JP2010082657A - 引抜ダイス - Google Patents
引抜ダイス Download PDFInfo
- Publication number
- JP2010082657A JP2010082657A JP2008254489A JP2008254489A JP2010082657A JP 2010082657 A JP2010082657 A JP 2010082657A JP 2008254489 A JP2008254489 A JP 2008254489A JP 2008254489 A JP2008254489 A JP 2008254489A JP 2010082657 A JP2010082657 A JP 2010082657A
- Authority
- JP
- Japan
- Prior art keywords
- die
- drawing die
- linear
- linear portion
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



















Landscapes
- Photoreceptors In Electrophotography (AREA)
- Metal Extraction Processes (AREA)
Abstract
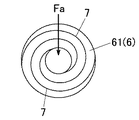
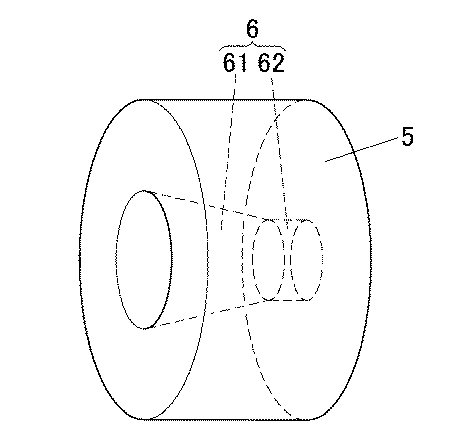
【解決手段】本発明は、ダイス孔6を有し、長尺なワーク1をダイス孔6に通過させるように引っ張って引抜加工を行うようにした引抜ダイスを対象とする。ダイス孔6の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成される線条部7が、軸心に対し、ねじれた方向に沿って設けられる。
【選択図】図4
Description
前記ダイス孔の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成される線条部が、軸心に対し、ねじれた方向に沿って設けられたことを特徴とする引抜ダイス。
前記アプローチ部および前記ベアリング部のいずれか一方に、前記線条部が設けられる前項1または2に記載の引抜ダイス。
前記ダイス孔の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成され、かつ軸心に対し、ねじれた方向に沿って配置される線条部を形成する工程と、を含み、
前記線条部を、放電加工によって形成するようにしたことを特徴とする引抜ダイスの製造方法。
前記ダイス孔の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成され、かつ軸心に対し、ねじれた方向に沿って配置される線条部を形成する工程と、を含み、
前記線条部を、薬品を用いたエッチング処理によって形成するようにしたことを特徴とする引抜ダイスの製造方法。
ダイス孔を有し、そのダイス孔の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成される線条部が、軸心に対し、ねじれた方向に沿って設けられた引抜ダイスを準備しておき、
ワークを前記引抜ダイスのダイス孔に通過させるように引っ張って成形するようにしたことを特徴とする引抜加工方法。
管表面に沿って周方向に流動された管構成材料が、押出管の表面欠陥上にオーバーハングされることによって、表面欠陥修正部が設けられたことを特徴とする引抜管。
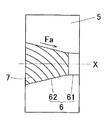
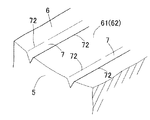
上記図2と同様な引抜装置を準備した。この引抜装置の引抜ダイス(5)として、アプローチ部(61)の軸心(X)に対する角度(アプローチ角)が15°、ベアリング部(62)の軸心方向長さ(ベアリング長さ)が15mmに設定され、さらにアプローチ部(61)に、V字状の溝部からなる線条部(7)が、図10に示す形状に形成されたもの(図10凹型)を準備した。この場合、線条部(7)の溝幅を0.5mmに設定し、線条部(7)の両側開口縁部(72)に、バリを除去した上で、曲率半径0,1mmのR面取り部を形成しておいた。なおこの引抜ダイス(5)のベアリング部(62)には、格別な加工を行わず、現状通り平坦のままにしてある。
引抜ダイス(5)として、アプローチ部(61)に、溝部からなる線条部(7)が、図11に示す形状で形成され、その他の構成は、上記実施例1と同様のもの(図11凹型)を準備した。
引抜ダイス(5)として、アプローチ部(61)に、溝部からなる線条部(7)が、図12に示す形状で形成され、その他の構成は、上記実施例1と同様のもの(図12凹型)を準備した。
引抜ダイス(5)として、アプローチ部(61)に、溝幅が0.1mmの溝部からなる線条部(7)が、図12に示す形状で形成され、その他の構成は、上記実施例1と同様のもの(図12凹型)を準備した。
引抜ダイス(5)として、アプローチ部(61)に、溝幅が3.0mmの溝部からなる線条部(7)が、図12に示す形状で形成され、その他の構成は、上記実施例1と同様のもの(図12凹型)を準備した。
引抜ダイス(5)として、アプローチ部(61)に、逆V字状(山状)の突条部(7)からなる線条部(7)が、図10に示す形状で形成されたもの(図10凸型)を準備した。この場合、線条部(7)の高さを0.5mmに設定し、線条部(7)の山頂部(角部71)に、曲率半径0,1mmのR面取り部を形成した。その他の構成は、上記実施例1と同様である。
引抜ダイス(5)として、アプローチ部(61)に、突条部(7)からなる線条部(7)が、図11に示す形状で形成され、その他の構成は、上記実施例6と同様のもの(図11凸型)を準備した。
引抜ダイス(5)として、アプローチ部(61)に、突条部(7)からなる線条部(7)が、図12に示す形状で形成され、その他の構成は、上記実施例6と同様のもの(図12凸型)を準備した。
引抜ダイス(5)として、アプローチ部(61)に、高さが0.1mmの突条部(7)からなる線条部(7)が、図12に示す形状で形成され、その他の構成は、上記実施例6と同様のもの(図12凸型)を準備した。
引抜ダイス(5)として、アプローチ部(61)に、高さが1.5mmの突条部(7)からなる線条部(7)が、図12に示す形状で形成され、その他の構成は、上記実施例6と同様のもの(図12凸型)を準備した。
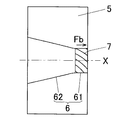
引抜ダイス(5)として、ベアリング部(62)に、V字状の溝部からなる線条部(7)が、図13に示す形状に形成されたもの(図13凹型)を準備した。この場合、線条部(7)の溝幅を0.5mmに設定し、線条部(7)の両側開口縁部(72)に、バリを除去した上で、曲率半径0,1mmのR面取り部を形成しておいた。なおこの引抜ダイス(5)のアプローチ部(61)には、格別な加工を行わず、現状通り平坦のままにしてある。その他の構成は上記各実施例と同様である。
引抜ダイス(5)として、ベアリング部(62)に、溝部からなる線条部(7)が、図14に示す形状で形成され、その他の構成は、上記実施例11と同様のもの(図14凹型)を準備した。
引抜ダイス(5)として、ベアリング部(62)に、溝部からなる線条部(7)が、図15に示す形状で形成され、その他の構成は、上記実施例11と同様のもの(図15凹型)を準備した。
引抜ダイス(5)として、ベアリング部(62)に、溝幅が0.1mmの溝部からなる線条部(7)が、図14に示す形状で形成され、その他の構成は、上記実施例11と同様のもの(図14凹型)を準備した。
引抜ダイス(5)として、ベアリング部(62)に、溝幅が3.0mmの溝部からなる線条部(7)が、図14に示す形状で形成され、その他の構成は、上記実施例11と同様のもの(図14凹型)を準備した。
引抜ダイス(5)として、ベアリング部(62)に、逆V字状(山状)の突条部(7)からなる線条部(7)が、図13に示す形状で形成されたもの(図13凸型)を準備した。この場合、線条部(7)の高さを0.5mmに設定し、線条部(7)の山頂部(角部71)に、曲率半径0,1mmのR面取り部を形成した。その他の構成は、上記実施例11と同様である。
引抜ダイス(5)として、ベアリング部(62)に、突条部(7)からなる線条部(7)が、図14に示す形状で形成され、その他の構成は、上記実施例16と同様のもの(図14凸型)を準備した。
引抜ダイス(5)として、ベアリング部(62)に、突条部(7)からなる線条部(7)が、図15に示す形状で形成され、その他の構成は、上記実施例16と同様のもの(図15凸型)を準備した。
引抜ダイス(5)として、ベアリング部(62)に、高さが0.1mmの突条部(7)からなる線条部(7)が、図14に示す形状で形成され、その他の構成は、上記実施例16と同様のもの(図14凸型)を準備した。
引抜ダイス(5)として、ベアリング部(62)に、高さが1.5mmの突条部(7)からなる線条部(7)が、図14に示す形状で形成され、その他の構成は、上記実施例16と同様のもの(図14凸型)を準備した。
溝状線条部(7)における両側開口縁部(72)にR面取り部を形成しない点を除き、上記実施例3と同様の引抜ダイス(5)を準備した。
突条の線条部(7)における先端角部(71)にR面取り部を形成しない点を除き、上記実施例7と同様の引抜ダイス(5)を準備した。
突条の線条部(7)における先端角部(71)にR面取り部を形成しない点を除き、上記実施例8と同様の引抜ダイス(5)を準備した。
従来の引抜ダイス、つまりアプローチ部およびベアリングに、格別な加工を行わずに、現状通り平坦のままの引抜ダイスを準備した。
引抜ダイスとして、アプローチ部に、幅0.5mmのV字状の溝部からなる線条部が、図20に示す形状に形成され、その他の構成は、上記実施例1と同様のもの(図20凹型)を準備した。
引抜ダイスとして、アプローチ部に、幅0.5mmの逆V字状(山状)の突条部からなる線条部が、図20に示す形状に形成され、その他の構成は、上記比較例2と同様のもの(図20凸型)を準備した。
引抜ダイスとして、ベアリング部に、溝幅0.5mmのV字状の溝部からなる線条部が、図22に示す形状に形成され、その他の構成は、上記実施例6と同様のもの(図22凹型)を準備した。
引抜ダイスとして、ベアリング部に、高さ0.5mmの逆V字状(山状)の突条部からなる線条部が、図22に示す形状に形成され、その他の構成は、上記比較例4と同様のもの(図22凸型)を準備した。
以上の実施例および比較例から明らかなように、本発明に関連した実施例1〜23のアルミニウム管は、表面欠陥を修正できて、良好な表面平滑性を得ることができた。従って実施例のアルミニウム管は、感光ドラム基体用として好適に用いることができる。
