JP2010082630A - ダイカストマシンの移動ダイプレート - Google Patents
ダイカストマシンの移動ダイプレート Download PDFInfo
- Publication number
- JP2010082630A JP2010082630A JP2008251299A JP2008251299A JP2010082630A JP 2010082630 A JP2010082630 A JP 2010082630A JP 2008251299 A JP2008251299 A JP 2008251299A JP 2008251299 A JP2008251299 A JP 2008251299A JP 2010082630 A JP2010082630 A JP 2010082630A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- plate
- die
- back support
- die plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
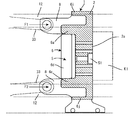
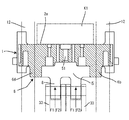
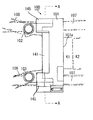
【解決手段】ダイカストマシンMの移動ダイプレート1を(a)金型取付面2a、およびタイバー12が挿通されるタイバーガイド孔4の穿設されたタイバーガイド部3をその四隅に備える金型取付板2と、(b)金型取付板2の背面にて、移動金型K1の外形をカバーするように突設され、一定の幅Wを持ち、その内側が凹設状に凹堀部5となっている略八角形凸畝状のバックサポート部6と、(c)バックサポート部6に設けられた型締め用トグル機構Tのトグルアーム取付部8とで構成することにより上記課題を解決することができる。
【選択図】図4
Description
(a)金型取付面2a、およびタイバー12が挿通されるタイバーガイド孔4の穿設されたタイバーガイド部3をその四隅に備える金型取付板2と、
(b)金型取付板2の背面にて、金型取付板2に取り付けられた移動金型K1の外形をカバーするように設けられ、一定の幅Wを持ち、その内側が凹設状に凹堀部5となっている略八角形凸畝状のバックサポート部6と、
(c)バックサポート部6に設けられた型締め用トグル機構Tのトグルアーム取付部8とで構成されたことを特徴とする。
K1…金型
W …バックサポート部の幅
T …トグル機構
1 …移動ダイプレート
2 …金型取付板
2a…金型取付面
3 …タイバーガイド部
4 …タイバーガイド孔
5 …凹堀部
6 …バックサポート部
7 …補強リブ
8 …トグルアーム取付部
Claims (2)
- (a)金型取付面、およびタイバーが挿通されるタイバーガイド孔の穿設されたタイバーガイド部をその四隅に備える金型取付板と、
(b)前記金型取付板の背面にて、前記金型取付板に取り付けられた金型の外形をカバーするように設けられ、一定の幅を持ち、その内側が凹設状に凹堀部となっている略八角形凸畝状のバックサポート部と、
(c)前記バックサポート部に設けられた型締め用トグル機構用のトグルアーム取付部とで構成されたことを特徴とするダイカストマシンの移動ダイプレート。 - 前記タイバーガイド部と前記バックサポート部とが補強リブで接続されていることを特徴とする請求項1に記載のダイカストマシンの移動ダイプレート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008251299A JP5555414B2 (ja) | 2008-09-29 | 2008-09-29 | ダイカストマシンの移動ダイプレート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008251299A JP5555414B2 (ja) | 2008-09-29 | 2008-09-29 | ダイカストマシンの移動ダイプレート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010082630A true JP2010082630A (ja) | 2010-04-15 |
| JP5555414B2 JP5555414B2 (ja) | 2014-07-23 |
Family
ID=42247110
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008251299A Expired - Fee Related JP5555414B2 (ja) | 2008-09-29 | 2008-09-29 | ダイカストマシンの移動ダイプレート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5555414B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101983802A (zh) * | 2010-11-23 | 2011-03-09 | 苏州三基铸造装备股份有限公司 | 一种新型压铸机动模座板 |
| EP3147097A1 (en) * | 2015-09-24 | 2017-03-29 | Sumitomo Heavy Industries, Ltd. | Injection molding machine |
| CN106623849A (zh) * | 2016-11-25 | 2017-05-10 | 芜湖市容川机电科技股份有限公司 | 厚件球墨铸铁压铸机模板 |
| CN116568427A (zh) * | 2021-03-31 | 2023-08-08 | 住友重机械工业株式会社 | 可动压板 |
| CN116967422A (zh) * | 2023-08-07 | 2023-10-31 | 安徽永茂泰汽车零部件有限公司 | 一种汽车零部件近净成型压铸工艺 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0420422U (ja) * | 1990-06-08 | 1992-02-20 | ||
| JP2003089133A (ja) * | 2001-07-13 | 2003-03-25 | Sumitomo Heavy Ind Ltd | 射出成形機の可動金型支持装置 |
-
2008
- 2008-09-29 JP JP2008251299A patent/JP5555414B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0420422U (ja) * | 1990-06-08 | 1992-02-20 | ||
| JP2003089133A (ja) * | 2001-07-13 | 2003-03-25 | Sumitomo Heavy Ind Ltd | 射出成形機の可動金型支持装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101983802A (zh) * | 2010-11-23 | 2011-03-09 | 苏州三基铸造装备股份有限公司 | 一种新型压铸机动模座板 |
| EP3147097A1 (en) * | 2015-09-24 | 2017-03-29 | Sumitomo Heavy Industries, Ltd. | Injection molding machine |
| CN106623849A (zh) * | 2016-11-25 | 2017-05-10 | 芜湖市容川机电科技股份有限公司 | 厚件球墨铸铁压铸机模板 |
| CN116568427A (zh) * | 2021-03-31 | 2023-08-08 | 住友重机械工业株式会社 | 可动压板 |
| CN116967422A (zh) * | 2023-08-07 | 2023-10-31 | 安徽永茂泰汽车零部件有限公司 | 一种汽车零部件近净成型压铸工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5555414B2 (ja) | 2014-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5555414B2 (ja) | ダイカストマシンの移動ダイプレート | |
| JP4625488B2 (ja) | 型盤、型締め装置、射出成形機 | |
| US20100109221A1 (en) | Jig device | |
| US10710290B2 (en) | Mold platen, mold clamping device, injection molding device | |
| JP3655616B2 (ja) | 射出成形機 | |
| JP2005238831A (ja) | 移動金型の支持装置及び型締装置 | |
| JP5389779B2 (ja) | 金型保持部材及び型締装置 | |
| JP3773528B2 (ja) | プラスチック成形機、特に射出成形機用の型締め装置 | |
| JP2006289738A (ja) | 移動ダイの支持装置及び型締装置 | |
| JP5554015B2 (ja) | 成形用金型 | |
| JP6820178B2 (ja) | 成形機 | |
| JP4335574B2 (ja) | 移動ダイの支持装置及び型締装置 | |
| JP3910389B2 (ja) | 成形機の可動金型支持装置 | |
| JP5976567B2 (ja) | 射出成形機 | |
| CN216325006U (zh) | 一种卧式压铸机的局部挤压装置 | |
| JP3601326B2 (ja) | プレス型 | |
| JP6678017B2 (ja) | クランプユニットを有する射出成形機 | |
| JP3889295B2 (ja) | 成形機の型締装置 | |
| JPH08267463A (ja) | 型締装置の可動盤 | |
| JP5976568B2 (ja) | 射出成形機 | |
| JP6587879B2 (ja) | 射出成形機 | |
| KR101924029B1 (ko) | 다이캐스팅 금형 | |
| JP2008529839A (ja) | プラスチック加工用射出成形装置 | |
| JP7623987B2 (ja) | ダイカスト金型 | |
| KR100763537B1 (ko) | 금형 지지장치, 성형기 및 성형방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110912 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120829 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130618 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130819 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140228 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20140324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140602 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5555414 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |