JP2010075993A - 金属製閉断面部材の製造方法 - Google Patents
金属製閉断面部材の製造方法 Download PDFInfo
- Publication number
- JP2010075993A JP2010075993A JP2008253630A JP2008253630A JP2010075993A JP 2010075993 A JP2010075993 A JP 2010075993A JP 2008253630 A JP2008253630 A JP 2008253630A JP 2008253630 A JP2008253630 A JP 2008253630A JP 2010075993 A JP2010075993 A JP 2010075993A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- workpiece
- die
- convex
- surface portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 title claims abstract description 67
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 47
- 238000000465 moulding Methods 0.000 claims description 210
- 238000000034 method Methods 0.000 claims description 79
- 238000005452 bending Methods 0.000 claims description 70
- 238000003825 pressing Methods 0.000 claims description 43
- 238000007373 indentation Methods 0.000 claims description 34
- 238000003466 welding Methods 0.000 claims description 26
- 238000007493 shaping process Methods 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 description 14
- 239000011324 bead Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- 230000037303 wrinkles Effects 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000000446 fuel Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/01—Bending sheet metal along straight lines, e.g. to form simple curves between rams and anvils or abutments
- B21D5/015—Bending sheet metal along straight lines, e.g. to form simple curves between rams and anvils or abutments for making tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D47/00—Making rigid structural elements or units, e.g. honeycomb structures
- B21D47/01—Making rigid structural elements or units, e.g. honeycomb structures beams or pillars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49616—Structural member making
- Y10T29/49622—Vehicular structural member making
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Body Structure For Vehicles (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
【解決手段】金属製の板状ワークから閉断面状に形成された閉断面部材を製造する金属製閉断面部材の製造方法は、第1の成形型を用い、前記板状ワークW1を凸状にプレス成形する第1のプレス成形工程と、前記第1のプレス成形工程の後に、第2の成形型60を用い、プレス成形された前記板状ワークW1を第2の成形型のダイ61と第2の成形型の中子型65との間に配置した状態で、前記中子型を前記ダイに対して相対的に移動してプレス成形することにより、前記第1のプレス成形工程において成形された前記板状ワークの凸状に成形される凸状頂面部W2の両側の凸状側面部W3、W4をそれぞれ前記板状ワークの内方側へ変位させて閉断面化する第2のプレス成形工程と、を備えている。
【選択図】図12
Description
本実施形態では、フロントサイドフレーム20を製造するに際し、先ず、例えば鋼板などの略平板状に形成された金属製の板状素材(板状ワーク)を用意し、この板状ワークを凸状にプレス成形し、具体的にはドロー(絞り)成形し、フロントサイドフレーム20の形状に応じた所定形状に成形する。
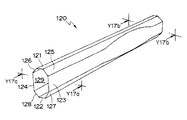
フロントサイドフレーム120を製造する場合においても、先ず、例えば鋼板などの略平板状に形成された金属製の板状ワークを用意し、板状ワークを凸状にプレス成形し、具体的にはドロー(絞り)成形し、板状ワークを予め曲げ成形する予備曲げ成形工程によって、フロントサイドフレーム120の形状に応じた所定形状に成形する。
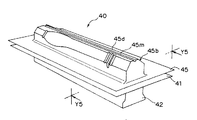
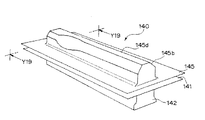
40、140 ドロー成形型
41、141 ドロー成形型のブランクホルダ
42、142 ドロー成形型のパンチ
45、145 ドロー成形型のダイ
45c、145c ドロー成形型のダイの成形空間
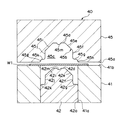
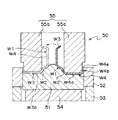
60 プレス成形型
61 プレス成形型のダイ
62 プレス成形型のダイに設けられる凹部
62b、62c プレス成形型のダイに設けられる凹部の側壁部
65 プレス成形型の中子型
65a 中子型の上面部
65b 中子型の下面部
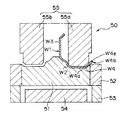
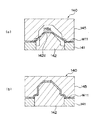
150 押し込み成形型
151 押し込み成形型の中子型
152 ライナー部材
153 押し込み成形型のパンチ
155 押し込み成形型のダイ
155b 押し込み成形型のダイに設けられた凹部
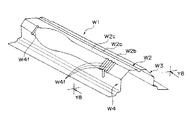
W1、W11 板状ワーク
W2、W12 凸状頂面部
W2a 凸状頂面部に設けられる凸部
W2b 右凸状頂面部
W2c 左凸状頂面部
W2d プレス成形面
W3、W4、W13、W14 凸状側面部
W3e、W4e、W13e、W14e 凸状側面部の凸状頂面部側と反対側の端部
Claims (12)
- 金属製の板状ワークから閉断面状に形成された閉断面部材を製造する金属製閉断面部材の製造方法であって、
第1の成形型を用い、金属製の板状ワークを第1の成形型のブランクホルダとダイとにより挟持した状態で、第1の成形型のパンチを前記ダイの成形空間内に相対的に移動させることにより、前記板状ワークを前記ダイに対する前記パンチの移動方向に突出させて凸状にプレス成形する第1のプレス成形工程と、
前記第1のプレス成形工程の後に、第2の成形型を用い、プレス成形された前記板状ワークを第2の成形型のダイと中子型との間に、前記中子型が前記板状ワークの凸状に突出する方向と反対側に位置するように配置した状態で、前記中子型を前記ダイに対して相対的に移動させ、前記板状ワークの凸状に成形された凸状頂面部を相対的に前記板状ワークの凸状に突出する方向にプレス成形することにより、前記第1のプレス成形工程において成形された前記板状ワークの凸状頂面部の両側の凸状側面部をそれぞれ前記板状ワークの内方側へ変位させて閉断面化する第2のプレス成形工程と、
を備えていることを特徴とする金属製閉断面部材の製造方法。 - 前記第1のプレス成形工程と前記第2のプレス成形工程との間に、プレス成形された前記板状ワークの少なくとも一方の前記凸状側面部の前記凸状頂面部側と反対側の端部を前記板状ワークの内方側へ折り曲げ成形する折り曲げ成形工程をさらに備えていることを特徴とする請求項1に記載の金属製閉断面部材の製造方法。
- 前記第1のプレス成形工程において、第1の成形型のパンチを前記ダイの成形空間内に相対的に移動させることにより、前記板状ワークを前記ダイに対する前記パンチの移動方向に突出させて凸状にプレス成形するとともに、前記板状ワークの凸状に成形される凸状頂面部に、前記板状ワークの凸状に突出する方向と逆方向に突出する凸部を成形し、
前記第2のプレス成形工程において、プレス成形された前記板状ワークを第2の成形型のダイに、該ダイに設けられた凹部又は平面部上にプレス成形された前記板状ワークの前記凸部が配置されるように保持した状態で、プレス成形された前記板状ワークの前記凸部を第2の成形型の中子型により前記板状ワークの凸状に突出する方向に前記凹部内又は平面部でプレス成形することにより、前記板状ワークの前記凸部を圧潰してプレス成形面を成形するとともに、前記第1のプレス成形工程において成形された前記板状ワークの凸状頂面部の両側の凸状側面部をそれぞれ前記板状ワークの内方側へ変位させて閉断面化する、ことを特徴とする請求項1又は2に記載の金属製閉断面部材の製造方法。 - 前記板状ワークの凸状頂面部に設けられる凸部が、断面円弧状又は断面台形状に成形されることを特徴とする請求項3に記載の金属製閉断面部材の製造方法。
- 前記第2のプレス成形工程の後に、前記板状ワークの閉断面化された前記凸状側面部の端部どうしを、前記中子型の前記凸状頂面部をプレスする面部と反対側の面部に押し当てて決め押し成形する決め押し成形工程をさらに備えていることを特徴とする請求項1〜4の何れか一に記載の金属製閉断面部材の製造方法。
- 前記第2のプレス成形工程の後に、前記板状ワークの閉断面化された前記凸状側面部の端部どうしを溶接する溶接工程をさらに備えていることを特徴とする請求項1〜5の何れか一に記載の金属製閉断面部材の製造方法。
- 前記第2のプレス成形工程では、前記閉断面部材の断面幅よりも狭い断面幅を有する前記中子型を用いてプレス成形されることを特徴とする請求項1〜6の何れか一に記載の金属製閉断面部材の製造方法。
- 前記閉断面部材は、前記プレス成形面の両側の側面部の少なくとも何れか一方の側面部の断面長さが前記閉断面部材の長手方向において変化する閉断面部材であり、前記第1のプレス成形工程において、前記凸部が前記板状ワークの長手方向に沿って前記板状ワークの凸状頂面部を分割するように成形されるとともに、前記凸部によって前記凸状頂面部の分割される部分の断面長さが長手方向において変化するように成形され、前記第2のプレス成形工程において、前記第2の成形型のダイに設けられる凹部の側壁部の断面長さが前記凸状頂面部の分割される部分の断面長さの最も短い部分と略同一に設定された前記ダイを用いてプレス成形されることを特徴とする請求項3〜7の何れか一に記載の金属製閉断面部材の製造方法。
- 前記第1のプレス成形工程は、前記板状ワークを予め曲げ成形する予備曲げ成形工程であり、
前記第2のプレス成形工程は、前記予備曲げ成形工程において曲げ成形された前記板状ワークを第2の成形型の中子型により第2の成形型のダイに設けられた凹部内に押し込み、前記板状ワークの少なくとも一方側の端部が前記中子型の押し込み方向と逆方向に延びるととともに前記凹部の内方側に向かって延びるように前記板状ワークを成形する押し込み成形工程と、前記押し込み成形工程において成形された前記板状ワーク内に前記中子型を保持した状態で、前記板状ワークの前記端部を第2の成形型のパンチにより押圧して曲げ成形し、前記パンチと前記中子型により前記板状ワークの端部どうしを接触させて閉断面状に成形する本曲げ成形工程と、を備え、
前記予備曲げ成形工程では、前記板状ワークが第2の成形型のダイに設けられた凹部内に押し込まれた際に前記板状ワークの少なくとも一方の端部が前記中子型の押し込み方向と逆方向に延びるとともに前記凹部の内方側に向かって延びるように曲げ成形される、
ことを特徴とする請求項1に記載の金属製閉断面部材の製造方法。 - 前記押し込み成形工程では、前記本曲げ成形工程において第2の成形型のパンチを移動させる駆動手段によって第2の成形型の中子型が第2の成形型のダイに設けられた凹部内に移動されることを特徴とする請求項9に記載の金属製閉断面部材の製造方法。
- 前記押し込み成形工程では、第2の成形型のパンチと第2の成形型の中子型との間にライナー部材を介設した状態で前記中子型が前記凹部内に移動され、
前記本曲げ成形工程では、第2の成形型のパンチと第2の成形型の中子型との間から前記ライナー部材が取り外され、前記押し込み成形工程において成形された前記板状ワーク内に前記中子型を保持した状態で、前記板状ワークの前記端部が第2の成形型のパンチにより曲げ成形されることを特徴とする請求項10に記載の金属製閉断面部材の製造方法。 - 前記本曲げ成形工程の後に、前記板状ワークの接触させられた端部どうしを溶接する溶接工程をさらに備えていることを特徴とする請求項9〜11の何れか一に記載の金属製閉断面部材の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008253630A JP4640481B2 (ja) | 2008-09-01 | 2008-09-30 | 金属製閉断面部材の製造方法 |
| EP09167697.3A EP2163324B1 (en) | 2008-09-01 | 2009-08-12 | Method of producing metal closed-section member |
| US12/548,044 US8365411B2 (en) | 2008-09-01 | 2009-08-26 | Method of producing metal closed-section member |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008223155 | 2008-09-01 | ||
| JP2008223152 | 2008-09-01 | ||
| JP2008253630A JP4640481B2 (ja) | 2008-09-01 | 2008-09-30 | 金属製閉断面部材の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010201602A Division JP2011005552A (ja) | 2008-09-01 | 2010-09-09 | 金属製閉断面部材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010075993A true JP2010075993A (ja) | 2010-04-08 |
| JP4640481B2 JP4640481B2 (ja) | 2011-03-02 |
Family
ID=41549886
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008253630A Expired - Fee Related JP4640481B2 (ja) | 2008-09-01 | 2008-09-30 | 金属製閉断面部材の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8365411B2 (ja) |
| EP (1) | EP2163324B1 (ja) |
| JP (1) | JP4640481B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011230527A (ja) * | 2010-04-23 | 2011-11-17 | Honda Motor Co Ltd | 多角形断面フレーム |
| TWI480110B (zh) * | 2012-04-13 | 2015-04-11 | Jfe Steel Corp | 閉斷面構造部品的製造方法及裝置 |
| WO2018168957A1 (ja) * | 2017-03-15 | 2018-09-20 | 新日鐵住金株式会社 | 焼き入れ部材の製造方法及び焼き入れ部材 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5390152B2 (ja) * | 2008-09-25 | 2014-01-15 | Jfeスチール株式会社 | 閉構造部材の製造方法、プレス成形装置及び閉構造部材 |
| KR101579028B1 (ko) * | 2012-04-13 | 2015-12-18 | 제이에프이 스틸 가부시키가이샤 | 폐단면 구조 부품의 제조 방법 및 장치 |
| JP5966617B2 (ja) * | 2012-05-28 | 2016-08-10 | Jfeスチール株式会社 | 閉断面構造体の成形方法及び閉断面構造体の成形装置 |
| JP5454619B2 (ja) | 2012-05-28 | 2014-03-26 | Jfeスチール株式会社 | 閉断面構造体の成形方法及び閉断面構造体の成形装置 |
| CN106457940B (zh) * | 2014-03-27 | 2019-05-14 | 株式会社万 | 车辆用臂构件的制造方法及车辆用臂构件 |
| RU2654403C2 (ru) * | 2014-04-09 | 2018-05-17 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Образованное штамповкой изделие, автомобильный конструктивный элемент, включающий в себя изделие, способ изготовления и устройство для изготовления образованного штамповкой изделия |
| CN109844441B (zh) * | 2016-10-14 | 2021-06-08 | 达纳加拿大公司 | 具有带有保持夹的旁通密封件的换热器 |
| EP4094859A4 (en) * | 2020-01-20 | 2023-06-28 | Sumitomo Heavy Industries, Ltd. | Flanged member |
| FR3112091B1 (fr) * | 2020-07-02 | 2022-09-30 | Latecoere | Procédé de fabrication d'une poutre à section fermée |
| CN114453518B (zh) * | 2021-12-27 | 2023-06-30 | 鹤壁天淇汽车模具有限公司 | 一种口字型封闭汽车覆盖件模具制造方法 |
| EP4621129A1 (de) * | 2024-03-18 | 2025-09-24 | Meiser Straßenausstattung GmbH | Kastenprofil für ein fahrzeugrückhaltesystem und verfahren zur herstellung des kastenprofils |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4923251Y1 (ja) * | 1970-08-07 | 1974-06-22 | ||
| JPS5114165A (en) * | 1974-07-25 | 1976-02-04 | Yutaka Kozai Kogyo Kk | Shikakukeikokanno seizohoho |
| JPS63278614A (ja) * | 1987-05-08 | 1988-11-16 | Kanto Auto Works Ltd | 不定形中空断面部材のプレス加工方法 |
| JPH01100614U (ja) * | 1987-12-22 | 1989-07-06 | ||
| JPH0890095A (ja) * | 1994-09-26 | 1996-04-09 | Honda Motor Co Ltd | プレス成形方法および金型 |
| JPH09276934A (ja) * | 1996-04-18 | 1997-10-28 | Nichinan Kinzoku Kogyo Kk | 金属板のプレス加工方法およびそれに用いる金型 |
| JPH09308923A (ja) * | 1996-05-17 | 1997-12-02 | Press Kogyo Kk | 板部材の拡幅成形法 |
| JPH1058040A (ja) * | 1996-08-26 | 1998-03-03 | Toyota Motor Corp | 中空断面部材のプレス成形方法 |
| JP2003311329A (ja) * | 2002-04-25 | 2003-11-05 | Toyota Motor Corp | 巻き断面プレス用金型、巻き断面プレス方法及び巻き断面プレス成形品 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1344105A (en) * | 1915-06-12 | 1920-06-22 | Durand Steel Locker Company | Art of forming tubes |
| US1330782A (en) * | 1918-09-05 | 1920-02-17 | Brown William Milton | Method of and apparatus for making ferrules |
| US1879077A (en) * | 1929-03-07 | 1932-09-27 | Carlsen Carl | Method of and means for forming pipe blanks |
| US1879078A (en) * | 1930-04-04 | 1932-09-27 | Carlsen Carl | Method of and means for forming tubular articles |
| US2115441A (en) * | 1937-02-01 | 1938-04-26 | Trailer Company Of America | Method of forming tubular structures from sheet metal |
| US2889866A (en) * | 1954-06-11 | 1959-06-09 | W B W Tool Company | Apparatus for forming tubular sleeves |
| US3638465A (en) * | 1969-03-10 | 1972-02-01 | Flangeklamp Corp | Method of forming a structural element |
| US4395900A (en) * | 1979-03-02 | 1983-08-02 | Saurenman Phillip E | Stiff metal ring and process for making it |
| US5058269A (en) * | 1990-08-30 | 1991-10-22 | May Fabricating Company, Inc. | Method of forming rectangular metal tubes |
| JPH07299520A (ja) | 1994-05-06 | 1995-11-14 | Toyota Tekko Kk | 円筒部品の製造方法および装置 |
| JP3838787B2 (ja) | 1998-08-07 | 2006-10-25 | 株式会社小松製作所 | 三角形チューブの製造方法及びその成形金型 |
| JP2000079415A (ja) | 1998-09-02 | 2000-03-21 | Akito Asai | プレス加工装置およびプレス加工方法 |
| JP3613702B2 (ja) * | 1999-09-21 | 2005-01-26 | トヨタ自動車株式会社 | 閉断面を有する構造部材、その製造装置およびその製造方法 |
| CN100469482C (zh) * | 2000-02-04 | 2009-03-18 | 株式会社理光 | 管、制管方法和设备 |
| WO2002064284A1 (fr) | 2001-02-14 | 2002-08-22 | Futaba Industrial Co.,Ltd. | Tube flexible de pare-chocs mince a profil ferme en forme globale de b realise par un procede de formage a la presse a emboutissage profond et procede de fabrication d'un tel tube |
| US6976531B2 (en) * | 2003-10-22 | 2005-12-20 | Dana Canada Corporation | Heat exchanger, method of forming a sleeve which may be used in the heat exchanger, and a sleeve formed by the method |
| WO2006056046A2 (en) * | 2004-11-23 | 2006-06-01 | Magna International Inc. | Method for forming a bumper beam for a motor vehicle |
| JP4582630B2 (ja) | 2004-12-10 | 2010-11-17 | 日新製鋼株式会社 | 衝撃吸収特性に優れた構造用部材のプレス成形方法 |
| US7325435B2 (en) * | 2005-11-15 | 2008-02-05 | Noble International, Ltd. | Method of manufacturing, apparatus and resulting irregular shaped cross section tubes |
-
2008
- 2008-09-30 JP JP2008253630A patent/JP4640481B2/ja not_active Expired - Fee Related
-
2009
- 2009-08-12 EP EP09167697.3A patent/EP2163324B1/en not_active Not-in-force
- 2009-08-26 US US12/548,044 patent/US8365411B2/en not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4923251Y1 (ja) * | 1970-08-07 | 1974-06-22 | ||
| JPS5114165A (en) * | 1974-07-25 | 1976-02-04 | Yutaka Kozai Kogyo Kk | Shikakukeikokanno seizohoho |
| JPS63278614A (ja) * | 1987-05-08 | 1988-11-16 | Kanto Auto Works Ltd | 不定形中空断面部材のプレス加工方法 |
| JPH01100614U (ja) * | 1987-12-22 | 1989-07-06 | ||
| JPH0890095A (ja) * | 1994-09-26 | 1996-04-09 | Honda Motor Co Ltd | プレス成形方法および金型 |
| JPH09276934A (ja) * | 1996-04-18 | 1997-10-28 | Nichinan Kinzoku Kogyo Kk | 金属板のプレス加工方法およびそれに用いる金型 |
| JPH09308923A (ja) * | 1996-05-17 | 1997-12-02 | Press Kogyo Kk | 板部材の拡幅成形法 |
| JPH1058040A (ja) * | 1996-08-26 | 1998-03-03 | Toyota Motor Corp | 中空断面部材のプレス成形方法 |
| JP2003311329A (ja) * | 2002-04-25 | 2003-11-05 | Toyota Motor Corp | 巻き断面プレス用金型、巻き断面プレス方法及び巻き断面プレス成形品 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011230527A (ja) * | 2010-04-23 | 2011-11-17 | Honda Motor Co Ltd | 多角形断面フレーム |
| TWI480110B (zh) * | 2012-04-13 | 2015-04-11 | Jfe Steel Corp | 閉斷面構造部品的製造方法及裝置 |
| WO2018168957A1 (ja) * | 2017-03-15 | 2018-09-20 | 新日鐵住金株式会社 | 焼き入れ部材の製造方法及び焼き入れ部材 |
| JP6447788B1 (ja) * | 2017-03-15 | 2019-01-09 | 新日鐵住金株式会社 | 焼き入れ部材の製造方法及び焼き入れ部材 |
| CN110114161A (zh) * | 2017-03-15 | 2019-08-09 | 日本制铁株式会社 | 淬火构件的制造方法及淬火构件 |
| US10751778B2 (en) | 2017-03-15 | 2020-08-25 | Nippon Steel Corporation | Method of manufacturing a quenched member and quenched member |
| CN110114161B (zh) * | 2017-03-15 | 2021-03-23 | 日本制铁株式会社 | 淬火构件的制造方法及淬火构件 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2163324B1 (en) | 2018-04-11 |
| JP4640481B2 (ja) | 2011-03-02 |
| EP2163324A1 (en) | 2010-03-17 |
| US20100218375A1 (en) | 2010-09-02 |
| US8365411B2 (en) | 2013-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4640481B2 (ja) | 金属製閉断面部材の製造方法 | |
| CN105188980B (zh) | 冲压成形部件的制造方法以及冲压成形装置 | |
| CN102164692B (zh) | 封闭结构构件的制造方法、冲压成形装置和封闭结构构件 | |
| CN102164691B (zh) | 封闭结构构件的制造方法、冲压成形装置和封闭结构构件 | |
| CN107683185B (zh) | 冲压成型品、冲压成型方法以及冲压成型装置 | |
| JP5835768B2 (ja) | フレーム部品の製造方法 | |
| JP2012091179A (ja) | 亜鉛めっき鋼板製部品のレーザ重ね溶接方法 | |
| US20190185070A1 (en) | Automobile body press-molded component and method for producing same | |
| US20130091919A1 (en) | Method for Producing Hollow Profiles Having a Longitudinal Flange | |
| EP3031544A1 (en) | Press-molded product, method for producing press-molded product, and device for producing press-molded product | |
| JP2010201459A (ja) | 金属製閉断面部材の製造方法 | |
| JP2010234412A (ja) | 金属製閉断面部材の製造方法 | |
| JP2011016154A (ja) | 金属製閉断面部材の製造方法 | |
| WO2011033949A1 (ja) | フロントピラーの構造、フロントピラー構成部材の製造方法及びフロントピラーの製造方法 | |
| JP2007029966A (ja) | 部分オーバーラップ成形法 | |
| JP5795143B2 (ja) | 閉断面構造の成形方法、及び閉断面構造成形用の成形装置 | |
| JP2010162596A (ja) | 金属製閉断面部材の製造方法 | |
| JP2011005552A (ja) | 金属製閉断面部材の製造方法 | |
| JP2011016161A (ja) | 金属製閉断面部材の製造方法 | |
| JP2010149170A (ja) | 金属製閉断面部材の製造方法 | |
| JP6665612B2 (ja) | プレス成形品の製造方法及びプレス装置 | |
| JP2010188352A (ja) | 金属製閉断面部材の製造方法 | |
| JP2016203256A (ja) | プレス成形品の製造方法、プレス成形品及びプレス装置 | |
| JP2022129059A (ja) | 車両用構造部材 | |
| JP2010284668A (ja) | 金属製閉断面部材の製造方法及び製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100329 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100702 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100713 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100909 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101102 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101115 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4640481 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131210 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |