JP2010087122A - 切削装置 - Google Patents
切削装置 Download PDFInfo
- Publication number
- JP2010087122A JP2010087122A JP2008252992A JP2008252992A JP2010087122A JP 2010087122 A JP2010087122 A JP 2010087122A JP 2008252992 A JP2008252992 A JP 2008252992A JP 2008252992 A JP2008252992 A JP 2008252992A JP 2010087122 A JP2010087122 A JP 2010087122A
- Authority
- JP
- Japan
- Prior art keywords
- frame
- cutting
- holding table
- cutting blade
- dressing board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001514 detection method Methods 0.000 claims abstract description 26
- 230000002093 peripheral effect Effects 0.000 claims abstract description 18
- 239000002390 adhesive tape Substances 0.000 claims abstract description 12
- 239000000758 substrate Substances 0.000 abstract description 22
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images


Landscapes
- Dicing (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
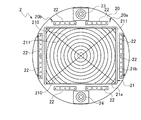
【解決手段】保持テーブル2は、回転可能な円形板20の中央部に矩形の吸引保持部21が配設され、吸引保持部21の周囲にフレームの枠体を磁着させるマグネット部22が配設され、マグネット部22の外周側に、ドレッシングボードを支持するドレッシングボード支持部23と、ドレッシングボード支持部23と点対称の位置に切削ブレードの垂直方向の運動の原点位置検出の際に切削ブレードを接触させる検出プレートを支持する検出プレート支持部24とが配設されて構成され、粘着テープを介してフレームに支持された被加工物を保持テーブル2が保持した状態で、ドレッシングボード支持部23と検出プレート支持部24とがフレームの枠体の外周側において露出するようにする。
【選択図】図2
Description
フレームは、マグネット部によって磁着される矩形の枠体と、少なくとも枠体の対辺の外側に形成された一対の円弧状の把持部とから構成され、フレームに支持された被加工物が吸引保持部に保持されると共に枠体がマグネット部に磁着された状態で、ドレッシングボード支持部と検出プレート支持部とが枠体の外周側において露出するようにしたものである。
2:保持テーブル
20:円形板 20a、20b:位置決めピン
21:吸引保持部 210:円弧状吸引溝 211:直線状吸引溝
22:マグネット部
23:ドレッシングボード支持部 230:ドレッシングボード
24:検出プレート支持部 240:検出プレート
3:切削手段
30:スピンドル 31:ハウジング 32:切削ブレード
33:アライメント手段 330:撮像部
34:ブレードカバー 340:切削水ノズル
4:X軸送り手段
40:ボールネジ 41:ガイドレール 42:モータ 43:スライド部
44:回転駆動部
5:Y軸送り手段
50:ボールネジ 51:ガイドレール 52:パルスモータ 53:スライド部
6:Z軸送り手段
60:ボールネジ 61:ガイドレール 62:パルスモータ 63:支持部
7:フレーム
70:枠体 700:長辺 701:短辺 700a,700b:位置決め用切り欠き
71:把持部 72:開口部
8:粘着テープ 9:パッケージ基板
10:制御部
Claims (1)
- 被加工物を保持する保持テーブルと、該保持テーブルに保持された被加工物を切削する切削ブレードを有する切削手段とを少なくとも備えた切削装置であって、
該保持テーブルは、回転可能な円形板と、該円形板の中央部に形成された矩形の吸引保持部と、該吸引保持部の周囲に配設されたマグネット部と、該マグネット部の外周側に配設されドレッシングボードを支持するドレッシングボード支持部と、該円形板の回転中心を基準として該ドレッシングボード支持部と点対称の位置に配設され該切削手段を構成する切削ブレードの垂直方向の運動の原点位置検出の際に該切削ブレードを接触させる検出プレートを支持する検出プレート支持部とから構成され、
被加工物は、粘着テープを介してフレームに支持され、
該フレームは、該マグネット部によって磁着される矩形の枠体と、少なくとも該枠体の対辺の外側に形成された一対の円弧状の把持部とから構成され、
該フレームに支持された被加工物が該吸引保持部に保持されると共に該枠体が該マグネット部に磁着された状態で、該ドレッシングボード支持部と該検出プレート支持部とが該枠体の外周側において露出する切削装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008252992A JP5199812B2 (ja) | 2008-09-30 | 2008-09-30 | 切削装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008252992A JP5199812B2 (ja) | 2008-09-30 | 2008-09-30 | 切削装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010087122A true JP2010087122A (ja) | 2010-04-15 |
| JP5199812B2 JP5199812B2 (ja) | 2013-05-15 |
Family
ID=42250822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008252992A Active JP5199812B2 (ja) | 2008-09-30 | 2008-09-30 | 切削装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5199812B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140004577A (ko) * | 2012-07-03 | 2014-01-13 | 가부시기가이샤 디스코 | 절삭 장치의 척 테이블 기구 |
