コウリャンといった森林以外で生産される植物材料をも含めることができる。
原料材に利用できる形態としては、特に限定されないが、例えば、上記樹種の丸太、間伐材等の生材料、工場や住宅建築現場で発生する端材、部材輸送後に廃棄される廃パレット材、建築解体時に発生する解体廃材等が挙げられる。
上記原料材を木質チップにする加工方法としては、ロータリーカッターによってベニア加工したものを割り箸状に切断してスティックにする方法、フレーカーの回転刃によって丸太を切削してストランドにする方法、一軸破砕機の表面に刃物のついたロールを回転させて木材を破砕する方法等を用いることができる。そして上記のようにして破砕された木質チップは、その厚さが不揃いの場合は、必要に応じて一定範囲の厚さの木質チップに分級されるが、分級方法は、一定範囲の厚さで分級できるものであれば特に限定されないが、例えばウェーブローラー方式等の分級機を用いて分級する方法が挙げられる。なお、ウェーブローラー方式の分級機は、チップの厚さを基準に連続的に分級する装置である。
本発明において、結合剤が混和された木質チップとは、通常、積層前に塗布、噴霧して結合剤を木質チップに付着されたり、結合剤と木質チップとが混合された状態のものをいう。
結合剤としては、フェノール樹脂、尿素樹脂、イソシアネート等、合板やパーティクルボードに用いられる木材工業用の接着剤が挙げられ、これらの結合剤は、単独或いは数種類を併用してもよい。また、結合剤は、液状でも粉末状でも構わないが、液状の場合は一般に木質チップに噴霧したり、木質チップと撹拌混合して予め木質チップに担持させた状態で配向積層装置に供給され、粉末状の場合は、一般に木質チップと均一に混合した状態で、配向積層装置に供給される。
結合剤としては、フェノール樹脂、尿素樹脂、イソシアネート等、合板やパーティクルボードに用いられる木材工業用の接着剤が挙げられ、これらの結合剤は、単独或いは数種類を併用してもよい。また、結合剤は、液状でも粉末状でも構わないが、液状の場合は一般に木質チップに噴霧したり、木質チップと撹拌混合して予め木質チップに担持させた状態で配向積層装置に供給され、粉末状の場合は、一般に木質チップと均一に混合した状態で、配向積層装置に供給される。
さらに、木質チップは、含水率を一定にすることが好ましい。含水率を一定にすることで生産時の木質系複合材料の品質バラツキがなくなる。好ましい含水率としては、0〜30%である。含水率を一定にする方法としては、例えば、温調したオーブン中に一定時間木質チップを放置する方法が挙げられる。因みに、50℃のオーブンに24時間放置すると、含水率はほぼ5%程度に保たれる。
木質チップは細長い形状のものである。即ち、樹木の繊維方向が長さ方向と同じ方向とされたチップであり、厚さ及び幅は、いずれも0.1mm以上で上限は特にないが、製造される木質系複合材料の厚さの5分の1以下とされることが好ましい。長さは幅又は厚さの大きい方の寸法の5倍以上が好ましい。但し、製品の外観向上のために、0.1mm以下の木質チップが表面側に配される場合もある。
本発明の配向積層装置および配向積層方法によって得られる木質積層マットは、特に限定されないが、積層状態で少なくとも加熱及びプレスのいずれかを行うことによって、構造材や家具材として好適な木質系複合材料を得ることができるが、得られた木質系複合材料は、成形後の寸法精度や表面性を向上させるために、アニール処理や、切削、サンディング加工を行うことが好ましい。
本発明の配向積層装置および配向積層方法によって得られる木質積層マットは、特に限定されないが、積層状態で少なくとも加熱及びプレスのいずれかを行うことによって、構造材や家具材として好適な木質系複合材料を得ることができるが、得られた木質系複合材料は、成形後の寸法精度や表面性を向上させるために、アニール処理や、切削、サンディング加工を行うことが好ましい。
本発明において配向とは、基準線の方向と木質チップの長軸方向とがなす角度の平均値(平均配向角度ともいう)が、±25度の範囲内にある状態をいう。即ち、木質チップは、配向用隙間を通過する時にその長さ方向をほぼ揃えられるが、その平均配向角度が25°を超えると配向が不足して、必要な強度の木質系複合材料が得られなくなる惧れがある。
なお、基準線の方向とは、搬送方向に沿った方向をいい、得られる木質系複合材料の長さ方向と一致するものである。
また、平均配向角度は、木質チップの積層後の表面状態を撮像し、細長い木質チップの長軸方向と基準線とがなす角度を測定し、測定値を平均することによって算出できる。
また、平均配向角度は、木質チップの積層後の表面状態を撮像し、細長い木質チップの長軸方向と基準線とがなす角度を測定し、測定値を平均することによって算出できる。
搬送手段としては、ベルトコンベア、又はベルトコンベア上もしくはローラーコンベア上に置かれたコール板などが挙げられる。また、搬送手段上に積層された木質積層マットは、通常、搬送手段によって、プレス機のところまで運ばれる。そして、プレス装置によって加圧、加熱又は熱圧成形されて所望の厚さの木質系複合材料が形成されるようになっている。
加熱方法としては、特に限定されないが、例えば、熱盤のように木質チップの表面から伝熱により内部に熱を伝える方法や、蒸気噴射や高周波加熱等のように内部を直接加熱する方法が挙げられる。なお、コール板とは、ステンレススチール、鉄、アルミニウム等の所定サイズの金属板であり、その上に配向積層された木質チップを載置して木質積層マットを搬送するものである。
加熱方法としては、特に限定されないが、例えば、熱盤のように木質チップの表面から伝熱により内部に熱を伝える方法や、蒸気噴射や高周波加熱等のように内部を直接加熱する方法が挙げられる。なお、コール板とは、ステンレススチール、鉄、アルミニウム等の所定サイズの金属板であり、その上に配向積層された木質チップを載置して木質積層マットを搬送するものである。
配向手段は、特に限定されないが、複数の配向板が隣接する配向板との間に等間隔の配向用隙間を形成するようになっていることが望ましく、さらに、すべての配向板が、互いに連結されて一体となって振動する(後述)ようにされることが好ましい。
配向板の連結の方法は特に制限されないが、木質チップが配向用隙間内を落下することを妨げない方法でなければならない。例えば一例として、配向手段を構成する配向板の、上流側上端部又は下流側上端部を、帯状鉄板等の金属板を溶接等して連結する方法などが挙げられる。
配向板の連結の方法は特に制限されないが、木質チップが配向用隙間内を落下することを妨げない方法でなければならない。例えば一例として、配向手段を構成する配向板の、上流側上端部又は下流側上端部を、帯状鉄板等の金属板を溶接等して連結する方法などが挙げられる。
上記配向用隙間の大きさ(幅)と木質チップの厚さとの間には、高強度の木質系複合材料を得るために、より好ましい関係があり、例えば、木質チップの厚さが1mm〜11mmである場合、配向用隙間を20mm〜40mmとすることが好ましく、木質チップの厚さが3mm〜5mmである場合、配向用隙間を15mm〜30mmとすることが好ましい。即ち、この範囲を超えて配向用隙間の大きさが不均一になれば、得られる木質系複合材料の強度がばらつく恐れがある。また、平均配向角度をより小さくしようとすれば、配向用隙間をより小さくすればよい。しかし、木質チップのアスペクト比にもよるが、配向用隙間を15mm以下にすると、平均配向角度が±10°以内となる木質積層マットを得ることができるものの、木質チップが配向用隙間内で詰まり易くなる。
また、均一な物性を持つ木質系複合材料を得るには、配向用隙間は等間隔とされることが望ましい。すべての配向用隙間が同じ大きさであれば、それぞれの配向用隙間毎の木質チップの配向の程度がほぼ同じとなり、従って得られる木質系複合材料の強度ばらつきを少なくする効果が大きくなる。
配向積層装置には、配向板またはそれが一体化された枠体、筒体または箱体に振動を付与する振動付与手段が取り付けられるが、振動付与手段の取り付け方法は、木質チップの投入に影響が出なければ、特に限定されない。例えば、前述のような複数の配向板同士が金属板等で連結されている場合は、その金属板に取り付けるようにされるか最も外側の配向板に取り付けられるとよい。また、振動付与手段は、特に限定されないが、振幅、振動数又は振動方向が可変であって、状況に合わせて最適の振動条件を選択できるものが好ましい。
振動付与手段によって付与される振動の振幅、又は振動数は、木質チップが配向用隙間内を落下する際、かつ落下して搬送手段上で配向し積層されたのち、再び滑ったり踊り出したりしてその配向が乱れない程度であれば良く、供給される木質チップの量や性状、サイズ等によって適宜選択して決められればよい。
振動方向は、木質チップの搬送方向とし、水平方向に振動される。配向板の振動により一体化された配向板が振動し、配向用隙間に、搬送手段の進行方向に沿って手前側上方から、結合剤が混和された木質チップ細長い木質チップが投入されると、各配向板上に跨って架かった木質チップは、配向板上端縁上を滑りまたハネながら搬送方向に移動すると同時に、その重心位置がずれ、配向板の上端縁からズレ落ちて配向板と配向板との間の配向用隙間内に落下し、この配向用隙間を通って搬送手段上に積層される。
振動方向は、木質チップの搬送方向とし、水平方向に振動される。配向板の振動により一体化された配向板が振動し、配向用隙間に、搬送手段の進行方向に沿って手前側上方から、結合剤が混和された木質チップ細長い木質チップが投入されると、各配向板上に跨って架かった木質チップは、配向板上端縁上を滑りまたハネながら搬送方向に移動すると同時に、その重心位置がずれ、配向板の上端縁からズレ落ちて配向板と配向板との間の配向用隙間内に落下し、この配向用隙間を通って搬送手段上に積層される。
配向用隙間内に落下した木質チップは、その長さ方向が配向用隙間を形成する配向板により規制されながら落下し、長さ方向が搬送方向に沿うように略揃えられた状態に配向する。即ち、配向用隙間内に落下し、配向板と接触している木質チップは、配向板を振動させると、配向板との摩擦より振動を受けて動き、容易にその姿勢を変えることが出来る。従って配向が容易に行われる。更に、振動を受けることで、長さ方向が垂直方向に向いている木質チップは、その方向が水平方向に倒れ易くなり、更に、隣り合う木質のチップ同士の摩擦力も減少して木質チップ同士によるブリッジ現象が起こり難くなり、配向が容易になる。
また、配向板を振動させないと、配向用隙間を通って搬送手段上に落下して配向積層された木質チップが、配向板との摩擦によって詰まってしまう恐れがあり、搬送手段上の木質積層マットが割れて不連続になってしまったり、積層厚さを大きくできなかったりすることがあるが、振動を加えることで、木質チップと配向板との摩擦は減少し、これらを防止できるのである。
細長い木質チップは、積層されていても配向板からの振動を受けると、姿勢を変え、配向が進む場合がある。即ち、木質チップは、振動によってわずかに空中に浮いた瞬間、その上下、左右又は前後で隣り合う細長い木質チップと衝突し、衝突した同士の双方の木質チップ同士は、その長軸方向が揃うように姿勢を変える場合もある。これが繰り返されると、木質チップは徐々にその長軸方向が揃えられることがある。
発明5の配向積層装置は、枠体、筒体または箱体の下端と搬送手段とが離間し、その隙間が、略一定であって、枠体、筒体または箱体の下端が振動によって搬送手段に接触せず、かつ結合剤が混和された木質チップが略通過不可能に形成されている。
なお、木質チップは、分級されてある程度その厚みや長さ等が平均化されたものが用いられるが、木質チップの中には、基準より厚みの薄いものや微細なものなども含まれている場合がある。したがって、本発明における「木質チップが通過不可能に」とは、このような基準より厚みの薄い木質チップや微細な木質チップまで通過不可能というものではない。
なお、木質チップは、分級されてある程度その厚みや長さ等が平均化されたものが用いられるが、木質チップの中には、基準より厚みの薄いものや微細なものなども含まれている場合がある。したがって、本発明における「木質チップが通過不可能に」とは、このような基準より厚みの薄い木質チップや微細な木質チップまで通過不可能というものではない。
即ち、配向板の振動の振幅にもよるが、上記隙間は、通常、1〜5mm程度とされる。1mmより狭ければ、枠体、筒体または箱体の振動によってその下端と搬送手段上面とが接触して、搬送手段に損傷を与える可能性があり、5mmより大であれば、そこから木質チップがこぼれたり、またその部分(製品底面に相当)は木質チップの向きが配向板によって規制されていないため、落下時に生じる回転モーメントにより、配向が乱れたものとなってしまう可能性がある。
本発明1〜3の配向積層装置は、配向板と配向板との間に構成される配向用隙間には底板がない構造とされているので、配向用隙間に投入された木質チップは、直接搬送手段上に落下し、配向、積層され、積層マットとされる。そして、配向板、或いは枠体、筒体または箱体が搬送手段の搬送方向に振動されていると、木質チップと配向板との摩擦抵抗が少なくなり、大量の木質チップを積層しても、木質積層マットの配向の乱れが抑制され、積層が可能となり、厚い木質系複合材料を得る場合に必要となる、木質チップの配向が良好であって、しかも厚さの厚い木質マットをスムーズに積層でき、例えば結合剤が混和又は付着された細長い木質チップをほぼ長さ方向に揃え、かつ、搬送台上に、厚さが厚い木質マットをスムーズに積層できるようになる。従って、この配向積層装置に続けて木質積層マットを連続してプレス成形できるプレス装置を配置すれば、構造材として使用できる木質系複合材料を得ることができる。
特に発明3の配向積層装置によれば、木質チップは、類似する上下2段の配向手段における各段の配向板間の配向用隙間を通過させることで配向の乱れがより一層抑制されるようになる。
発明4の配向積層装置によれば、配向手段は、枠体、筒体または箱体の振動がそれと一体化された配向板にも波及、連動するようになるので、振動方向が水平であることと相俟って、安定に配向、積層させるのが可能になる。
発明5の配向積層装置によれば、振動によって枠体、筒体または箱体が搬送手段にあたり、搬送手段を傷つけたり、枠体、筒体または箱体と搬送手段との隙間から木質チップがこぼれおちて配向がみだれたりすることが抑制される。
発明6の配向積層装置によれば、枠体、筒体または箱体が停止状態のまま、所定木質チップが配向、積層され、積層マットの形成が完了されることから、作業が円滑に行われる。
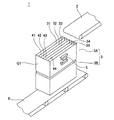
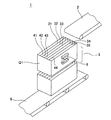
以下に、本発明の実施の形態を図面を参照して説明する。図1は本発明の木質チップの配向積層装置の一例の斜視図、図2は本発明の木質チップの配向積層装置の別の一例の斜視図、図3は本発明の木質チップの配向積層装置のさらに別の一例の斜視図である。
図1において、配向積層装置1は、木質チップ供給装置2と配向手段としての配向装置3と搬送手段としてのベルトコンベア8とから構成される。
配向装置3は、配向板を有する枠体、筒体または箱体3Aと、その下方に配設された枠体、筒体または箱体3Bとからなる。
この3Aにおいては、複数の配向板(この実施形態では5枚の金属製配向板31、32、・・、35)が搬送方向に沿って並列に立設され、配向板31(32、・・、34)と配向板32(33、・・、35)との間に配向用隙間41(42、・・44)が形成され、複数の配向板31、32、・・・は、その端部が、該配向板を囲繞して帯状を呈する枠体、筒体または箱体Q1に溶接されることによって連結され、該Q1の両サイド板が上記複数の配向板における両端すなわち配向板31や35との間に上記配向用隙間と同様の隙間が形成されるようにされ、この枠体、筒体または箱体に振動付与手段としての振動付与装置5が付設されている。
また、3Bは、3Aと略等大の枠体、筒体または箱体であって、その内または中に、上記3Aにおける配向板を通過させた木質チップを確実に収容するためのものである。
この3Aにおいては、複数の配向板(この実施形態では5枚の金属製配向板31、32、・・、35)が搬送方向に沿って並列に立設され、配向板31(32、・・、34)と配向板32(33、・・、35)との間に配向用隙間41(42、・・44)が形成され、複数の配向板31、32、・・・は、その端部が、該配向板を囲繞して帯状を呈する枠体、筒体または箱体Q1に溶接されることによって連結され、該Q1の両サイド板が上記複数の配向板における両端すなわち配向板31や35との間に上記配向用隙間と同様の隙間が形成されるようにされ、この枠体、筒体または箱体に振動付与手段としての振動付与装置5が付設されている。
また、3Bは、3Aと略等大の枠体、筒体または箱体であって、その内または中に、上記3Aにおける配向板を通過させた木質チップを確実に収容するためのものである。
次に、図2において、配向積層装置1は、木質チップ供給装置2と配向手段としての配向装置3と搬送手段としてのベルトコンベア8とから構成される。
配向装置3は、配向板を有する枠体、筒体または箱体からなる。
この配向装置3においては、複数の配向板(この実施形態では5枚の金属製配向板31、32、・・、35)が搬送方向に沿って並列に立設され、配向板31(32、・・、34)と配向板32(33、・・、35)との間に配向用隙間41(42、・・44)が形成され、複数の配向板31、32、・・・は、その端部が、該配向板を囲繞して帯状を呈する枠体、筒体または箱体Qに溶接されることによって連結され、該Qの両サイド板が上記複数の配向板における両端すなわち配向板31や35との間に上記配向用隙間と同様の隙間が形成されるようにされ、この枠体、筒体または箱体に振動付与手段としての振動付与装置5が付設されている。
この配向装置3においては、複数の配向板(この実施形態では5枚の金属製配向板31、32、・・、35)が搬送方向に沿って並列に立設され、配向板31(32、・・、34)と配向板32(33、・・、35)との間に配向用隙間41(42、・・44)が形成され、複数の配向板31、32、・・・は、その端部が、該配向板を囲繞して帯状を呈する枠体、筒体または箱体Qに溶接されることによって連結され、該Qの両サイド板が上記複数の配向板における両端すなわち配向板31や35との間に上記配向用隙間と同様の隙間が形成されるようにされ、この枠体、筒体または箱体に振動付与手段としての振動付与装置5が付設されている。
次に、図3において、配向積層装置1は、木質チップ供給装置2と配向手段としての配向装置3と搬送手段としてのベルトコンベア8とから構成される。
配向装置3は、上下2段に配設された、互いに類似する二つの配向装置部材からなり、上段の配向装置部材は、複数の配向板(この実施形態では5枚の金属製配向板31、32、・・、35)が搬送方向に沿って並列に立設され、配向板31(32、・・、34)と配向板32(33、・・、35)との間に配向用隙間41(42、・・44)が形成され、複数の配向板31、32、・・・は、その端部が、該配向板を囲繞して帯状を呈する枠体、筒体または箱体Q1に溶接されることによって連結され、該Q1の両サイド板が上記複数の配向板における両端すなわち配向板31や35との間に上記配向用隙間と同様の隙間が形成されるようにされ、この枠体、筒体または箱体に振動付与手段としての振動付与装置5が付設されている。下段の配向装置部材も、上段の配向装置部材と同様の構成のものである。
図2及び図3において、上記枠体、筒体または箱体であるQやQ1とベルトコンベア8とは離間され、上記QやQ1の下端とベルトコンベア8の上面との間には、隙間が設けてある。この隙間は、QやQ1に後述する振動付与装置5によって振動が付与された場合でも、QやQ1の下端がベルトコンベア8の上面に接触せず、結合剤付き木質チップPが隙間Kからベルトコンベア8外にこぼれ落ちない程度の大きさになっている。
ベルトコンベア8は、その搬送方向が、配向板31、32、・・、35と平行になっている。また、配向装置3の配向板31、32、・・、35の上端部には、木質チップPの供給装置2が配置されている。
以上の各配向積層装置においては、所定木質チップが配向、積層され、積層マットの形成の完了するまで、停止状態下にあるように制御され、次いで、積層マットは、各枠体、筒体または箱体とともに、ベルトコンベア8によって図示していないプレス装置に向かって搬送される。最後に、プレス装置で、送られてきた木質積層マットをプレス成形して木質系複合材料を得るようになっている。
本発明は、上記の実施の形態に限定されない。例えば、上記の実施の形態のように、配向板31、32、33、・・・の側方補強板等を設け、これにバイブレータ52を直接取り付ける方法以外に、配向装置3全体をバネによって吊り下げるようにしても構わない(図示せず)。
上記の実施の形態では、搬送手段がベルトコンベアであったが、ローラーコンベアを用いるようにしても構わない。また、上記の実施の形態では、木質チップPがベルトコンベア上に直接受けられるようになっていたが、コンベア上にコール板(図示せず)を載せ、この板の上に木質チップPを受けるようにしても構わない。
また、配向積層装置における枠体、筒体または箱体の下端にベルトコンベアに接触してもベルトコンベアを傷めたりすることがない、ポリプロピレンシートや軟質ゴムシートなどをその下端が、ベルトコンベアに略接触するようにスカート状に設けるようにしても構わない。このようにすれば、木質チップがベルトコンベアからこぼれ落ちることをより確実に防止できる。
また、配向積層装置における枠体、筒体または箱体の下端にベルトコンベアに接触してもベルトコンベアを傷めたりすることがない、ポリプロピレンシートや軟質ゴムシートなどをその下端が、ベルトコンベアに略接触するようにスカート状に設けるようにしても構わない。このようにすれば、木質チップがベルトコンベアからこぼれ落ちることをより確実に防止できる。
以下、実施例により本発明をさらに詳しく説明するが、本発明はこの例によって何ら限定されるものではない。
(実施例1)
群馬県産間伐材(径50mm〜150mm、長さ3m、杉材)を原料とし、ハンマーミル型破砕機において破砕したのちチップ原料とした。ウェーブローラー方式の分級機(ウェーブローラースクリーン、たいへい社製)を用いて分級し、暑さ1〜8mmの木質チップを採取した。この木質チップを、雰囲気温度100℃の加熱オーブン中に24時間放置し、含水率5重量%になるまで調節した。
次いで含水率を調節した木質チップを、ドラムブレンダに投入し、イソシアネート系接着剤を木材チップに対し、5重量%となるように混和した。このようにして得た木質チップを配向積層装置に投入し、配向積層を行った。
配向積層装置は、ステンレス鋼板を帯状に巻き回して矩形状枠体を形成させ、該枠体に、その搬送手段のライン進行方向の前後方向端部でステンレス鋼製配向板がピッチ25mmで並列して立設するように溶接されて、全体が一体となるように構成されるとともに、かかる配向板付き枠体の両サイドに、バイブレータ(振動モーター RV−24D、神鋼電機社製)が、振動方向が水平となるように固定され、さらに上記配向板付き枠体の下に、上記矩形状枠体とほぼ同形状のステンレス鋼製金属枠体が配設され、この枠内でチップが配向積層されるようになっている。上記配向板は、長さ500mm、高さ500mm、厚さ1.2mmのものであり、振動条件は、振幅2mm、振動回数1710回/分である。
積層マットの高さを300mmとなるように調整し、金属枠体内に配向積層された木質チップの平均配向角度を測定した。
群馬県産間伐材(径50mm〜150mm、長さ3m、杉材)を原料とし、ハンマーミル型破砕機において破砕したのちチップ原料とした。ウェーブローラー方式の分級機(ウェーブローラースクリーン、たいへい社製)を用いて分級し、暑さ1〜8mmの木質チップを採取した。この木質チップを、雰囲気温度100℃の加熱オーブン中に24時間放置し、含水率5重量%になるまで調節した。
次いで含水率を調節した木質チップを、ドラムブレンダに投入し、イソシアネート系接着剤を木材チップに対し、5重量%となるように混和した。このようにして得た木質チップを配向積層装置に投入し、配向積層を行った。
配向積層装置は、ステンレス鋼板を帯状に巻き回して矩形状枠体を形成させ、該枠体に、その搬送手段のライン進行方向の前後方向端部でステンレス鋼製配向板がピッチ25mmで並列して立設するように溶接されて、全体が一体となるように構成されるとともに、かかる配向板付き枠体の両サイドに、バイブレータ(振動モーター RV−24D、神鋼電機社製)が、振動方向が水平となるように固定され、さらに上記配向板付き枠体の下に、上記矩形状枠体とほぼ同形状のステンレス鋼製金属枠体が配設され、この枠内でチップが配向積層されるようになっている。上記配向板は、長さ500mm、高さ500mm、厚さ1.2mmのものであり、振動条件は、振幅2mm、振動回数1710回/分である。
積層マットの高さを300mmとなるように調整し、金属枠体内に配向積層された木質チップの平均配向角度を測定した。
(実施例2)
積層マットの高さを500mmとなるように調整したこと以外は、実施例1と同様にして金属枠体内に配向積層された木質チップの平均配向角度を測定した。
積層マットの高さを500mmとなるように調整したこと以外は、実施例1と同様にして金属枠体内に配向積層された木質チップの平均配向角度を測定した。
(実施例3)
群馬県産間伐材(径50mm〜150mm、長さ3m、杉材)を原料とし、ハンマーミル型破砕機において破砕したのちチップ原料とした。ウェーブローラー方式の分級機(ウェーブローラースクリーン、たいへい社製)を用いて分級し、暑さ1〜8mmの木質チップを採取した。この木質チップを、雰囲気温度100℃の加熱オーブン中に24時間放置し、含水率5重量%になるまで調節した。
次いで含水率を調節した木質チップを、ドラムブレンダに投入し、イソシアネート系接着剤を木材チップに対し、5重量%となるように混和した。このようにして得た木質チップを配向積層装置に投入し、配向積層を行った。
配向積層装置は、ステンレス鋼板を帯状に巻き回して矩形状枠体を形成させ、該枠体に、その搬送手段のライン進行方向の前後方向端部でステンレス鋼製配向板がピッチ25mmで並列して立設するように溶接されて、全体が一体となるように構成されるとともに、かかる配向板付き枠体の両サイドに、バイブレータ(振動モーター RV−24D、神鋼電機社製)が、振動方向が水平となるように固定され、この枠内でチップが配向積層されるようになっている。上記配向板は、長さ500mm、高さ500mm、厚さ1.2mmのものであり、振動条件は、振幅2mm、振動回数1710回/分である。
配向積層装置は、搬送手段の受け台上2mmの高さに配設されている。
積層マットの高さを300mmとなるように調整し、枠体内に配向積層された木質チップの平均配向角度を測定した。
群馬県産間伐材(径50mm〜150mm、長さ3m、杉材)を原料とし、ハンマーミル型破砕機において破砕したのちチップ原料とした。ウェーブローラー方式の分級機(ウェーブローラースクリーン、たいへい社製)を用いて分級し、暑さ1〜8mmの木質チップを採取した。この木質チップを、雰囲気温度100℃の加熱オーブン中に24時間放置し、含水率5重量%になるまで調節した。
次いで含水率を調節した木質チップを、ドラムブレンダに投入し、イソシアネート系接着剤を木材チップに対し、5重量%となるように混和した。このようにして得た木質チップを配向積層装置に投入し、配向積層を行った。
配向積層装置は、ステンレス鋼板を帯状に巻き回して矩形状枠体を形成させ、該枠体に、その搬送手段のライン進行方向の前後方向端部でステンレス鋼製配向板がピッチ25mmで並列して立設するように溶接されて、全体が一体となるように構成されるとともに、かかる配向板付き枠体の両サイドに、バイブレータ(振動モーター RV−24D、神鋼電機社製)が、振動方向が水平となるように固定され、この枠内でチップが配向積層されるようになっている。上記配向板は、長さ500mm、高さ500mm、厚さ1.2mmのものであり、振動条件は、振幅2mm、振動回数1710回/分である。
配向積層装置は、搬送手段の受け台上2mmの高さに配設されている。
積層マットの高さを300mmとなるように調整し、枠体内に配向積層された木質チップの平均配向角度を測定した。
(実施例4)
積層マットの高さを500mmとなるように調整したこと以外は、実施例3と同様にして枠体内に配向積層された木質チップの平均配向角度を測定した。
積層マットの高さを500mmとなるように調整したこと以外は、実施例3と同様にして枠体内に配向積層された木質チップの平均配向角度を測定した。
(実施例5)
群馬県産間伐材(径50mm〜150mm、長さ3m、杉材)を原料とし、ハンマーミル型破砕機において破砕したのちチップ原料とした。ウェーブローラー方式の分級機(ウェーブローラースクリーン、たいへい社製)を用いて分級し、暑さ1〜8mmの木質チップを採取した。この木質チップを、雰囲気温度100℃の加熱オーブン中に24時間放置し、含水率5重量%になるまで調節した。
次いで含水率を調節した木質チップを、ドラムブレンダに投入し、イソシアネート系接着剤を木材チップに対し、5重量%となるように混和した。このようにして得た木質チップを配向積層装置に投入し、配向積層を行った。
配向積層装置は、二つ同様の装置部材が上下に配設されてなり、このものはいずれも、ステンレス鋼板を帯状に巻き回して矩形状枠体を形成させ、該枠体に、その搬送手段のライン進行方向の前後方向端部でステンレス鋼製配向板がピッチ25mmで並列して立設するように溶接されて、全体が一体となるように構成されるとともに、かかる配向板付き枠体の両サイドに、バイブレータ(振動モーター RV−24D、神鋼電機社製)が、振動方向が水平となるように固定され、この枠内でチップが配向積層されるようになっている。上記配向板は、長さ500mm、高さ500mm、厚さ1.2mmのものであり、振動条件は、振幅2mm、振動回数1710回/分である。
上記二つの装置部材のうち下方のものは、搬送手段の受け台上2mmの高さに配設されている。
積層マットの高さを300mmとなるように調整し、枠体内に配向積層された木質チップの平均配向角度を測定した。
群馬県産間伐材(径50mm〜150mm、長さ3m、杉材)を原料とし、ハンマーミル型破砕機において破砕したのちチップ原料とした。ウェーブローラー方式の分級機(ウェーブローラースクリーン、たいへい社製)を用いて分級し、暑さ1〜8mmの木質チップを採取した。この木質チップを、雰囲気温度100℃の加熱オーブン中に24時間放置し、含水率5重量%になるまで調節した。
次いで含水率を調節した木質チップを、ドラムブレンダに投入し、イソシアネート系接着剤を木材チップに対し、5重量%となるように混和した。このようにして得た木質チップを配向積層装置に投入し、配向積層を行った。
配向積層装置は、二つ同様の装置部材が上下に配設されてなり、このものはいずれも、ステンレス鋼板を帯状に巻き回して矩形状枠体を形成させ、該枠体に、その搬送手段のライン進行方向の前後方向端部でステンレス鋼製配向板がピッチ25mmで並列して立設するように溶接されて、全体が一体となるように構成されるとともに、かかる配向板付き枠体の両サイドに、バイブレータ(振動モーター RV−24D、神鋼電機社製)が、振動方向が水平となるように固定され、この枠内でチップが配向積層されるようになっている。上記配向板は、長さ500mm、高さ500mm、厚さ1.2mmのものであり、振動条件は、振幅2mm、振動回数1710回/分である。
上記二つの装置部材のうち下方のものは、搬送手段の受け台上2mmの高さに配設されている。
積層マットの高さを300mmとなるように調整し、枠体内に配向積層された木質チップの平均配向角度を測定した。
(実施例6)
積層マットの高さを500mmとなるように調整したこと以外は、実施例5と同様にして配向積層された木質チップの平均配向角度を測定した。
積層マットの高さを500mmとなるように調整したこと以外は、実施例5と同様にして配向積層された木質チップの平均配向角度を測定した。
(比較例1)
群馬県産間伐材(径50mm〜150mm、長さ3m、杉材)を原料とし、ハンマーミル型破砕機において破砕したのちチップ原料とした。ウェーブローラー方式の分級機(ウェーブローラースクリーン、たいへい社製)を用いて分級し、厚さ1〜8mmの木質チップを採取した。この木質チップを、雰囲気温度100℃の加熱オーブン中に24時間放置し、含水率5重量%になるまで調節した。
次いで含水率を調節した木質チップを、ドラムブレンダに投入し、イソシアネート系接着剤を木材チップに対し、5重量%となるように混和した。このようにして得た木質チップを配向積層装置に投入し、配向積層を行った。
配向積層装置は、長さ500mm、高さ500mm、厚さ1.2mmのステンレス鋼板が、ピッチ25mmで並列して立設されている。配向積層装置の下には、ベルトコンベアが搬送方向下流に向かって水平に対して−10°の下り勾配で設置されており、この上にチップを配向積層させる。
配向積層装置は配向積層装置全体を帯状に巻き回して金属ベルトが設けられ、個々の配向板は、ラインの進行方向の前後方向端部で金属ベルトに溶接されて、全体が一体となるように構成されている。金属ベルトの両サイドに、バイブレータ(振動モーター RV−24D、神鋼電機社製)が、振動方向が水平から25°斜め上方となるように固定されている。振動条件は、振幅2mm、振動回数1710回/分である。
積層マットの高さを300mmとなるように調整し、配向積層された木質チップの平均配向角度を測定した。
群馬県産間伐材(径50mm〜150mm、長さ3m、杉材)を原料とし、ハンマーミル型破砕機において破砕したのちチップ原料とした。ウェーブローラー方式の分級機(ウェーブローラースクリーン、たいへい社製)を用いて分級し、厚さ1〜8mmの木質チップを採取した。この木質チップを、雰囲気温度100℃の加熱オーブン中に24時間放置し、含水率5重量%になるまで調節した。
次いで含水率を調節した木質チップを、ドラムブレンダに投入し、イソシアネート系接着剤を木材チップに対し、5重量%となるように混和した。このようにして得た木質チップを配向積層装置に投入し、配向積層を行った。
配向積層装置は、長さ500mm、高さ500mm、厚さ1.2mmのステンレス鋼板が、ピッチ25mmで並列して立設されている。配向積層装置の下には、ベルトコンベアが搬送方向下流に向かって水平に対して−10°の下り勾配で設置されており、この上にチップを配向積層させる。
配向積層装置は配向積層装置全体を帯状に巻き回して金属ベルトが設けられ、個々の配向板は、ラインの進行方向の前後方向端部で金属ベルトに溶接されて、全体が一体となるように構成されている。金属ベルトの両サイドに、バイブレータ(振動モーター RV−24D、神鋼電機社製)が、振動方向が水平から25°斜め上方となるように固定されている。振動条件は、振幅2mm、振動回数1710回/分である。
積層マットの高さを300mmとなるように調整し、配向積層された木質チップの平均配向角度を測定した。
(比較例2)
積層マットの高さを500mmとなるように調整したこと以外は比較例1と同様にして配向積層された木質チップの平均配向角度を測定した。
積層マットの高さを500mmとなるように調整したこと以外は比較例1と同様にして配向積層された木質チップの平均配向角度を測定した。

これより、比較例では、積層マットについて、木質チップの配向を良好にしようとすると積層マットの高さが制約され、厚さの厚い積層マットが得られないし、また、厚さの厚い積層マットにすると木質チップの配向が悪化するのに対し、実施例では、木質チップの配向が良好であって、しかも厚さの厚い積層マットを得ることができることが分かる。
本発明は、木質チップの配向が良好であって、しかも厚さの厚い積層マットを調製することを可能にし、産業上大いに有用である。
1 配向積層装置
2 供給装置
3 配向装置
3A 配向板を有する枠体、筒体または箱体
3B 枠体、筒体または箱体
31〜35 配向板
41〜44 配向用隙間
5 振動付与装置
8 ベルトコンベア
Q、Q1 枠体、筒体または箱体
2 供給装置
3 配向装置
3A 配向板を有する枠体、筒体または箱体
3B 枠体、筒体または箱体
31〜35 配向板
41〜44 配向用隙間
5 振動付与装置
8 ベルトコンベア
Q、Q1 枠体、筒体または箱体
Claims (6)
- 結合剤が混和された木質チップの供給手段と、この供給手段から供給される結合剤が混和された木質チップを配向させる配向手段と、結合剤が混和された木質チップが配向手段を通って配向状態でマット状に積層されるとともに、積層された積層マットを搬送する搬送手段とを備えてなる、結合剤が混和された木質チップを配向、積層する装置であって、
前記配向手段が、前記積層マットの搬送手段による搬送方向と略平行に立設された複数の配向板をその間に配向用隙間が形成されるように具備するとともに、この配向板に振動を与える振動付与手段を備え、かつ、前記搬送手段が、配向板を通過した、結合剤が混和された木質チップが、枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されることを特徴とする結合剤が混和された木質チップの配向積層装置。 - 結合剤が混和された木質チップの供給手段と、この供給手段から供給される結合剤が混和された木質チップを配向させる配向手段と、結合剤が混和された木質チップが配向手段を通って配向状態でマット状に積層されるとともに、積層された積層マットを搬送する搬送手段とを備えてなる、結合剤が混和された木質チップを配向、積層する装置であって、
前記配向手段が、供給手段から供給される結合剤が混和された木質チップが、搬送方向と略平行に立設された複数の配向板を有し、かつ、この配向板に振動を与える振動付与手段を備えてなる枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されることを特徴とする結合剤が混和された木質チップの配向積層装置。 - 結合剤が混和された木質チップの供給手段と、この供給手段から供給される結合剤が混和された木質チップを配向させる配向手段と、結合剤が混和された木質チップが配向手段を通って配向状態でマット状に積層されるとともに、積層された積層マットを搬送する搬送手段とを備えてなる、結合剤が混和された木質チップを配向、積層する装置であって、
前記配向手段が、前記積層マットの搬送手段による搬送方向と略平行に立設された複数の配向板をその間に配向用隙間が形成されるように具備するとともに、この配向板に振動を与える振動付与手段を備え、かつ、前記搬送手段が、配向板を通過した、結合剤が混和された木質チップが、搬送方向と略平行に立設された複数の配向板を有し、かつ、この配向板に振動を与える振動付与手段を備えてなる枠体、筒体または箱体の内または中に落下、積層され、積層マットとされたのち、枠体、筒体または箱体とともに積層マットが搬送または移動されるように制御されることを特徴とする結合剤が混和された木質チップの配向積層装置。 - 上記配向手段が、金属板を帯状に巻き回して形成させた枠体、筒体または箱体に、その搬送方向の前後方向端部で配向板が並列して立設するように一体化されるとともに、振動付与手段が、該枠体、筒体または箱体の両サイドに、振動方向が水平となるように付設されてなることを特徴とする請求項1〜3のいずれかに記載の結合剤が混和された木質チップの配向積層装置。
- 上記枠体、筒体または箱体と搬送手段とが離間し、その隙間が、略一定であって、枠体、筒体または箱体が振動によって搬送手段に接触せず、かつ結合剤が混和された木質チップが略通過不可能に形成されてなることを特徴とする請求項1〜4のいずれかに記載の結合剤が混和された木質チップの配向積層装置。
- 上記枠体、筒体または箱体が積層マットの形成が完了されるまで停止状態とされることを特徴とする請求項1〜5のいずれかに記載の結合剤が混和された木質チップの配向積層装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008309455A JP2010131842A (ja) | 2008-12-04 | 2008-12-04 | 木質チップの配向積層装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008309455A JP2010131842A (ja) | 2008-12-04 | 2008-12-04 | 木質チップの配向積層装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010131842A true JP2010131842A (ja) | 2010-06-17 |
Family
ID=42343676
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008309455A Pending JP2010131842A (ja) | 2008-12-04 | 2008-12-04 | 木質チップの配向積層装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010131842A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105523215A (zh) * | 2015-12-22 | 2016-04-27 | 广东水利电力职业技术学院 | 细长棒类物品自动包装机 |
-
2008
- 2008-12-04 JP JP2008309455A patent/JP2010131842A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105523215A (zh) * | 2015-12-22 | 2016-04-27 | 广东水利电力职业技术学院 | 细长棒类物品自动包装机 |
| CN105523215B (zh) * | 2015-12-22 | 2018-12-04 | 广东水利电力职业技术学院 | 细长棒类物品自动包装机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20030150522A1 (en) | Process for producing woody composite material | |
| KR100914822B1 (ko) | 결합제가 부착된 목질 칩의 배향 적층 장치 및 목질계 복합재료의 제조 방법 | |
| JP2010131842A (ja) | 木質チップの配向積層装置 | |
| JP4038186B2 (ja) | 木質チップの配向積層装置 | |
| JP4619018B2 (ja) | 木質チップの配向積層装置および配向積層方法 | |
| JP4351604B2 (ja) | 木質材片の配向積層装置 | |
| JP2009202380A (ja) | 木質チップの配向積層体の製造方法 | |
| JP4434812B2 (ja) | 木質チップの配向積層装置 | |
| JP3520077B2 (ja) | 木質系複合材料及びその製造方法 | |
| JP4109598B2 (ja) | 木質材片の配向積層方法及び木質系複合材料の製造方法、並びに木質積層マットの形成装置 | |
| JP2009073163A (ja) | 木質チップの配向積層装置および配向積層体の製造方法 | |
| JP4283563B2 (ja) | 木質マットの搬送装置 | |
| JP2005238502A (ja) | 木質系チップ成形体 | |
| JP2009202597A (ja) | 木質系チップ成形体 | |
| JP2004322545A (ja) | 木質材片の長さ選別方法 | |
| JP2004066644A (ja) | 木質材料片の配向積層方法および配向積層装置 | |
| JP3338030B2 (ja) | 木質系構造材料の製造方法 | |
| JP2009214466A (ja) | 木質積層マットの搬送方法 | |
| JP4268532B2 (ja) | サイドガイド、木質積層マットの搬送装置及び木質積層マットの搬送方法 | |
| JP4268529B2 (ja) | 木質積層マットの搬送方法、木質系複合材の製造方法及び木質積層マット搬送用のサイドガイド | |
| JP2010247467A (ja) | 木質系複合材料およびその用途 | |
| JP2014104626A (ja) | 木質ストランドの配向積層装置 | |
| JP4283723B2 (ja) | 木質積層マットの搬送装置、木質積層マットの搬送方法及び木質系複合材の製造方法 | |
| JP2009208290A (ja) | 木質積層マットの分離・搬送方法 | |
| JP2005074675A (ja) | 木質系複合材料の製造方法 |