11…ダイスライン(表面欠陥)
2…アルミニウ素管(引抜加工品、引抜管)
21…表面欠陥修正部
5…引抜ダイス
6…ダイス孔
61…アプローチ部
62…ベアリング部
X…軸線
Claims (14)
- ダイス孔を有し、長尺なワークを前記ダイス孔に通過させるように引っ張って引抜加工を行うようにした引抜ダイスであって、
前記ダイス孔の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成される線条部が、軸心に対し、ねじれた方向に沿って設けられたことを特徴とする引抜ダイス。 - 前記線条部が、前記ダイス孔の内周面に螺旋状に複数条設けられる請求項1に記載の引抜ダイス。
- 前記ダイス孔の内周面は、その引抜方向の上流側にアプローチ部が設けられるとともに、下流側にベアリング部が設けられ、
前記アプローチ部および前記ベアリング部のいずれか一方に、前記線条部が設けられる請求項1または2に記載の引抜ダイス。 - 前記線条部が、溝部によって構成され、その溝幅が0.1〜3mmに設定される請求項1〜3のいずれか1項に記載の引抜ダイス。
- 前記線条部が、V字形状、U字形状、矩形状、半円形状またはそれらに近似する形状の断面を有する請求項4に記載の引抜ダイス。
- 前記線条部の両側開口縁部が、曲率半径0.1mm以上の円弧状に形成される請求項4または5に記載の引抜ダイス。
- 前記線条部が、突条部によって構成され、その高さが0.1〜1mmに設定される請求項1〜3のいずれか1項に記載の引抜ダイス。
- 前記線条部が、逆V字形状、逆U字形状、矩形状、半円形状またはそれらに近似する形状の断面を有する請求項7に記載の引抜ダイス。
- 前記線条部が、断面多角形状の突条部によって構成されるとともに、その線条部の角部が、曲率半径0.1mm以上の円弧状に形成される請求項1〜3のいずれか1項に記載の引抜ダイス。
- ワークが、アルミニウムまたはその合金からなる押出管によって構成される請求項1〜9のいずれか1項に記載の引抜ダイス。
- ダイス孔を有し、長尺なワークを前記ダイス孔に通過させるように引っ張って引抜加工を行うようにした引抜ダイスを準備する工程と、
前記ダイス孔の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成され、かつ軸心に対し、ねじれた方向に沿って配置される線条部を形成する工程と、を含み、
前記線条部を、放電加工によって形成するようにしたことを特徴とする引抜ダイスの製造方法。 - ダイス孔を有し、長尺なワークを前記ダイス孔に通過させるように引っ張って引抜加工を行うようにした引抜ダイスを準備する工程と、
前記ダイス孔の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成され、かつ軸心に対し、ねじれた方向に沿って配置される線条部を形成する工程と、を含み、
前記線条部を、薬品を用いたエッチング処理によって形成するようにしたことを特徴とする引抜ダイスの製造方法。 - 長尺なワークを引抜加工するための引抜加工方法であって、
ダイス孔を有し、そのダイス孔の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成される線条部が、軸心に対し、ねじれた方向に沿って設けられた引抜ダイスを準備しておき、
ワークを前記引抜ダイスのダイス孔に通過させるように引っ張って成形するようにしたことを特徴とする引抜加工方法。 - 押出加工によって得られる押出管を引抜加工して得られる引抜管であって、
管表面に沿って周方向に流動された管構成材料が、押出管の表面欠陥上にオーバーハングされることによって、表面欠陥修正部が設けられたことを特徴とする引抜管。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254489A JP5180759B2 (ja) | 2008-09-30 | 2008-09-30 | 引抜ダイス |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254489A JP5180759B2 (ja) | 2008-09-30 | 2008-09-30 | 引抜ダイス |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010082657A true JP2010082657A (ja) | 2010-04-15 |
| JP5180759B2 JP5180759B2 (ja) | 2013-04-10 |
Family
ID=42247136
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008254489A Expired - Fee Related JP5180759B2 (ja) | 2008-09-30 | 2008-09-30 | 引抜ダイス |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5180759B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101823083A (zh) * | 2010-04-29 | 2010-09-08 | 浙江伦宝金属管业有限公司 | 冷拔管材用外模组件 |
| JP2012088484A (ja) * | 2010-10-19 | 2012-05-10 | Kobe Steel Ltd | 電子写真感光体支持体用アルミニウム押出管 |
| KR101148183B1 (ko) | 2011-09-07 | 2012-05-29 | (주)대신제일 | 부스바 제조방법 및 금형 |
| WO2013005599A1 (ja) * | 2011-07-01 | 2013-01-10 | 昭和電工株式会社 | アルミニウム合金及びアルミニウム合金押出材の製造方法 |
| KR101226694B1 (ko) | 2011-01-14 | 2013-01-25 | 지영준 | 알루미늄합금관과 그 인발장치 |
| CN113043519A (zh) * | 2019-12-27 | 2021-06-29 | 天津中利特自动化设备科技有限公司 | 一种高稳定性挤涨包设备 |
| CN114425570A (zh) * | 2022-03-18 | 2022-05-03 | 浙江三基钢管有限公司 | 一种冷拔模具 |
| CN120055074A (zh) * | 2025-03-05 | 2025-05-30 | 惠州市君豪盛实业有限公司 | 一种易切削钢棒的精密加工方法及设备 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106955902B (zh) * | 2017-05-25 | 2018-09-14 | 天津工业大学 | 一种管材旋挤成形模具及其成形方法 |
| CN107685084A (zh) * | 2017-08-17 | 2018-02-13 | 西京学院 | 一种管材螺旋挤压成形模具及其使用方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5174528U (ja) * | 1974-12-09 | 1976-06-11 | ||
| JPS5736014A (ja) * | 1980-08-14 | 1982-02-26 | Tamio Ishida | Naikeigashinendegaikeigakannonagatehokonitaishiterasenkeijonoototsumoyotosuruhikinukikakonyorukinzokukannoseizohoho |
| JPH0866715A (ja) * | 1994-08-30 | 1996-03-12 | Sumitomo Metal Ind Ltd | 高平滑な外表面を有する線・棒材の製造方法 |
| JPH0999314A (ja) * | 1995-10-05 | 1997-04-15 | Showa Alum Corp | 引抜管の製造方法 |
| JP2006159288A (ja) * | 2004-11-09 | 2006-06-22 | Showa Denko Kk | アルミニウム管の製造方法 |
-
2008
- 2008-09-30 JP JP2008254489A patent/JP5180759B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5174528U (ja) * | 1974-12-09 | 1976-06-11 | ||
| JPS5736014A (ja) * | 1980-08-14 | 1982-02-26 | Tamio Ishida | Naikeigashinendegaikeigakannonagatehokonitaishiterasenkeijonoototsumoyotosuruhikinukikakonyorukinzokukannoseizohoho |
| JPH0866715A (ja) * | 1994-08-30 | 1996-03-12 | Sumitomo Metal Ind Ltd | 高平滑な外表面を有する線・棒材の製造方法 |
| JPH0999314A (ja) * | 1995-10-05 | 1997-04-15 | Showa Alum Corp | 引抜管の製造方法 |
| JP2006159288A (ja) * | 2004-11-09 | 2006-06-22 | Showa Denko Kk | アルミニウム管の製造方法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101823083A (zh) * | 2010-04-29 | 2010-09-08 | 浙江伦宝金属管业有限公司 | 冷拔管材用外模组件 |
| JP2012088484A (ja) * | 2010-10-19 | 2012-05-10 | Kobe Steel Ltd | 電子写真感光体支持体用アルミニウム押出管 |
| KR101226694B1 (ko) | 2011-01-14 | 2013-01-25 | 지영준 | 알루미늄합금관과 그 인발장치 |
| WO2013005599A1 (ja) * | 2011-07-01 | 2013-01-10 | 昭和電工株式会社 | アルミニウム合金及びアルミニウム合金押出材の製造方法 |
| JP2013014797A (ja) * | 2011-07-01 | 2013-01-24 | Showa Denko Kk | アルミニウム合金及びアルミニウム合金押出材の製造方法 |
| CN103443313A (zh) * | 2011-07-01 | 2013-12-11 | 昭和电工株式会社 | 铝合金和铝合金挤压材料的制造方法 |
| US9885995B2 (en) | 2011-07-01 | 2018-02-06 | Showa Denko K.K. | Aluminum alloy and process for producing aluminum alloy extrusions |
| KR101148183B1 (ko) | 2011-09-07 | 2012-05-29 | (주)대신제일 | 부스바 제조방법 및 금형 |
| CN113043519A (zh) * | 2019-12-27 | 2021-06-29 | 天津中利特自动化设备科技有限公司 | 一种高稳定性挤涨包设备 |
| CN114425570A (zh) * | 2022-03-18 | 2022-05-03 | 浙江三基钢管有限公司 | 一种冷拔模具 |
| CN120055074A (zh) * | 2025-03-05 | 2025-05-30 | 惠州市君豪盛实业有限公司 | 一种易切削钢棒的精密加工方法及设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5180759B2 (ja) | 2013-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5180759B2 (ja) | 引抜ダイス | |
| JP5230215B2 (ja) | 感光ドラム基体用アルミニウム管の製造方法 | |
| JP4920952B2 (ja) | アルミニウム管の製造方法 | |
| JP2008161940A (ja) | 加工性に優れた鍛接鋼管およびその製造方法、並びに製造設備列 | |
| JP2009214172A (ja) | アルミニウム押出管及びアルミニウム引抜管 | |
| JP2005099774A (ja) | 表面品質に優れたアルミニウム管及びその製造方法と製造装置並びに感光ドラム基体 | |
| JP2010120069A (ja) | シーム有りフラックス入りワイヤ用帯鋼及びシーム有りフラックス入りワイヤの製造方法 | |
| Ozawa et al. | Fabrication of ring groove on inner surface of cylindrical blank by ironing from outer surface | |
| JP6239717B2 (ja) | 感光ドラム用基体の製造方法 | |
| JP4888252B2 (ja) | 継目無管の冷間圧延方法 | |
| US20130340587A1 (en) | Shaving tool | |
| JP5123476B2 (ja) | 感光ドラム基体用パイプの製造方法及び感光ドラム基体用パイプの製造装置 | |
| JP5552350B2 (ja) | 医療用パイプの製造方法 | |
| JP5366913B2 (ja) | 電子写真感光体支持体用アルミニウム円筒管の製造方法 | |
| JP5149836B2 (ja) | 管状ワーク用引抜加工装置 | |
| JP2009142888A (ja) | 引抜き加工用ダイス | |
| JP5290740B2 (ja) | 感光ドラム基体用アルミニウム管の製造方法 | |
| JPH07199507A (ja) | 感光体基盤用アルミニウム管の製造方法 | |
| JP5741675B2 (ja) | 溶接ワイヤの連結方法 | |
| JP5408388B1 (ja) | 継目無管の冷間圧延方法 | |
| JP6637731B2 (ja) | 感光ドラム基体 | |
| JP4192971B2 (ja) | 金属管の冷間圧延方法 | |
| JP4077859B2 (ja) | 加工性に優れた鍛接鋼管およびその製造方法、並びに製造設備列 | |
| JPH0929535A (ja) | アルミニウム材の押出し加工装置 | |
| JPH07199506A (ja) | 感光体基盤用アルミニウム管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110603 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120418 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120618 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130111 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5180759 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160118 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| LAPS | Cancellation because of no payment of annual fees |