| KR20150123705A (ko) * | 2014-04-25 | 2015-11-04 | 가부시기가이샤 디스코 | 절삭 장치 |
| CN106903810A (zh) * | 2015-10-21 | 2017-06-30 | 株式会社迪思科 | 切削装置 |
| CN114210884A (zh) * | 2021-11-29 | 2022-03-22 | 江西德尔诚半导体有限公司 | 一种用于二极管生产的切脚装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07283171A (ja) * | 1994-04-04 | 1995-10-27 | Disco Abrasive Syst Ltd | サブテーブル付きチャックテーブル |
| JPH11345787A (ja) * | 1998-06-01 | 1999-12-14 | Disco Abrasive Syst Ltd | ダイシング装置 |
| JP2000306864A (ja) * | 1999-04-22 | 2000-11-02 | Apic Yamada Corp | 短冊ワークダイシング用フィルム取付フレーム |
| JP2008078424A (ja) * | 2006-09-21 | 2008-04-03 | Disco Abrasive Syst Ltd | 切削装置 |
-
2008
- 2008-09-30 JP JP2008252992A patent/JP5199812B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07283171A (ja) * | 1994-04-04 | 1995-10-27 | Disco Abrasive Syst Ltd | サブテーブル付きチャックテーブル |
| JPH11345787A (ja) * | 1998-06-01 | 1999-12-14 | Disco Abrasive Syst Ltd | ダイシング装置 |
| JP2000306864A (ja) * | 1999-04-22 | 2000-11-02 | Apic Yamada Corp | 短冊ワークダイシング用フィルム取付フレーム |
| JP2008078424A (ja) * | 2006-09-21 | 2008-04-03 | Disco Abrasive Syst Ltd | 切削装置 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140004577A (ko) * | 2012-07-03 | 2014-01-13 | 가부시기가이샤 디스코 | 절삭 장치의 척 테이블 기구 |
| JP2014011422A (ja) * | 2012-07-03 | 2014-01-20 | Disco Abrasive Syst Ltd | 切削装置のチャックテーブル機構 |
| KR101973211B1 (ko) | 2012-07-03 | 2019-04-26 | 가부시기가이샤 디스코 | 절삭 장치의 척 테이블 기구 |
| KR20150123705A (ko) * | 2014-04-25 | 2015-11-04 | 가부시기가이샤 디스코 | 절삭 장치 |
| KR102243424B1 (ko) * | 2014-04-25 | 2021-04-21 | 가부시기가이샤 디스코 | 절삭 장치 |
| CN106903810A (zh) * | 2015-10-21 | 2017-06-30 | 株式会社迪思科 | 切削装置 |
| US10022838B2 (en) | 2015-10-21 | 2018-07-17 | Disco Corporation | Cutting apparatus |
| CN106903810B (zh) * | 2015-10-21 | 2020-02-21 | 株式会社迪思科 | 切削装置 |
| CN114210884A (zh) * | 2021-11-29 | 2022-03-22 | 江西德尔诚半导体有限公司 | 一种用于二极管生产的切脚装置 |
| CN114210884B (zh) * | 2021-11-29 | 2022-11-18 | 江西德尔诚半导体有限公司 | 一种用于二极管生产的切脚装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5199812B2 (ja) | 2013-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010021464A (ja) | 加工装置のチャックテーブル | |
| US9455175B2 (en) | Conveying apparatus | |
| JP2009012127A (ja) | 切削装置 | |
| JP5199812B2 (ja) | 切削装置 | |
| US20190378732A1 (en) | Treatment apparatus for treating workpiece | |
| KR102243424B1 (ko) | 절삭 장치 | |
| JP2012101293A (ja) | 加工方法 | |
| TW201838009A (zh) | 被加工物的切割方法 | |
| JP2013086188A (ja) | 加工装置 | |
| JP2011014568A (ja) | 切削装置 | |
| JP2013202704A (ja) | 研削装置及び研削方法 | |
| JP6173813B2 (ja) | 立型加工機 | |
| JP6689542B2 (ja) | 切削装置 | |
| JP2010118426A (ja) | 保持テーブルおよび加工装置 | |
| JP2010010267A (ja) | 半導体ウエーハの加工装置 | |
| JP2005158782A (ja) | 半導体ウェーハの加工方法。 | |
| JP2005142202A (ja) | 切削装置及び切削ブレードのセットアップ方法 | |
| JP6193133B2 (ja) | 加工装置 | |
| JP5990040B2 (ja) | 切削装置 | |
| JP2017157748A (ja) | 切削装置 | |
| JP5889025B2 (ja) | 研削装置 | |
| JP2010005717A (ja) | 加工装置 | |
| JP2010253576A (ja) | 切削装置 | |
| JP7190295B2 (ja) | 切削装置及びパッケージ基板の加工方法 | |
| JP2017080835A (ja) | バイト切削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130208 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5199812 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |