JP2010095348A - アルミニウムコイル用巻芯、アルミニウムコイルおよびアルミニウムコイルの製造方法 - Google Patents
アルミニウムコイル用巻芯、アルミニウムコイルおよびアルミニウムコイルの製造方法 Download PDFInfo
- Publication number
- JP2010095348A JP2010095348A JP2008268285A JP2008268285A JP2010095348A JP 2010095348 A JP2010095348 A JP 2010095348A JP 2008268285 A JP2008268285 A JP 2008268285A JP 2008268285 A JP2008268285 A JP 2008268285A JP 2010095348 A JP2010095348 A JP 2010095348A
- Authority
- JP
- Japan
- Prior art keywords
- aluminum
- coil
- winding
- aluminum plate
- aluminum coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Winding Of Webs (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
Abstract
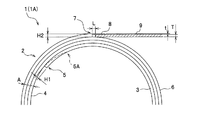
【解決手段】アルミニウムコイル用巻芯1は、紙製のシートを円筒状に平巻きした紙管2からなり、紙管2の内周側にシート3の巻き始めとなる一端部5を備えると共に、紙管2の外周側にシート3の巻き終わりとなる他端部7を備え、一端部5の紙管2の内周面4からの高さH1(mm)が0.5mm以下であり、他端部7に接着テープ8を介してアルミニウム板9の端部が対向するように固定されたときに、他端部7の紙管2の外周面6からの高さH2(mm)が、アルミニウム板9の板厚T(mm)および接着テープ8のテープ厚t(mm)とH2−0.2≦T+t≦H2+0.2の関係を満足することを特徴とする。
【選択図】図2
Description
なお、特許文献1〜3のいずれにも、擦り疵発生防止のために、潤滑剤を併用する方法が記載されている。
前記紙管の内周側に前記シートの巻き始めとなる一端部を備えると共に、前記紙管の外周側に前記シートの巻き終わりとなる他端部を備え、前記一端部の前記紙管の内周面からの高さH1(mm)が0.5mm以下であり、前記他端部に接着テープを介して前記アルミニウム板の端部が対向するように固定されたときに、前記他端部の前記紙管の外周面からの高さH2(mm)が、前記アルミニウム板の板厚T(mm)および前記接着テープのテープ厚t(mm)と下式(1)の関係を満足することを特徴とする。
H2−0.2≦T+t≦H2+0.2・・・(1)
前記マンドレルを回転させて、前記アルミニウムコイル用巻芯の外周に前記アルミニウム板を巻き取る巻取工程とを含むことを特徴とする。
アルミニウム板9を巻き取る巻芯1には、金属管(主に、鉄管)、紙管2が一般的に使用される。また、稀な例としては、アルミニウム管や樹脂管が使用されることもある。金属管および樹脂管は、紙管2と比較すると、巻芯重量が重くなるため、アルミニウム板9の巻取作業におけるマンドレル20(図3(a)、(b)参照)への装着作業、および、顧客ラインのアンコイラー(図示せず)への装着作業において作業性が悪い。また、アルミニウムコイルのグロス重量(アルミニウム板9の重量と巻芯重量の総重量)が、マンドレル20の軸や巻芯両端を支持する軸(受け部)の許容荷重を超えない様にするため、巻き取れるアルミニウム板9の重量が少なくなる。その結果、アルミニウムコイルのコイル外径が小さくなるために顧客ラインで生産性が悪くなる。また、巻芯のコストも高いため、経済的ではない。したがって、本発明において、巻芯1は紙管2を使用する。なお、巻芯1として、紙管2の外周表面がスポンジ等の多孔質樹脂等の緩衝材で覆われたものもあるが、コストが高くなるため、紙管2単体での使用が好ましい。そして、紙管2は、座屈加重140〜160kg、含水率8%以下のものを使用することが好ましい。
紙管には、平巻きタイプと螺旋巻きタイプの2つのタイプがある。平巻きタイプは、図1、図2に示すように、紙製のシート3が積層されるように円筒状に巻いたものである。また、螺旋巻きタイプは、図示しないが、紙製のシート3が互いに重ならないように、螺旋状に巻回して円筒状に形成したものである。
H2−0.2≦T+t≦H2+0.2・・・(1)
また、他端部7の高さH2が上式(1)を満足することによって、アルミニウム板9の巻取径(コイル外径)を1600mmφ程度に大きくしても、巻き取ったアルミニウム板9にコイル外周長周期の擦り疵が発生し難くなる。
図2に示すように、アルミニウムコイル1Aは、前記した巻芯1と、巻芯1の外周に円筒状に巻き取られたアルミニウム板9とを備える。なお、巻芯1については、前記のとおりであるので、説明を省略する。
ここで、接着テープ8の材質およびテープ厚tは、アルミニウム板9を固定できるものであれば特に限定されないが、材質としてポリエチレン(PE)、ポリプロピレン(PP)等、および、テープ厚tとして0.05〜0.2mmが好ましい。また、アルミニウム板9の固定作業の作業性がよいことから、テープ厚t=0.06〜0.15mmのPPテープがより好ましい。なお、接着テープ8は、他端部7に乗り上げない位置に貼り付けることが好ましく、この時の他端部7とアルミニウム板9の先端との距離Lは10mm以下が好ましい。
アルミニウムコイルの製造方法は、アルミニウム板の製造ラインの最終段階であるテンションレベラーラインやスリッターラインにおいて、アルミニウム板を円筒状(コイル状)に巻き取るもので、装着工程、固定工程、巻取工程とを含む。以下、各工程について説明する。
先ず、表1に示すJIS合金品種にてDC鋳造により600mm厚の鋳塊を作製した。この鋳塊について、面削、均質化処理、熱間圧延および冷間圧延を施し、板厚(T):0.3mmのアルミニウム板を製造した。また、矯正装置の出側のテンションリールに、内径:505mmφ、厚み(A):20mm、外径(D):545mmφの表1に示す紙管(巻芯)を装着した。
紙管の一端部の内周面からの高さ(H1)および他端部の外周面からの高さ(H2)は、紙管側面からテーパーゲージを一端部および他端部に当てて、その高さを測定した。実施例(No.1〜9、13)、比較例(No.14〜17、19)は、紙管作製時に使用されたシートの厚みのままの紙管を使用したので、(H1)および(H2)はシートの厚みのままの値であった。実施例(No.10〜12)は、一端部のみをサンドペーパーにて削って、高さ(H1)を各々0.20mmと0.0mmにした紙管を使用した。比較例(No.18)は、螺旋巻き(スパイラル)の紙管(シートの厚み0.60mm)を使用したため、一端部および他端部の高さ(H1、H2)は共に0.0mmであった。比較例(No.20)は、一端部のみをサンドペーパーにて削って、高さ(H1)を0.365mmにした紙管を使用した。
テンションリールで巻き取ったアルミニウムコイル外周の幅中央部から、幅22cm×長さ50cmの切り板(サンプル)を採取し、堀場製作所製のカーボン量測定装置EMIA−111を使用して、そのサンプルで残油量を測定した。サンプル表面に付着した揮発油を酸素気流中で全て燃焼させて生じたCO2ガス量を、予め作成したFTIR検量線の強度換算により定量した値を得て、その値を揮発油のカーボン量で換算して、残油量mg/m2を算出した。
摩擦係数の測定は、前記残油量測定と同じ切り出し方法で採取したサンプルで、HEIDON摩擦摩耗試験機(新東化学株式会社製、TYPE:18L、連続加重式引掻強度試験機)を使用して、分銅(加重):3g、スタイラス先端0.1mmR(ダイヤモンド)、圧延方向に対して平行方向に引掻き速度600mm/minで行った。そして、引掻き走査の際に触針が表面を齧った試験はNGとし、齧らず測定したデータを使用し、圧延方向に平行な方向で各々n=5測定し、測定値の内、最大値と最小値を除くn=3データの平均値とした。その結果を表1に示す。
擦り疵評価については、最小コイル外径が1800mmφを超えてもコイル外周長周期の擦り疵の発生が認められなかったものを優秀:◎、最小コイル外径が1600mmφを超えて1800mmφ以下でコイル外周長周期の擦り疵が認められ、その疵の最大深さが5μm以下のものを極めて良好:○、最小コイル外径が1500mmφ以上1600mmφ以下でコイル外周長周期の擦り疵が認められ、その疵の最大深さが5μm以下のものを良好:△、最小コイル外径が1500mmφ未満で最大深さが5μmを超えるコイル外周長周期の擦り疵が認められたもの不良:×とし、前記評価が◎、○または△を合格とした。
目視検査にて発見されたコイル外周長周期の擦り疵サンプルをVeeco instruments Inc.製(米国)のWYCO NT3300(表面形状測定システム)にて測定して、擦り疵の最大深さを算出した。
<脱脂性評価方法>
前記の擦り傷評価でコイル皮むきを実施した後、2分以上経過したアルミニウムコイルについて、アルミニウム板表面を目視にて検査した。そして、揮発油が揮発し油模様の残存面が視認できなかったものを脱脂性が高い(○)、揮発油が揮発し終わらずに油模様の残存面が視認できたものを脱脂性が低い(△)とした。

1A アルミニウムコイル
2 紙管
3 シート
4 内周面
5 一端部
6 外周面
7 他端部
8 接着テープ
9 アルミニウム板
H1、H2 高さ
T 板厚
t テープ厚
Claims (4)
- アルミニウム板を円筒状に巻き取るアルミニウムコイル用巻芯であって、
紙製のシートを円筒状に平巻きした紙管からなり、
前記紙管の内周側に前記シートの巻き始めとなる一端部を備えると共に、前記紙管の外周側に前記シートの巻き終わりとなる他端部を備え、
前記一端部の前記紙管の内周面からの高さH1(mm)が0.5mm以下であり、
前記他端部に接着テープを介して前記アルミニウム板の端部が対向するように固定されたときに、前記他端部の前記紙管の外周面からの高さH2(mm)が、前記アルミニウム板の板厚T(mm)および前記接着テープのテープ厚t(mm)と下式(1)の関係を満足することを特徴とするアルミニウムコイル用巻芯。
H2−0.2≦T+t≦H2+0.2・・・(1) - 請求項1に記載のアルミニウムコイル用巻芯と、
前記アルミニウムコイル用巻芯の外周に円筒状に巻き取られたアルミニウム板とを備え、前記アルミニウムコイル用巻芯の他端部に接着テープを介して前記アルミニウム板の端部が対向するように固定されていることを特徴とするアルミニウムコイル。 - 請求項1に記載のアルミニウムコイル用巻芯をマンドレルに装着する装着工程と、
前記アルミニウムコイル用巻芯のシートの他端部に接着テープを介してアルミニウム板の端部を対向するように固定する固定工程と、
前記マンドレルを回転させて、前記アルミニウムコイル用巻芯の外周に前記アルミニウム板を巻き取る巻取工程とを含むことを特徴とするアルミニウムコイルの製造方法。 - 前記巻取工程の直前に、前記アルミニウム板の表面に揮発油を塗油する塗油工程を含み、前記揮発油の動粘度が1.4×10−6m2/s以下、残油量が0.1〜10.0mg/m2であることを特徴とする請求項3に記載のアルミニウムコイルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008268285A JP5001927B2 (ja) | 2008-10-17 | 2008-10-17 | アルミニウムコイル用巻芯、アルミニウムコイルおよびアルミニウムコイルの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008268285A JP5001927B2 (ja) | 2008-10-17 | 2008-10-17 | アルミニウムコイル用巻芯、アルミニウムコイルおよびアルミニウムコイルの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010095348A true JP2010095348A (ja) | 2010-04-30 |
| JP5001927B2 JP5001927B2 (ja) | 2012-08-15 |
Family
ID=42257317
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008268285A Active JP5001927B2 (ja) | 2008-10-17 | 2008-10-17 | アルミニウムコイル用巻芯、アルミニウムコイルおよびアルミニウムコイルの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5001927B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105463351A (zh) * | 2015-12-31 | 2016-04-06 | 中铝西南铝冷连轧板带有限公司 | 减少铝材退火缺陷的方法 |
| JP2016140951A (ja) * | 2015-02-03 | 2016-08-08 | 日本プラスチック工業株式会社 | 巻き芯の製造方法および巻き芯 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63161266U (ja) * | 1986-11-21 | 1988-10-21 | ||
| JP2003040495A (ja) * | 2001-07-24 | 2003-02-13 | Fuji Photo Film Co Ltd | 巻芯及び平版印刷版の巻取り方法 |
| JP2003170512A (ja) * | 2001-12-07 | 2003-06-17 | E Pack:Kk | 平巻紙管の製造方法 |
-
2008
- 2008-10-17 JP JP2008268285A patent/JP5001927B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63161266U (ja) * | 1986-11-21 | 1988-10-21 | ||
| JP2003040495A (ja) * | 2001-07-24 | 2003-02-13 | Fuji Photo Film Co Ltd | 巻芯及び平版印刷版の巻取り方法 |
| JP2003170512A (ja) * | 2001-12-07 | 2003-06-17 | E Pack:Kk | 平巻紙管の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016140951A (ja) * | 2015-02-03 | 2016-08-08 | 日本プラスチック工業株式会社 | 巻き芯の製造方法および巻き芯 |
| CN105463351A (zh) * | 2015-12-31 | 2016-04-06 | 中铝西南铝冷连轧板带有限公司 | 减少铝材退火缺陷的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5001927B2 (ja) | 2012-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101459984B1 (ko) | 스테인리스강판 및 그 제조방법 | |
| JP2007222884A (ja) | 鋼の連続鋳造鋳片の製造方法および鋳片の表層欠陥手入システム。 | |
| JP5001927B2 (ja) | アルミニウムコイル用巻芯、アルミニウムコイルおよびアルミニウムコイルの製造方法 | |
| JP2004298938A (ja) | アルミニウム薄板および箔とその製造方法 | |
| JP5402610B2 (ja) | 耐油汚れ付着性及び耐指紋視認性に優れたステンレス鋼 | |
| JP2011110594A (ja) | 表面光沢に優れたフェライト系ステンレス冷延鋼帯の製造方法 | |
| JP5202036B2 (ja) | 平面性が優れたアルミニウム条材の製造方法 | |
| JP2007196250A (ja) | 金属帯の冷間圧延方法 | |
| JP5452467B2 (ja) | 金属条の連続繰り返し圧延方法 | |
| JP4456450B2 (ja) | 表面性状に優れた磨き棒鋼の製造方法 | |
| JP4655826B2 (ja) | 感光性樹脂版材用冷延鋼板とその製造方法 | |
| JP2020163402A (ja) | フェライト系ステンレス薄板の製造方法およびフェライト系ステンレス薄板 | |
| JP5396793B2 (ja) | 建材用極薄冷延鋼板およびその製造方法 | |
| JP2002113503A (ja) | 金属帯の連続式調質圧延における溶接継手部通過時の荷重制御方法 | |
| JP2006272347A (ja) | 熱延鋼板の調質圧延方法 | |
| JP4052140B2 (ja) | 鋼板の形状矯正方法 | |
| JP2004308005A (ja) | 電解コンデンサ電極用アルミニウム材およびその製造方法、並びに電解コンデンサ | |
| JP2004314125A (ja) | ビード付プレス金型設計方法およびビード付プレス金型 | |
| JP4617956B2 (ja) | 熱間圧延時の目標板厚設定方法 | |
| JP5135553B2 (ja) | 長寿命冷延ロール | |
| JP2004122210A (ja) | 金属帯の冷間圧延方法 | |
| JP5753389B2 (ja) | 印刷版用アルミニウム合金板およびその製造方法 | |
| JP2008254044A (ja) | 3ピース缶用鋼板とその製造方法及びその製造に用いる装置 | |
| JP2004283900A (ja) | 鋼板の巻き取り方法 | |
| JPH10249405A (ja) | 光沢の優れた金属板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120419 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120424 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120518 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5001927 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |