JP2010069494A - 2ワイヤ溶接方法 - Google Patents
2ワイヤ溶接方法 Download PDFInfo
- Publication number
- JP2010069494A JP2010069494A JP2008237555A JP2008237555A JP2010069494A JP 2010069494 A JP2010069494 A JP 2010069494A JP 2008237555 A JP2008237555 A JP 2008237555A JP 2008237555 A JP2008237555 A JP 2008237555A JP 2010069494 A JP2010069494 A JP 2010069494A
- Authority
- JP
- Japan
- Prior art keywords
- wire
- welding
- arc
- filler
- consumable electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 151
- 238000000034 method Methods 0.000 title claims abstract description 21
- 239000000945 filler Substances 0.000 claims abstract description 30
- 239000000463 material Substances 0.000 abstract description 13
- 239000011324 bead Substances 0.000 abstract description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 238000010586 diagram Methods 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 230000002457 bidirectional effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images


Landscapes
- Arc Welding In General (AREA)
Abstract
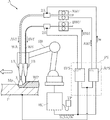
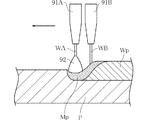
【解決手段】本発明の2ワイヤ溶接方法は、消耗電極ワイヤとしてのワイヤWAと溶接母材Pとの間に電圧を印加することによりワイヤWAからアーク3を発生させながら溶接方向に進行させるとともに、溶接方向後方からフィラーワイヤとしてのワイヤWBを供給する2ワイヤ溶接方法であって、ワイヤWBの断面積および送給速度BVfの積が、アーク3のアーク電流Iwに比例するように、送給速度BVfおよびアーク電流Iwを設定する。これにより、スパッタが少なく溶接ビードWPの外観がよい適切な溶接を行うことができる。
【選択図】 図1
Description
ワイヤWA,WBの径をそれぞれ、1.2mmとし、アーク電流Iwを150〜300Aに設定した。この場合、厚さ2.0〜6.0mmの鉄製の溶接母材Pを溶接速度50〜150cm/minで溶接できた。この実施例においては、図1に示す第1方向溶接モードと図2に示す第2方向溶接モードとにおいては溶接方向が異なるのみであり、その他の溶接条件はほぼ同一である。
ワイヤWAの径を0.9mm、ワイヤWBの径を1.6mmとした。ワイヤWAを消耗電極ワイヤとして用いる第1方向溶接モードにおいては、アーク電流Iwを50〜100Aの比較的小電流に設定した。この場合、厚さ0.8〜1.5mmの鉄製の溶接母材Pを溶接速度50〜150cm/minで溶接できた。一方、ワイヤWBを消耗電極ワイヤとして用いる第2方向溶接モードにおいては、アーク電流Iwを200〜500Aの比較的大電流に設定した。この場合、厚さ3.0〜10mmの鉄製の溶接母材Pを溶接速度50〜150cm/minで溶接できた。
APS,BPS 溶接電源回路
AVf,BVf 送給速度
AWF,BWF ワイヤ送給装置
AWf,BWf 送給速度設定信号
Ds 溶接方向設定信号
Is アーク電流設定信号
Iw アーク電流
Mp 溶融池
P 溶接母材(溶接対象物)
PS 溶接電源
RB ロボット
RC ロボットコントローラ
TP ティーチペンダント
Vs アーク電圧設定信号
WA (第1)ワイヤ
WB (第2)ワイヤ
Wp 溶接ビード
1A,1B 溶接トーチ
2A,2B 通電用端子
3 アーク
Claims (3)
- 消耗電極ワイヤと溶接対象物との間に電圧を印加することにより上記消耗電極ワイヤからアークを発生させながら溶接方向に進行させるとともに、
上記消耗電極ワイヤに対して溶接方向後方からフィラーワイヤを供給する2ワイヤ溶接方法であって、
上記フィラーワイヤの断面積および送給速度の積が、上記アークのアーク電流に比例するように、上記フィラーワイヤの送給速度および上記アーク電流を設定することを特徴とする、2ワイヤ溶接方法。 - 溶接方向に沿って並んだ第1および第2ワイヤを用い、
上記第1ワイヤを上記消耗電極ワイヤとし、上記第2ワイヤを上記フィラーワイヤとして、上記第1ワイヤが先行するように溶接する第1方向溶接モードと、
上記第2ワイヤを上記消耗電極ワイヤとし、上記第1ワイヤを上記フィラーワイヤとして、上記第2ワイヤが先行するように溶接する第2方向溶接モードと、を有する、請求項1に記載の2ワイヤ溶接方法。 - 上記第1ワイヤと上記第2ワイヤとは、互いの径が異なる、請求項2に記載の2ワイヤ溶接方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008237555A JP5199802B2 (ja) | 2008-09-17 | 2008-09-17 | 2ワイヤ溶接方法 |
| CN200910170892A CN101676057A (zh) | 2008-09-17 | 2009-09-17 | 2线焊接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008237555A JP5199802B2 (ja) | 2008-09-17 | 2008-09-17 | 2ワイヤ溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010069494A true JP2010069494A (ja) | 2010-04-02 |
| JP5199802B2 JP5199802B2 (ja) | 2013-05-15 |
Family
ID=42028851
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008237555A Expired - Fee Related JP5199802B2 (ja) | 2008-09-17 | 2008-09-17 | 2ワイヤ溶接方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5199802B2 (ja) |
| CN (1) | CN101676057A (ja) |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012166247A (ja) * | 2011-02-16 | 2012-09-06 | Daihen Corp | 2ワイヤ溶接制御方法 |
| CN104439621A (zh) * | 2014-11-05 | 2015-03-25 | 深圳华意隆电气股份有限公司 | 一种精细化多功能焊接系统及其控制方法 |
| JP2015193018A (ja) * | 2014-03-31 | 2015-11-05 | 川田工業株式会社 | 大型構造物用溶接装置 |
| US9555493B2 (en) | 2008-07-09 | 2017-01-31 | Lincoln Global, Inc. | Apparatus for welding with curtain electrodes and strip electrodes |
| US9839970B2 (en) | 2010-12-21 | 2017-12-12 | Lincoln Global, Inc. | Dual wire welding system and method |
| RU2646302C1 (ru) * | 2017-02-13 | 2018-03-02 | Владимир Петрович Сидоров | Способ сварки комбинацией дуг |
| RU2648618C1 (ru) * | 2017-05-10 | 2018-03-26 | Владимир Петрович Сидоров | Способ автоматической сварки комбинацией дуг |
| RU2653027C1 (ru) * | 2017-06-01 | 2018-05-04 | Владимир Петрович Сидоров | Способ дуговой сварки двумя электродами |
| US10532418B2 (en) | 2017-08-08 | 2020-01-14 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing contact tip and diffuser |
| RU2724759C1 (ru) * | 2019-08-23 | 2020-06-25 | Частное образовательное учреждение дополнительного профессионального образования Технический учебный центр "Спектр" | Способ дуговой двухэлектродной механизированной сварки |
| RU2728144C1 (ru) * | 2019-10-28 | 2020-07-28 | ФГБОУ ВО "Тольяттинский государственный университет" | Способ сварки алюминиевых сплавов комбинацией дуг |
| US10773335B2 (en) | 2017-08-08 | 2020-09-15 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US10792752B2 (en) | 2017-08-08 | 2020-10-06 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| RU2739308C1 (ru) * | 2019-11-25 | 2020-12-22 | Общество с ограниченной ответственностью "Средневолжский Сертификационно-Диагностический Центр "Дельта" | Способ дуговой сварки алюминиевых сплавов с комбинацией неплавящегося и плавящегося электродов |
| RU2763808C1 (ru) * | 2021-03-11 | 2022-01-11 | федеральное государственное бюджетное образовательное учреждение высшего образования "Тольяттинский государственный университет" | Способ сварки комбинацией сжатой и свободной дуг |
| RU2763912C1 (ru) * | 2021-03-30 | 2022-01-11 | федеральное государственное бюджетное образовательное учреждение высшего образования "Тольяттинский государственный университет" | Способ плазменной наплавки и сварки комбинацией дуг |
| US11285557B2 (en) | 2019-02-05 | 2022-03-29 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system |
| US11440121B2 (en) | 2017-08-08 | 2022-09-13 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US11498146B2 (en) | 2019-09-27 | 2022-11-15 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US11504788B2 (en) | 2017-08-08 | 2022-11-22 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| RU2798645C1 (ru) * | 2022-11-02 | 2023-06-23 | федеральное государственное бюджетное образовательное учреждение высшего образования "Тольяттинский государственный университет" | Способ автоматической наплавки в инертном газе комбинацией дуг |
| US12168268B2 (en) | 2021-05-20 | 2024-12-17 | Lincoln Global, Inc. | Reduction of droplet size for CO2 shielded welding wire |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5785812B2 (ja) * | 2011-08-08 | 2015-09-30 | 株式会社ダイヘン | 2ワイヤ溶接制御方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54159359A (en) * | 1978-06-07 | 1979-12-17 | Hitachi Ltd | Mig arc welding method |
| JPS6072678A (ja) * | 1983-09-28 | 1985-04-24 | Nippon Steel Corp | 高速度ア−ク溶接法 |
| JP2006122991A (ja) * | 2004-11-01 | 2006-05-18 | Hitachi Constr Mach Co Ltd | 消耗電極式アーク溶接方法及び装置 |
| JP2008055506A (ja) * | 2006-07-31 | 2008-03-13 | Daihen Corp | 2溶接ワイヤ送給アーク溶接方法及び多層盛り溶接方法及び狭開先溶接方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006175458A (ja) * | 2004-12-21 | 2006-07-06 | Hitachi Constr Mach Co Ltd | 消耗電極式アーク溶接方法及びその装置 |
| CN101058126A (zh) * | 2007-04-13 | 2007-10-24 | 兰州理工大学 | 冷丝埋弧焊接方法及装置和控制系统及控制方法 |
-
2008
- 2008-09-17 JP JP2008237555A patent/JP5199802B2/ja not_active Expired - Fee Related
-
2009
- 2009-09-17 CN CN200910170892A patent/CN101676057A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54159359A (en) * | 1978-06-07 | 1979-12-17 | Hitachi Ltd | Mig arc welding method |
| JPS6072678A (ja) * | 1983-09-28 | 1985-04-24 | Nippon Steel Corp | 高速度ア−ク溶接法 |
| JP2006122991A (ja) * | 2004-11-01 | 2006-05-18 | Hitachi Constr Mach Co Ltd | 消耗電極式アーク溶接方法及び装置 |
| JP2008055506A (ja) * | 2006-07-31 | 2008-03-13 | Daihen Corp | 2溶接ワイヤ送給アーク溶接方法及び多層盛り溶接方法及び狭開先溶接方法 |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9555493B2 (en) | 2008-07-09 | 2017-01-31 | Lincoln Global, Inc. | Apparatus for welding with curtain electrodes and strip electrodes |
| US9839970B2 (en) | 2010-12-21 | 2017-12-12 | Lincoln Global, Inc. | Dual wire welding system and method |
| USRE50726E1 (en) | 2010-12-21 | 2026-01-06 | Lincoln Global, Inc. | Dual wire welding system and method |
| USRE50752E1 (en) | 2010-12-21 | 2026-01-20 | Lincoln Global, Inc. | Dual wire welding system and method |
| JP2012166247A (ja) * | 2011-02-16 | 2012-09-06 | Daihen Corp | 2ワイヤ溶接制御方法 |
| JP2015193018A (ja) * | 2014-03-31 | 2015-11-05 | 川田工業株式会社 | 大型構造物用溶接装置 |
| CN104439621A (zh) * | 2014-11-05 | 2015-03-25 | 深圳华意隆电气股份有限公司 | 一种精细化多功能焊接系统及其控制方法 |
| RU2646302C1 (ru) * | 2017-02-13 | 2018-03-02 | Владимир Петрович Сидоров | Способ сварки комбинацией дуг |
| RU2648618C1 (ru) * | 2017-05-10 | 2018-03-26 | Владимир Петрович Сидоров | Способ автоматической сварки комбинацией дуг |
| RU2653027C1 (ru) * | 2017-06-01 | 2018-05-04 | Владимир Петрович Сидоров | Способ дуговой сварки двумя электродами |
| US10773335B2 (en) | 2017-08-08 | 2020-09-15 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US10532418B2 (en) | 2017-08-08 | 2020-01-14 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing contact tip and diffuser |
| US10792752B2 (en) | 2017-08-08 | 2020-10-06 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US11440121B2 (en) | 2017-08-08 | 2022-09-13 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US11484960B2 (en) | 2017-08-08 | 2022-11-01 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing contact tip and diffuser |
| US11504788B2 (en) | 2017-08-08 | 2022-11-22 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US11964346B2 (en) | 2017-08-08 | 2024-04-23 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US11285557B2 (en) | 2019-02-05 | 2022-03-29 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system |
| RU2724759C1 (ru) * | 2019-08-23 | 2020-06-25 | Частное образовательное учреждение дополнительного профессионального образования Технический учебный центр "Спектр" | Способ дуговой двухэлектродной механизированной сварки |
| US11498146B2 (en) | 2019-09-27 | 2022-11-15 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| RU2728144C1 (ru) * | 2019-10-28 | 2020-07-28 | ФГБОУ ВО "Тольяттинский государственный университет" | Способ сварки алюминиевых сплавов комбинацией дуг |
| RU2739308C1 (ru) * | 2019-11-25 | 2020-12-22 | Общество с ограниченной ответственностью "Средневолжский Сертификационно-Диагностический Центр "Дельта" | Способ дуговой сварки алюминиевых сплавов с комбинацией неплавящегося и плавящегося электродов |
| RU2763808C1 (ru) * | 2021-03-11 | 2022-01-11 | федеральное государственное бюджетное образовательное учреждение высшего образования "Тольяттинский государственный университет" | Способ сварки комбинацией сжатой и свободной дуг |
| RU2763912C1 (ru) * | 2021-03-30 | 2022-01-11 | федеральное государственное бюджетное образовательное учреждение высшего образования "Тольяттинский государственный университет" | Способ плазменной наплавки и сварки комбинацией дуг |
| US12168268B2 (en) | 2021-05-20 | 2024-12-17 | Lincoln Global, Inc. | Reduction of droplet size for CO2 shielded welding wire |
| RU2798645C1 (ru) * | 2022-11-02 | 2023-06-23 | федеральное государственное бюджетное образовательное учреждение высшего образования "Тольяттинский государственный университет" | Способ автоматической наплавки в инертном газе комбинацией дуг |
| RU2815965C1 (ru) * | 2023-07-26 | 2024-03-25 | федеральное государственное автономное образовательное учреждение высшего образования "Пермский национальный исследовательский политехнический университет" | Способ плазменной наплавки и сварки комбинацией дуг |
| RU2843533C1 (ru) * | 2024-12-03 | 2025-07-14 | федеральное государственное автономное образовательное учреждение высшего образования "Пермский национальный исследовательский политехнический университет" | Плазмотрон для наплавки порошковым материалом |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101676057A (zh) | 2010-03-24 |
| JP5199802B2 (ja) | 2013-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5199802B2 (ja) | 2ワイヤ溶接方法 | |
| JP5580869B2 (ja) | 2ワイヤ溶接トーチ、およびこれを用いた2ワイヤ溶接装置 | |
| JP2010082624A (ja) | 2ワイヤ溶接トーチ、およびこれを用いた2ワイヤ溶接装置 | |
| JP5206831B2 (ja) | アーク溶接制御方法 | |
| US9511442B2 (en) | Adaptable rotating arc welding method and system | |
| JP6130254B2 (ja) | アーク溶接用電源装置及びアーク溶接用電源装置の制御方法 | |
| JP2009208137A (ja) | プラズマミグ溶接方法 | |
| JP2012066288A (ja) | アークスタート時のスパッタの発生を低減するアーク溶接方法 | |
| CN102985212B (zh) | 焊接系统热输入控制 | |
| JP6945290B2 (ja) | スパッタを低減したac溶接用の溶接システム | |
| JP5085276B2 (ja) | 2ワイヤ溶接の溶接開始方法 | |
| CN104136161A (zh) | 等离子-mig焊接方法及焊炬 | |
| JP4089755B2 (ja) | タンデムアーク溶接装置 | |
| JP2014501177A (ja) | カーテン電極及び帯状電極を用いる溶接のための方法及び方法 | |
| JP2009072809A (ja) | 2ワイヤ溶接の溶接開始方法 | |
| JP6395644B2 (ja) | アーク溶接方法、アーク溶接装置およびアーク溶接用制御装置 | |
| CN108472757A (zh) | 用于保护焊丝的焊接系统及方法 | |
| JP2009106984A (ja) | 2ワイヤ溶接の溶接開始方法 | |
| CN101811215B (zh) | Gma焊接方法 | |
| JP2011110604A (ja) | パルスアーク溶接方法及び溶接装置 | |
| CN111390347A (zh) | 一种连续送进的双焊丝熔滴交替过渡控制装置与方法 | |
| JP7648768B2 (ja) | 複式溶接方法 | |
| JPH11347732A (ja) | 溶接ロボットの溶接開始点制御方法 | |
| JPH11347732A5 (ja) | 溶接ロボットの溶接開始点制御方法および溶接ロボット | |
| JP2008080355A (ja) | プラズマミグ溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120925 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130208 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5199802 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |