JP2005238502A - 木質系チップ成形体 - Google Patents
木質系チップ成形体 Download PDFInfo
- Publication number
- JP2005238502A JP2005238502A JP2004048330A JP2004048330A JP2005238502A JP 2005238502 A JP2005238502 A JP 2005238502A JP 2004048330 A JP2004048330 A JP 2004048330A JP 2004048330 A JP2004048330 A JP 2004048330A JP 2005238502 A JP2005238502 A JP 2005238502A
- Authority
- JP
- Japan
- Prior art keywords
- crushing
- wood
- chip
- raw material
- chips
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Dry Formation Of Fiberboard And The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Debarking, Splitting, And Disintegration Of Timber (AREA)
Abstract
【解決手段】木質系材料を破砕して得られた原料チップと結合剤との混合物が、原料チップの長手方向を略一軸方向に揃えた状態で積層されたマットを加熱プレス成形して得られる木質系チップ成形体において、前記原料チップが、気乾比重0.4以下の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比12以下の破砕チップであることを特徴としている。
【選択図】 図1
Description
ところで、この木質系複合材料の場合、150mm以上の長さを有する比較的長い木質材料片を原料として用いることによって十分な強度確保しようとしている。
そこで、本発明の発明者は、木質系材料を破砕して得られた原料チップと結合剤との混合物を、原料チップがその長手方向を略一軸方向に揃えるように積層したマットを加熱プレス成形して得られる木質系チップ成形体の製造方法(たとえば、特許文献2参照)を既に提案している。
本発明は、上記事情に鑑みて、特殊な装置ではなく、汎用の装置を用いて原料チップを得ることができ、しかも従来の木質複合材料と同等あるいはそれ以上の性能が得られる木質系チップ成形体を提供することを目的としている。
気乾比重0.5以上の木材としては、特に限定されないが、たとえば、ラミン,アカマツ,サクラ,クロマツ,チーク、ブナ,ダグラスファー等が挙げられる。
気乾比重0.4以下の木材としては、特に限定されないが、たとえば、ヒノキ,スギ,トドマツ,サワラ,キリ等が挙げられる。
また、本発明で用いられる破砕チップは、たとえば、ウェーブローラ方式やスクリーン方式の市販の分級機を用いて分級してもよい。すなわち、分級によって、破砕チップの形状バラツキがより小さくなり、得られる成形体のバラツキを低下させることができる。
含水率を調整する方法としては、特に限定されないが、温調したオーブン中に破砕チップを一定時間放置する方法が一般的であるが、連続式のチップ乾燥機を用いることもできる。因みに、50℃のオーブン中に24時間放置するようにすれば、含水率は略5%程度に保たれる。
原料チップと結合剤とのブレンドは、特に限定されないが、たとえば、図4に示すように、原料チップ4をドラムブレンダ6に投入し、結合剤61をドラムブレンダ6内の原料チップ4にスプレー噴霧する方法が挙げられる。
基準線に対する各破砕チップの長手方向がなす角度の平均値を求める方法は、積層後の表面状態を撮像し、破砕チップの長軸の長軸方向と基準線の方向とがなす角度を測定し、その平均値を算出して行う。なお、基準線の方向とは、搬送方向に沿った方向をいい、得られる木質系チップ成形体の長さ方向と一致するものである。
すなわち、搬送装置上で積層するようにすると、積層されて得られた積層マットをそのままプレス成形装置のところまで搬送できる。なお、コール板とは、ステンレススチール、鉄、アルミニウム等の所定サイズの金属板のことである。
プレスの温度条件は、特に限定されないが、通常、100〜250℃の範囲が好ましい。圧力条件は10〜100kgf/cm2の範囲が好ましい。プレス時間は、結合剤が硬化する時間によって決定される。
なお、請求項4の成形体では、気乾比重0.5以上の木材を破砕機で破砕して得られる繊維方向に長い平均アスペクト比15以上の破砕チップを20重量%〜50重量%の範囲で含んでいる必要があるが、その理由は、気乾比重0.5以上の木材を破砕機で破砕して得られる繊維方向に長い平均アスペクト比15以上の破砕チップが、20重量%未満では強度性能は発現しにくい、また、50重量%を超えると木質廃棄物の量が半分以下になり、廃材のリサイクル効率の点で問題となるためである。
なお、請求項5の成形体では、気乾比重0.4以下の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比12以下の破砕チップを10重量%〜40重量%の範囲で含んでいる必要があるが、その理由は、気乾比重0.4以下の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比12以下の破砕チップが、10重量%未満では強度性能は発現しにくい、また、40重量%を超えると、廃材のリサイクル効率の点で問題となるためである。
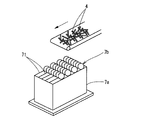
図1〜図3は、本発明にかかる木質チップ成形体の製造に用いる配向積層装置の1例をあらわしている。
配向装置2は、図2に示すように、配向搬送部21と、複数の配向板22と、振動付与手段23とを備えている。
配向板22は、樋状部21aと樋状部21aとの境界線に平行に設けられている。
ベルトコンベヤ3は、その搬送方向が、配向板22と平行になっている。
また、各配向装置2の配向搬送部21の上端部には、後で詳述する結合剤付き木質チップ4の供給装置5が配置されている。
まず、原料チップ4として、気乾比重0.4以下の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比12以下の破砕チップ、気乾比重0.5以上の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比15以上の破砕チップ、0.5以上の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比15以上の破砕チップ70〜90重量%、および、気乾比重0.4以下の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比12以下の破砕チップ10〜30重量%からなる混合チップ、気乾比重0.2〜0.9の木質廃棄物を破砕して得られる破砕チップに、気乾比重0.5以上の木材を破砕機で破砕して得られる繊維方向に長い平均アスペクト比15以上の破砕チップを20重量%〜50重量%の範囲で混合した混合チップ、あるいは、気乾比重0.2〜0.9の木質廃棄物を破砕して得られる破砕チップに、気乾比重0.4以下の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比12以下の破砕チップを10重量%〜40重量%の範囲で混合した混合チップのいずれかを用意する。
そして、この結合剤付き原料チップ4を供給装置5のベルトコンベヤ51に載せて均しローラ52によって、ベルトコンベヤ51上の結合剤付き原料チップ4の厚みを略一定になるように均しながら各配向積層装置2の配向搬送部21に連続的に供給する。
そして、排出口24から排出された結合剤付き原料チップ4は、所定幅の間隔で配置された配向板22間を通って配向状態を保ちながら落下し、ベルトコンベヤ3の上面で直接、または、先にベルトコンベヤ3上に載った結合剤付き原料チップ4の上で受けられ所定の厚みの積層マット40になるように次々に積層されるとともに、この積層マット40がベルトコンベヤ3によって図示していない加熱プレス装置に向かって搬送される。
なお、本発明にかかる木質系チップ成形体の製造方法は、上記の実施の形態に限定されない。たとえば、上記の実施の形態では、ベルトコンベヤ3状に積層マット40を形成し、この積層マット40をベルトコンベヤ3によって連続的に加熱プレス装置に搬送するようになっていたが、バッチ式に積層マットを形成するようにしても構わない。
この乾燥状態の破砕チップを原料チップとしてドラムブレンダに投入し、結合剤としてのイソシアネート系接着剤(住友バイエルウレタン製 44V20)を5重量%の割合で破砕チップAに塗布した。
得られたプレス成形品の6面すべてをカットし、縦2000mm,横450mm,高さ25mmの成形品を得た。
この乾燥状態の破砕チップを原料チップとして用いた以外は、実施例1と同様にして原料チップとして縦2000mm,横450mm,高さ25mmの成形品を得た。
この乾燥状態の破砕チップを原料チップとして用いた以外は、実施例1と同様にして原料チップとして縦2000mm,横450mm,高さ25mmの成形品を得た。
そして、この乾燥状態の混合チップを原料チップとして用いた以外は、実施例1と同様にして原料チップとして縦2000mm,横450mm,高さ25mmの成形品を得た。
そして、この乾燥状態の混合チップを原料チップとして用いた以外は、実施例1と同様にして原料チップとして縦2000mm,横450mm,高さ25mmの成形品を得た。
そして、この乾燥状態の混合チップを原料チップとして用いた以外は、実施例1と同様にして原料チップとして縦2000mm,横450mm,高さ25mmの成形品を得た。
気乾比重0.44のモミを一軸ハンマーミル(御池工業社製)を用いて粉砕したのち分級して、繊維方向に長い平均アスペクト比15以上の破砕チップEを得たのち、得られた破砕チップEを加熱オーブン(50℃,48時間)で含水率5.2%まで乾燥した。
この乾燥状態の破砕チップEを原料チップとして用いた以外は、実施例1と同様にして原料チップとして縦2000mm,横450mm,高さ25mmの成形品を得た。
実施例5の破砕チップDを加熱オーブン(50℃,48時間)で含水率5.2%まで乾燥した。
この乾燥状態の破砕チップDを原料チップとして用いた以外は、実施例1と同様にして原料チップとして縦2000mm,横450mm,高さ25mmの成形品を得た。
なお、曲げ強度は、JIS K 2101の3点曲げ試験方法を用いて測定した。
曲げ弾性率は、JIS K 2101に準ずる試験方法を用いて測定した。
比重は、JIS K 2101に準ずる試験方法を用いて測定した。

Claims (5)
- 木質系材料を破砕して得られた原料チップと結合剤との混合物が、原料チップの長手方向を略一軸方向に揃えた状態で積層されたマットを加熱プレス成形して得られる木質系チップ成形体において、
前記原料チップが、気乾比重0.4以下の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比12以下の破砕チップであることを特徴とする木質系チップ成形体。 - 木質系材料を破砕して得られた原料チップと結合剤との混合物が、原料チップの長手方向を略一軸方向に揃えた状態で積層されたマットを加熱プレス成形して得られる木質系チップ成形体において、
前記原料チップが、気乾比重0.5以上の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比15以上の破砕チップであることを特徴とする木質系チップ成形体。 - 木質系材料を破砕して得られた原料チップと結合剤との混合物が、原料チップの長手方向を略一軸方向に揃えた状態で積層されたマットを加熱プレス成形して得られる木質系チップ成形体において、
前記原料チップが、0.5以上の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比15以上の破砕チップ70〜90重量%、および、気乾比重0.4以下の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比12以下の破砕チップ10〜30重量%からなる混合チップであることを特徴とする木質系チップ成形体。 - 木質系材料を破砕して得られた原料チップと結合剤との混合物が、原料チップの長手方向を略一軸方向に揃えた状態で積層されたマットを加熱プレス成形して得られる木質系チップ成形体において、
前記原料チップが、気乾比重0.2〜0.9の木質廃棄物を破砕して得られる破砕チップに、気乾比重0.5以上の木材を破砕機で破砕して得られる繊維方向に長い平均アスペクト比15以上の破砕チップを20重量%〜50重量%の範囲で混合した混合チップであることを特徴とする木質系チップ成形体。 - 木質系材料を破砕して得られた原料チップと結合剤との混合物が、原料チップの長手方向を略一軸方向に揃えた状態で積層されたマットを加熱プレス成形して得られる木質系チップ成形体において、
前記原料チップが、気乾比重0.2〜0.9の木質廃棄物を破砕して得られる破砕チップに、気乾比重0.4以下の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比12以下の破砕チップを10重量%〜40重量%の範囲で混合した混合チップであることを特徴とする木質系チップ成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004048330A JP2005238502A (ja) | 2004-02-24 | 2004-02-24 | 木質系チップ成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004048330A JP2005238502A (ja) | 2004-02-24 | 2004-02-24 | 木質系チップ成形体 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009101047A Division JP2009202597A (ja) | 2009-04-17 | 2009-04-17 | 木質系チップ成形体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005238502A true JP2005238502A (ja) | 2005-09-08 |
Family
ID=35020766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004048330A Pending JP2005238502A (ja) | 2004-02-24 | 2004-02-24 | 木質系チップ成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005238502A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104002361A (zh) * | 2014-06-16 | 2014-08-27 | 中南林业科技大学 | 一种阻燃农作物秸秆/木材复合板铺装系统及铺装方法 |
| CN105818244A (zh) * | 2016-06-13 | 2016-08-03 | 莫晨虹 | 一种环保型轻质纤维板制造方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08290410A (ja) * | 1995-04-24 | 1996-11-05 | Mitsubishi Heavy Ind Ltd | 人工木材およびその製造方法 |
| JPH0985718A (ja) * | 1995-09-22 | 1997-03-31 | Dantani Plywood Co Ltd | 配向ボードの製造方法 |
| JP2000170318A (ja) * | 1998-12-07 | 2000-06-20 | Landes Kk | 木片・コンクリート構造体の製造方法とそれによって得られた構造体及びその使用方法 |
| JP2001246607A (ja) * | 2000-03-07 | 2001-09-11 | Kimura Chem Plants Co Ltd | 古紙ボード及び古紙ボードの製造方法 |
| JP2001293706A (ja) * | 2000-04-14 | 2001-10-23 | Matsushita Electric Works Ltd | パーティクルボード |
| JP2001341110A (ja) * | 2000-03-31 | 2001-12-11 | Sekisui Chem Co Ltd | 木質系構造材料の製造方法 |
| JP2002080255A (ja) * | 2000-09-06 | 2002-03-19 | Nichiha Corp | 木質セメント板の製造方法 |
| JP2003236813A (ja) * | 2002-02-13 | 2003-08-26 | Sekisui Chem Co Ltd | 木質系複合材料の製造方法 |
| JP2003311717A (ja) * | 2002-04-26 | 2003-11-05 | Eidai Co Ltd | 木質繊維板 |
| JP2004050437A (ja) * | 2002-07-16 | 2004-02-19 | Sekisui Chem Co Ltd | 木質系複合材料の製造方法 |
-
2004
- 2004-02-24 JP JP2004048330A patent/JP2005238502A/ja active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08290410A (ja) * | 1995-04-24 | 1996-11-05 | Mitsubishi Heavy Ind Ltd | 人工木材およびその製造方法 |
| JPH0985718A (ja) * | 1995-09-22 | 1997-03-31 | Dantani Plywood Co Ltd | 配向ボードの製造方法 |
| JP2000170318A (ja) * | 1998-12-07 | 2000-06-20 | Landes Kk | 木片・コンクリート構造体の製造方法とそれによって得られた構造体及びその使用方法 |
| JP2001246607A (ja) * | 2000-03-07 | 2001-09-11 | Kimura Chem Plants Co Ltd | 古紙ボード及び古紙ボードの製造方法 |
| JP2001341110A (ja) * | 2000-03-31 | 2001-12-11 | Sekisui Chem Co Ltd | 木質系構造材料の製造方法 |
| JP2001293706A (ja) * | 2000-04-14 | 2001-10-23 | Matsushita Electric Works Ltd | パーティクルボード |
| JP2002080255A (ja) * | 2000-09-06 | 2002-03-19 | Nichiha Corp | 木質セメント板の製造方法 |
| JP2003236813A (ja) * | 2002-02-13 | 2003-08-26 | Sekisui Chem Co Ltd | 木質系複合材料の製造方法 |
| JP2003311717A (ja) * | 2002-04-26 | 2003-11-05 | Eidai Co Ltd | 木質繊維板 |
| JP2004050437A (ja) * | 2002-07-16 | 2004-02-19 | Sekisui Chem Co Ltd | 木質系複合材料の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104002361A (zh) * | 2014-06-16 | 2014-08-27 | 中南林业科技大学 | 一种阻燃农作物秸秆/木材复合板铺装系统及铺装方法 |
| CN105818244A (zh) * | 2016-06-13 | 2016-08-03 | 莫晨虹 | 一种环保型轻质纤维板制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110831732A (zh) | 定向刨花板、制造定向刨花板的方法和制造定向刨花板的设备 | |
| US20030150522A1 (en) | Process for producing woody composite material | |
| RU2755311C1 (ru) | Способ изготовления древесноволокнистой панели | |
| KR100914822B1 (ko) | 결합제가 부착된 목질 칩의 배향 적층 장치 및 목질계 복합재료의 제조 방법 | |
| JP3515099B2 (ja) | 木質系複合材の製造方法 | |
| JP2005238502A (ja) | 木質系チップ成形体 | |
| JP2009202597A (ja) | 木質系チップ成形体 | |
| JP3520077B2 (ja) | 木質系複合材料及びその製造方法 | |
| JP4619018B2 (ja) | 木質チップの配向積層装置および配向積層方法 | |
| JP2004322545A (ja) | 木質材片の長さ選別方法 | |
| JP4038186B2 (ja) | 木質チップの配向積層装置 | |
| JP3338030B2 (ja) | 木質系構造材料の製造方法 | |
| JP2012066449A (ja) | 木質系複合材料 | |
| JP2004122686A (ja) | 木質系複合材料の製造方法 | |
| JP2005059308A (ja) | リサイクル木質系複合材、その製造装置及びその製造方法 | |
| JP2010131842A (ja) | 木質チップの配向積層装置 | |
| JP4351604B2 (ja) | 木質材片の配向積層装置 | |
| JP2004050437A (ja) | 木質系複合材料の製造方法 | |
| JP4283563B2 (ja) | 木質マットの搬送装置 | |
| JP3924196B2 (ja) | フォーミング型およびこのフォーミング型を用いた積層マットの製造方法 | |
| JP2007314945A (ja) | 木質系構造材 | |
| JP4012419B2 (ja) | 木質チップ配向積層体 | |
| JP4434812B2 (ja) | 木質チップの配向積層装置 | |
| JP2003326509A (ja) | 破砕木質材料片の含水率調整方法および木質系複合材料の製造方法 | |
| JP2005074675A (ja) | 木質系複合材料の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090116 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090225 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090417 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090417 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090915 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100209 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100608 |