JP2010076181A - 光学フィルムの製造方法、光学フィルム及び偏光板 - Google Patents
光学フィルムの製造方法、光学フィルム及び偏光板 Download PDFInfo
- Publication number
- JP2010076181A JP2010076181A JP2008245511A JP2008245511A JP2010076181A JP 2010076181 A JP2010076181 A JP 2010076181A JP 2008245511 A JP2008245511 A JP 2008245511A JP 2008245511 A JP2008245511 A JP 2008245511A JP 2010076181 A JP2010076181 A JP 2010076181A
- Authority
- JP
- Japan
- Prior art keywords
- film
- optical film
- compound
- laser
- wavelength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Polarising Elements (AREA)
- Liquid Crystal (AREA)
Abstract
【解決手段】光学フィルムの製造方法において、レーザー光の波長を吸収する化合物を含有する光学フィルムに、前記レーザー光を照射して、前記光学フィルムを加工する工程を有することを特徴とする。
【選択図】図1
Description
レーザー光の波長を吸収する化合物を含有する光学フィルムに、前記レーザー光を照射して、前記光学フィルムを加工する工程を有することを特徴とする光学フィルムの製造方法。
前記工程は、前記光学フィルムを切断する工程であることを特徴とする前記1に記載の光学フィルムの製造方法。
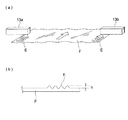
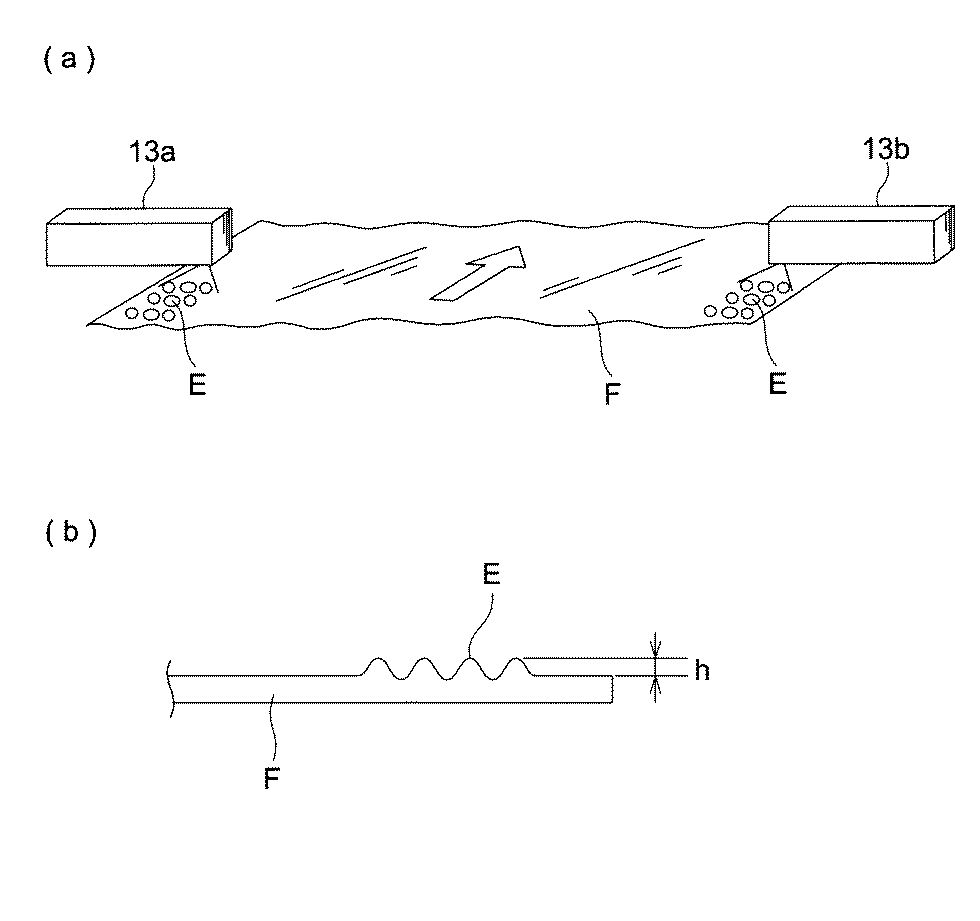
前記工程は、前記光学フィルムの表面に、凹凸を形成する工程であることを特徴とする前記1に記載の光学フィルムの製造方法。
前記レーザー光の波長が遠赤外線領域にあり、前記化合物が、4〜25μmの波長領域の光を吸収する化合物であることを特徴とする前記1乃至3の何れか1項に記載の光学フィルムの製造方法。
前記レーザー光の波長が紫外線領域にあり、前記化合物が、0.2〜0.4μmの波長領域の光を吸収する化合物であることを特徴とする前記1乃至3の何れか1項に記載の光学フィルムの製造方法。
前記工程の前に、前記光学フィルムの表面の前記レーザー光を照射する部分に、前記レーザー光の波長を吸収する化合物を含有させる工程を有することを特徴とする前記1乃至5の何れか1項に記載の光学フィルムの製造方法。
前記1乃至6の何れか1項に記載の光学フィルムの製造方法により作製されたことを特徴とする光学フィルム。
前記7に記載の光学フィルムを少なくとも偏光子の片側に配置したことを特徴とする偏光板。
ここで、Mはウェブの任意時点での質量、Nは質量Mのものを110℃で3時間乾燥させたときの質量である。
(実施例1〜5)
(図1の溶液流延製膜法による光学フィルムの製造)
溶液流延製膜法により目標ドライ膜厚40μmの本発明のセルローストリアセテートフィルムを製造するにあたり、まずドープを調製した。すなわち、溶媒にトリアセチルセルロースを溶解した下記配合組成物を密閉容器に投入し、撹拌しながら溶解してドープを調製し、調製後のドープを濾紙により濾過した。
(ドープ組成)
アセチル置換度2.88のセルローストリアセテート 100質量部
(数平均分子量150000)
トリフェニルホスフェート 10質量部
エチルフタリルエチルグリコレート 2質量部
AEROSIL 200V 0.1質量部
メチレンクロライド 475質量部
エタノール 25質量部
に、4〜25μmの波長領域の光を吸収する化合物(化合物A)として、ハイドロタルサイト(協和化学工業社製、「アルカマイザーDHT−4A」)を用い、0.2〜0.4μmの波長領域の光を吸収する化合物(化合物B)としてUV−23Lを用い、表2に示す配合比率で混合し、実施例1〜5のドープ組成とした。
(実施例6)
実施例6においては、実施例1における4〜25μmの波長領域の光を吸収する化合物(ハイドロタルサイト)を、ドープの作製時に混合せずに、ドープを支持体上に流延した後に、支持体上のドープ膜にハイドロタルサイトをエタノールに5質量%で分散した液を、スリット加工する領域及びエンボス加工する領域に噴射装置で塗布した。この時塗設量は実施例2のフィルム中の含有量に対し、1/10の量とした。その他は、実施例1と同様に作製した。
(比較例1)
比較例1においては、実施例1における4〜25μmの波長領域の光を吸収する化合物(ハイドロタルサイト)と0.2〜0.4μmの波長領域の光を吸収する化合物(UV−23L)を添加しなかった他は、実施例1と同様に作製した。
(比較例2)
比較例1においては、実施例5における0.2〜0.4μmの波長領域の光を吸収する化合物(UV−23L)を添加しなかった他は、実施例5と同様に作製した。
(スリッターによる切断面形状の評価)
スリッター12により切断した実施例1〜6と比較例1、2の切断面を以下のように評価し、評価結果を表2に示す。
(エンボス加工形状、外観、表面の傷評価)
実施例1〜6と比較例1、2のエンボス加工後のエンボス高さを測定し、外観及び表面の傷(エンボス加工が最適にない場合、巻き取り時にフィルム面同士がスリップして表面に傷が付く。)を以下のように評価し、評価結果を表3に示す。
◎:きれい。
◎:傷が無くきれい。
2 流延ダイ
3 剥離ロール
4 テンター乾燥装置
5 ロール搬送乾燥装置
6 搬送ロール
7 搬送ロール
10 ウェブ
12 切断加工用のレーザー光照射装置
13 エンボス加工用のレーザー光照射装置
14 搬送ロール
15 巻取り機
E エンボス部
F フィルム
Claims (8)
- レーザー光の波長を吸収する化合物を含有する光学フィルムに、前記レーザー光を照射して、前記光学フィルムを加工する工程を有することを特徴とする光学フィルムの製造方法。
- 前記工程は、前記光学フィルムを切断する工程であることを特徴とする請求項1に記載の光学フィルムの製造方法。
- 前記工程は、前記光学フィルムの表面に、凹凸を形成する工程であることを特徴とする請求項1に記載の光学フィルムの製造方法。
- 前記レーザー光の波長が遠赤外線領域にあり、前記化合物が、4〜25μmの波長領域の光を吸収する化合物であることを特徴とする請求項1乃至3の何れか1項に記載の光学フィルムの製造方法。
- 前記レーザー光の波長が紫外線領域にあり、前記化合物が、0.2〜0.4μmの波長領域の光を吸収する化合物であることを特徴とする請求項1乃至3の何れか1項に記載の光学フィルムの製造方法。
- 前記工程の前に、前記光学フィルムの表面の前記レーザー光を照射する部分に、前記レーザー光の波長を吸収する化合物を含有させる工程を有することを特徴とする請求項1乃至5の何れか1項に記載の光学フィルムの製造方法。
- 請求項1乃至6の何れか1項に記載の光学フィルムの製造方法により作製されたことを特徴とする光学フィルム。
- 請求項7に記載の光学フィルムを少なくとも偏光子の片側に配置したことを特徴とする偏光板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008245511A JP5347406B2 (ja) | 2008-09-25 | 2008-09-25 | 光学フィルムの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008245511A JP5347406B2 (ja) | 2008-09-25 | 2008-09-25 | 光学フィルムの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010076181A true JP2010076181A (ja) | 2010-04-08 |
| JP5347406B2 JP5347406B2 (ja) | 2013-11-20 |
Family
ID=42207201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008245511A Expired - Fee Related JP5347406B2 (ja) | 2008-09-25 | 2008-09-25 | 光学フィルムの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5347406B2 (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014010517A1 (ja) * | 2012-07-10 | 2014-01-16 | 旭硝子株式会社 | インプリント方法、及びインプリント装置 |
| JP2014191006A (ja) * | 2013-03-26 | 2014-10-06 | Sumitomo Chemical Co Ltd | 樹脂フィルム、それを用いた偏光板及び樹脂フィルムの切断加工方法 |
| WO2016031776A1 (ja) * | 2014-08-28 | 2016-03-03 | 日本ゼオン株式会社 | 光学フィルム |
| JP2017114027A (ja) * | 2015-12-25 | 2017-06-29 | コニカミノルタ株式会社 | 樹脂フィルムロール、樹脂フィルムロールの製造方法、偏光板及び画像表示装置 |
| KR20170112748A (ko) * | 2016-04-01 | 2017-10-12 | 주식회사 엘지화학 | 광학 필름 마킹 시스템 및 광학 필름 마킹 방법 |
| JP2018112754A (ja) * | 2018-03-22 | 2018-07-19 | 住友化学株式会社 | 樹脂フィルム、それを用いた偏光板及び樹脂フィルムの切断加工方法 |
| WO2019078076A1 (ja) * | 2017-10-16 | 2019-04-25 | トリニティ工業株式会社 | 加飾部品及びその製造方法 |
| JP2019072989A (ja) * | 2017-10-16 | 2019-05-16 | トリニティ工業株式会社 | 加飾部品及びその製造方法 |
| KR20190108564A (ko) | 2017-01-30 | 2019-09-24 | 니폰 제온 가부시키가이샤 | 표시 장치 |
| CN112571693A (zh) * | 2019-09-27 | 2021-03-30 | Lg化学株式会社 | 使用标记的光学膜以及用于制造光学膜的设备和方法 |
| KR20210037519A (ko) * | 2019-09-27 | 2021-04-06 | 주식회사 엘지화학 | 마킹을 이용한 광학 필름, 광학 필름 제조 장치 및 제조 방법 |
| KR20210037438A (ko) * | 2019-09-27 | 2021-04-06 | 주식회사 엘지화학 | 표면 처리를 이용한 광학 필름, 광학 필름 제조 장치 및 그 제조 방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0716924A (ja) * | 1993-07-05 | 1995-01-20 | Ricoh Micro Electron Kk | エキシマレーザによる樹脂加工法 |
| JPH09286169A (ja) * | 1996-04-22 | 1997-11-04 | Dainippon Ink & Chem Inc | レーザマーキング用記録体及びレーザマーキング方法 |
| JP2001172608A (ja) * | 1999-10-08 | 2001-06-26 | Mizusawa Ind Chem Ltd | 極遠赤外乃至遠赤外線吸収複合金属多塩基性塩 |
| WO2002030167A1 (fr) * | 2000-09-29 | 2002-04-11 | Zeon Corporation | Procede de fabrication d'un substrat de circuit |
| JP2004188436A (ja) * | 2002-12-09 | 2004-07-08 | Fuji Photo Film Co Ltd | 微細傾斜面の加工方法 |
-
2008
- 2008-09-25 JP JP2008245511A patent/JP5347406B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0716924A (ja) * | 1993-07-05 | 1995-01-20 | Ricoh Micro Electron Kk | エキシマレーザによる樹脂加工法 |
| JPH09286169A (ja) * | 1996-04-22 | 1997-11-04 | Dainippon Ink & Chem Inc | レーザマーキング用記録体及びレーザマーキング方法 |
| JP2001172608A (ja) * | 1999-10-08 | 2001-06-26 | Mizusawa Ind Chem Ltd | 極遠赤外乃至遠赤外線吸収複合金属多塩基性塩 |
| WO2002030167A1 (fr) * | 2000-09-29 | 2002-04-11 | Zeon Corporation | Procede de fabrication d'un substrat de circuit |
| JP2004188436A (ja) * | 2002-12-09 | 2004-07-08 | Fuji Photo Film Co Ltd | 微細傾斜面の加工方法 |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014010517A1 (ja) * | 2012-07-10 | 2014-01-16 | 旭硝子株式会社 | インプリント方法、及びインプリント装置 |
| JP2014191006A (ja) * | 2013-03-26 | 2014-10-06 | Sumitomo Chemical Co Ltd | 樹脂フィルム、それを用いた偏光板及び樹脂フィルムの切断加工方法 |
| WO2016031776A1 (ja) * | 2014-08-28 | 2016-03-03 | 日本ゼオン株式会社 | 光学フィルム |
| KR20170046134A (ko) | 2014-08-28 | 2017-04-28 | 니폰 제온 가부시키가이샤 | 광학 필름 |
| JPWO2016031776A1 (ja) * | 2014-08-28 | 2017-06-15 | 日本ゼオン株式会社 | 光学フィルム |
| JP2017114027A (ja) * | 2015-12-25 | 2017-06-29 | コニカミノルタ株式会社 | 樹脂フィルムロール、樹脂フィルムロールの製造方法、偏光板及び画像表示装置 |
| KR20170112748A (ko) * | 2016-04-01 | 2017-10-12 | 주식회사 엘지화학 | 광학 필름 마킹 시스템 및 광학 필름 마킹 방법 |
| CN109073805B (zh) * | 2016-04-01 | 2021-01-05 | 株式会社Lg化学 | 用于在光学膜处进行标记的系统和方法 |
| CN109073805A (zh) * | 2016-04-01 | 2018-12-21 | 株式会社Lg化学 | 光学膜标记系统和光学膜标记方法 |
| US10814658B2 (en) | 2016-04-01 | 2020-10-27 | Lg Chem, Ltd. | System and method for marking at optical film |
| JP2019512393A (ja) * | 2016-04-01 | 2019-05-16 | エルジー・ケム・リミテッド | 光学フィルムマーキングシステム及び光学フィルムマーキング方法 |
| KR102033697B1 (ko) | 2016-04-01 | 2019-10-17 | 주식회사 엘지화학 | 광학 필름 마킹 시스템 및 광학 필름 마킹 방법 |
| KR20190108564A (ko) | 2017-01-30 | 2019-09-24 | 니폰 제온 가부시키가이샤 | 표시 장치 |
| JP2019072989A (ja) * | 2017-10-16 | 2019-05-16 | トリニティ工業株式会社 | 加飾部品及びその製造方法 |
| WO2019078076A1 (ja) * | 2017-10-16 | 2019-04-25 | トリニティ工業株式会社 | 加飾部品及びその製造方法 |
| JP2018112754A (ja) * | 2018-03-22 | 2018-07-19 | 住友化学株式会社 | 樹脂フィルム、それを用いた偏光板及び樹脂フィルムの切断加工方法 |
| CN112571693A (zh) * | 2019-09-27 | 2021-03-30 | Lg化学株式会社 | 使用标记的光学膜以及用于制造光学膜的设备和方法 |
| WO2021060739A1 (ko) * | 2019-09-27 | 2021-04-01 | 주식회사 엘지화학 | 마킹을 이용한 광학 필름, 광학 필름 제조 장치 및 제조 방법 |
| KR20210037519A (ko) * | 2019-09-27 | 2021-04-06 | 주식회사 엘지화학 | 마킹을 이용한 광학 필름, 광학 필름 제조 장치 및 제조 방법 |
| KR20210037438A (ko) * | 2019-09-27 | 2021-04-06 | 주식회사 엘지화학 | 표면 처리를 이용한 광학 필름, 광학 필름 제조 장치 및 그 제조 방법 |
| KR102363070B1 (ko) * | 2019-09-27 | 2022-02-15 | 주식회사 엘지화학 | 표면 처리를 이용한 광학 필름, 광학 필름 제조 장치 및 그 제조 방법 |
| KR102363071B1 (ko) * | 2019-09-27 | 2022-02-16 | 주식회사 엘지화학 | 마킹을 이용한 광학 필름, 광학 필름 제조 장치 및 제조 방법 |
| JP2022550538A (ja) * | 2019-09-27 | 2022-12-02 | エルジー・ケム・リミテッド | マーキングを用いた光学フィルム、光学フィルムの製造装置および製造方法 |
| JP7301452B2 (ja) | 2019-09-27 | 2023-07-03 | エルジー・ケム・リミテッド | マーキングを用いた光学フィルム、光学フィルムの製造装置および製造方法 |
| CN112571693B (zh) * | 2019-09-27 | 2024-01-30 | Lg化学株式会社 | 使用标记的光学膜以及用于制造光学膜的设备和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5347406B2 (ja) | 2013-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5347406B2 (ja) | 光学フィルムの製造方法 | |
| JP5510459B2 (ja) | 光学フィルムの製造方法 | |
| JP2006272616A (ja) | 光学フィルム、及びその製造装置 | |
| JP4849075B2 (ja) | セルロースエステルフィルム、その製造方法、セルロースエステルフィルムを用いた偏光板、及び表示装置 | |
| KR20100014601A (ko) | 광학 필름의 제조 방법, 광학 필름, 편광판 및 표시 장치 | |
| JP2009073154A (ja) | 光学フィルム、及びその製造方法 | |
| JP2010274615A (ja) | 光学フィルムの製造方法、光学フィルム、偏光板及び液晶表示装置 | |
| JP5163222B2 (ja) | 光学フィルムの製造方法 | |
| JP5401987B2 (ja) | セルロースアシレートフィルムの製造方法、セルロースアシレートフィルム、偏光板及び液晶表示装置 | |
| WO2010016456A1 (ja) | 光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置 | |
| TW201730596A (zh) | 偏光板、偏光板之製造方法及液晶顯示裝置 | |
| JP6164050B2 (ja) | 光学フィルム、偏光板及びそれらの製造方法、並びに画像表示装置 | |
| JP6665512B2 (ja) | 光学フィルムの製造方法 | |
| JP5056218B2 (ja) | 光学フィルム、及びその製造方法 | |
| JP5458527B2 (ja) | 光学フィルムの製造方法 | |
| JP2009160796A (ja) | 光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置 | |
| JP2009220285A (ja) | 光学フィルム、及びこれを用いた偏光板 | |
| JP2010069646A (ja) | 光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び液晶表示装置 | |
| JP5907178B2 (ja) | 光学フィルムの製造方法 | |
| JP5849679B2 (ja) | 光学フィルムの製造方法 | |
| JP5828284B2 (ja) | 光学フィルムの製造方法 | |
| JP5083020B2 (ja) | 光学フィルムの製造方法 | |
| JP5838778B2 (ja) | 光学フィルムの製造方法 | |
| JP2011115969A (ja) | 光学フィルムの製造方法、光学フィルム、偏光板及び表示装置 | |
| WO2012056664A1 (ja) | 光学フィルムの製造方法、光学フィルム、光学フィルムを用いた偏光板、及び表示装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110816 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120213 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130215 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20130418 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130805 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |