JP2010064220A - 研磨装置および研磨方法 - Google Patents
研磨装置および研磨方法 Download PDFInfo
- Publication number
- JP2010064220A JP2010064220A JP2008234991A JP2008234991A JP2010064220A JP 2010064220 A JP2010064220 A JP 2010064220A JP 2008234991 A JP2008234991 A JP 2008234991A JP 2008234991 A JP2008234991 A JP 2008234991A JP 2010064220 A JP2010064220 A JP 2010064220A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- target
- substrate
- vibration
- amplitude
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 309
- 238000000034 method Methods 0.000 title claims abstract description 23
- 238000005259 measurement Methods 0.000 claims abstract description 89
- 239000000758 substrate Substances 0.000 claims abstract description 77
- 238000003825 pressing Methods 0.000 claims abstract description 23
- 239000007788 liquid Substances 0.000 claims description 55
- 239000012530 fluid Substances 0.000 claims description 38
- 230000007246 mechanism Effects 0.000 claims description 23
- 238000010191 image analysis Methods 0.000 claims description 16
- 239000000463 material Substances 0.000 claims description 15
- 230000007423 decrease Effects 0.000 claims description 10
- 238000012545 processing Methods 0.000 claims description 7
- 230000001678 irradiating effect Effects 0.000 claims 1
- 238000012544 monitoring process Methods 0.000 abstract description 12
- 238000007517 polishing process Methods 0.000 abstract description 6
- 230000007704 transition Effects 0.000 abstract description 5
- 238000006073 displacement reaction Methods 0.000 description 26
- 239000013307 optical fiber Substances 0.000 description 22
- 230000004048 modification Effects 0.000 description 17
- 238000012986 modification Methods 0.000 description 17
- 230000008859 change Effects 0.000 description 15
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 15
- 230000003287 optical effect Effects 0.000 description 13
- 238000001228 spectrum Methods 0.000 description 12
- 229910004298 SiO 2 Inorganic materials 0.000 description 10
- 230000001133 acceleration Effects 0.000 description 10
- 238000004458 analytical method Methods 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000001514 detection method Methods 0.000 description 4
- 238000000227 grinding Methods 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000012780 transparent material Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 229910052736 halogen Inorganic materials 0.000 description 2
- 150000002367 halogens Chemical class 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000035945 sensitivity Effects 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 229910052724 xenon Inorganic materials 0.000 description 2
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 230000007847 structural defect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
- 230000007723 transport mechanism Effects 0.000 description 1
Images




















Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
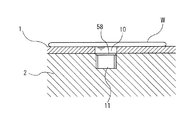
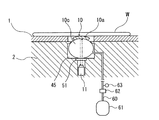
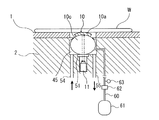
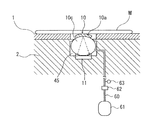
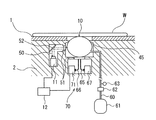
【解決手段】本発明の研磨装置は、研磨面1aを有する研磨パッド1が取り付けられる研磨テーブル2と、基板Wを研磨面1aに押圧する基板保持部3とを有し、研磨テーブル2と基板保持部3の相対移動により基板Wの表面を研磨する。研磨装置は、基板Wの表面に接触するターゲット10と、ターゲット10の振動の振幅および周波数の少なくとも一方を測定する振動測定部11と、振動測定部11によって測定された振幅および周波数の少なくとも一方に基づいて研磨処理を制御する制御部12とを備える。
【選択図】図1
Description
本発明の好ましい態様は、前記基板保持部は、前記基板の複数の領域を独立に押圧する複数の押圧機構を有し、前記制御部は、前記振動測定部によって測定された前記振幅および周波数の少なくとも一方に基づいて、前記複数の押圧機構の押圧力を制御することを特徴とする。
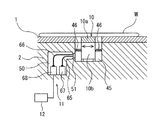
本発明の好ましい態様は、前記研磨テーブルには、その上面で開口する液体室が設けられ、前記ターゲットは、前記液体室内に配置されていることを特徴とする。
本発明の好ましい態様は、前記振動測定部は、前記弾性バッグの振動の振幅および周波数の少なくとも一方を測定することを特徴とする。
本発明の好ましい態様は、前記弾性バッグに供給される流体の圧力を調整する圧力調整機構をさらに備えたことを特徴とする。
本発明の好ましい態様は、前記振動測定部は、前記弾性バッグに封入された流体の圧力を測定する圧力センサであることを特徴とする。
本発明の好ましい態様は、前記弾性バッグは光透過性を有する材料から構成されており、前記弾性バッグを介して前記基板の表面の画像を取得する画像取得手段をさらに備えていることを特徴とする。
本発明の好ましい態様は、前記画像取得手段によって取得された画像から前記基板の表面の構造を解析する画像解析部をさらに備えていることを特徴とする。
本発明の好ましい態様は、前記ターゲットと前記基板との接触圧力を調整する接触圧力調整機構をさらに備えたことを特徴とする。
本発明の好ましい態様は、前記制御部は、前記接触圧力調整機構を介して前記接触圧力を一定に制御することを特徴とする。
本発明の好ましい態様は、前記振動測定部は、前記ターゲットの画像を取得する画像取得手段と、前記画像取得手段によって取得された画像から前記ターゲットの振動の振幅および周波数の少なくとも一方を解析する画像解析部とを備えていることを特徴とする。
本発明の好ましい態様は、前記ターゲットは、前記研磨パッドの一部であることを特徴とする。
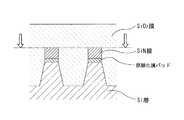
本発明の好ましい態様は、前記研磨パッドには切れ込み線が形成されており、前記ターゲットは、前記切れ込み線で囲まれた領域であることを特徴とする。
本発明の好ましい態様は、前記ターゲットを構成する前記研磨パッドの一部は、他の部分よりも厚さが薄い部分であることを特徴とする。
本発明の好ましい態様は前記ターゲットが接触する基板の箇所と、前記反射強度測定部が光を照射する基板の箇所とは同一であることを特徴とする。
本発明の好ましい態様は、前記制御部は、前記振幅および周波数の少なくとも一方と、前記反射光の強度とを選択的に監視することを特徴とする。
本発明の好ましい態様は、前記研磨テーブルの振動の振幅および周波数の少なくとも一方を測定するリファレンス測定部をさらに備え、前記振動測定部は前記研磨テーブルに設けられ、前記制御部は、前記振動測定部の測定値から前記リファレンス測定部の測定値を除算することを特徴とする。
本発明の好ましい態様は、測定された前記振幅および周波数の少なくとも一方に基づいて、前記基板の複数の領域に対する押圧力を制御することを特徴とする。
本発明の好ましい態様は、前記ターゲットと前記基板との接触圧力を一定に維持しながら、前記ターゲットの振動の振幅および周波数の少なくとも一方を測定することを特徴とする。
本発明の好ましい態様は、研磨中に、前記基板の表面に光を照射し、該基板から戻ってくる反射光の強度を測定することを特徴とする。
本発明の好ましい態様は、前記ターゲットが接触する基板の箇所と、前記光を照射する基板の箇所とは同一であることを特徴とする。
本発明の好ましい態様は、前記振幅および周波数の少なくとも一方と、前記反射光の強度とを選択的に監視することを特徴とする。
本発明の好ましい態様は、研磨中に、前記ターゲットの画像を取得し、前記画像から前記ターゲットの振動の振幅および周波数の少なくとも一方を解析することを特徴とする。
以下に説明では、同一または対応する要素には同一の符号を付して、その重複する説明を省略する。
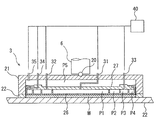
図1は、本発明の原理を説明するための研磨装置の断面を示す模式図である。図1に示すように、この研磨装置は、研磨パッド1を保持する研磨テーブル2と、膜を有するウェハWを保持して研磨パッド1に押圧するトップリング3と、研磨パッド1に研磨液(スラリー)を供給する研磨液供給ノズル4とを備えている。研磨テーブル2は、その下方に配置されるモータ(図示せず)に連結されており、軸心周りに回転可能になっている。研磨パッド1は研磨テーブル2の上面に固定されている。
X(t)=ρλ1(t)/(ρλ1(t)+ρλ2(t))
ここで、ρは反射強度、tは研磨時間を表す。
2 研磨テーブル
3 トップリング
4 研磨液供給ノズル
6 トップリングシャフト
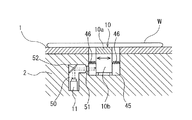
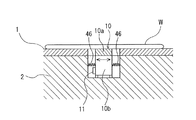
10 ターゲット
11 振動測定部
12 制御部
15 変位変換部材
20 自由継手
21 トップリング本体
22 リテーナリング
26 弾性パッド
27 チャッキングプレート
31〜35 流体路
40 圧力調整部
45 凹部
46 ばね
50 部屋
52 ミラー
54 液体供給路
55 液体排出路
57 切れ込み線
58 閉塞プレート
60 流体供給路
61 流体供給源
62 圧力調整機構
63 圧力センサ
65,66 光ファイバー
67 光源
68 光パワーメータ
70 反射強度測定部
71 分光器
72 カメラ
73,74 画像解析部
75 リファレンスセンサ
Claims (31)
- 研磨面を有する研磨パッドが取り付けられる研磨テーブルと、
基板を前記研磨面に押圧する基板保持部とを有し、前記研磨テーブルと前記基板保持部の相対移動により基板の表面を研磨する研磨装置であって、
前記基板の表面に接触するターゲットと、
前記ターゲットの振動の振幅および周波数の少なくとも一方を測定する振動測定部と、
前記振動測定部によって測定された前記振幅および周波数の少なくとも一方に基づいて研磨処理を制御する制御部とを備えたことを特徴とする研磨装置。 - 前記制御部は、前記振幅および周波数の少なくとも一方が増加または減少して所定の値となったときに、研磨終点に達したと判断することを特徴とする請求項1に記載の研磨装置。
- 前記基板保持部は、前記基板の複数の領域を独立に押圧する複数の押圧機構を有し、
前記制御部は、前記振動測定部によって測定された前記振幅および周波数の少なくとも一方に基づいて、前記複数の押圧機構の押圧力を制御することを特徴とする請求項1に記載の研磨装置。 - 前記研磨テーブルには、その上面で開口する液体室が設けられ、
前記ターゲットは、前記液体室内に配置されていることを特徴とする請求項1に記載の研磨装置。 - 前記ターゲットは、内部に流体が封入された弾性バッグを備えることを特徴とする請求項1に記載の研磨装置。
- 前記振動測定部は、前記弾性バッグの振動の振幅および周波数の少なくとも一方を測定することを特徴とする請求項5に記載の研磨装置。
- 前記弾性バッグに供給される流体の圧力を調整する圧力調整機構をさらに備えたことを特徴とする請求項5に記載の研磨装置。
- 前記振動測定部は、前記弾性バッグに封入された流体の圧力を測定する圧力センサであることを特徴とする請求項5に記載の研磨装置。
- 前記ターゲットは、前記基板の表面に接触する接触パッドをさらに有しており、
前記接触パッドは、前記弾性バッグに取り付けられており、
前記振動測定部は、前記接触パッドの振動の振幅および周波数の少なくとも一方を測定することを特徴とする請求項5に記載の研磨装置。 - 前記弾性バッグは光透過性を有する材料から構成されており、
前記弾性バッグを介して前記基板の表面の画像を取得する画像取得手段をさらに備えていることを特徴とする請求項5に記載の研磨装置。 - 前記画像取得手段によって取得された画像から前記基板の表面の構造を解析する画像解析部をさらに備えていることを特徴とする請求項10に記載の研磨装置。
- 前記ターゲットと前記基板との接触圧力を調整する接触圧力調整機構をさらに備えたことを特徴とする請求項1に記載の研磨装置。
- 前記制御部は、前記接触圧力調整機構を介して前記接触圧力を一定に制御することを特徴とする請求項12に記載の研磨装置。
- 前記振動測定部は、
前記ターゲットの画像を取得する画像取得手段と、
前記画像取得手段によって取得された画像から前記ターゲットの振動の振幅および周波数の少なくとも一方を解析する画像解析部とを備えていることを特徴とする請求項1に記載の研磨装置。 - 前記振動測定部は、
前記ターゲットに光を照射する投光部と、
前記ターゲットで反射した光を受光する受光部と、
前記受光部によって受光された光の強さを測定する測定部とを有することを特徴とする請求項1に記載の研磨装置。 - 前記ターゲットは、前記研磨パッドの一部であることを特徴とする請求項1に記載の研磨装置。
- 前記研磨パッドには切れ込み線が形成されており、前記ターゲットは、前記切れ込み線で囲まれた領域であることを特徴とする請求項16に記載の研磨装置。
- 前記ターゲットを構成する前記研磨パッドの一部は、他の部分よりも厚さが薄い部分であることを特徴とする請求項16に記載の研磨装置。
- 前記基板の表面に光を照射し、該基板から戻ってくる反射光の強度を測定する反射強度測定部をさらに備えたことを特徴とする請求項1に記載の研磨装置。
- 前記ターゲットが接触する基板の箇所と、前記反射強度測定部が光を照射する基板の箇所とは同一であることを特徴とする請求項19に記載の研磨装置。
- 前記制御部は、前記振幅および周波数の少なくとも一方と、前記反射光の強度とを選択的に監視することを特徴とする請求項19に記載の研磨装置。
- 前記研磨テーブルの振動の振幅および周波数の少なくとも一方を測定するリファレンス測定部をさらに備え、
前記振動測定部は前記研磨テーブルに設けられ、
前記制御部は、前記振動測定部の測定値から前記リファレンス測定部の測定値を除算することを特徴とする請求項1に記載の研磨装置。 - 基板を基板保持部により保持し、
研磨テーブルに取り付けられた研磨パッドの研磨面に基板を押圧し、
前記基板保持部と前記研磨テーブルとを相対移動させて前記基板の表面を研磨し、
研磨中に、前記基板の表面に接触するターゲットの振動の振幅および周波数の少なくとも一方を測定し、
測定された前記振幅および周波数の少なくとも一方に基づいて研磨処理を制御することを特徴とする研磨方法。 - 前記振幅および周波数の少なくとも一方が増加または減少して所定の値となったときに、研磨終点に達したと判断することを特徴とする請求項23に記載の研磨方法。
- 測定された前記振幅および周波数の少なくとも一方に基づいて、前記基板の複数の領域に対する押圧力を制御することを特徴とする請求項23に記載の研磨方法。
- 前記ターゲットと前記基板との接触圧力を一定に維持しながら、前記ターゲットの振動の振幅および周波数の少なくとも一方を測定することを特徴とする請求項23に記載の研磨方法。
- 研磨中に、前記基板の表面に光を照射し、該基板から戻ってくる反射光の強度を測定することを特徴とする請求項23に記載の研磨方法。
- 前記ターゲットが接触する基板の箇所と、前記光を照射する基板の箇所とは同一であることを特徴とする請求項27に記載の研磨方法。
- 前記振幅および周波数の少なくとも一方と、前記反射光の強度とを選択的に監視することを特徴とする請求項27に記載の研磨方法。
- 研磨中に、前記基板の表面の画像を取得し、
前記画像から前記基板の表面の構造を解析することを特徴とする請求項23に記載の研磨方法。 - 研磨中に、前記ターゲットの画像を取得し、
前記画像から前記ターゲットの振動の振幅および周波数の少なくとも一方を解析することを特徴とする請求項23に記載の研磨方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008234991A JP5301931B2 (ja) | 2008-09-12 | 2008-09-12 | 研磨方法および研磨装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008234991A JP5301931B2 (ja) | 2008-09-12 | 2008-09-12 | 研磨方法および研磨装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010064220A true JP2010064220A (ja) | 2010-03-25 |
| JP2010064220A5 JP2010064220A5 (ja) | 2011-10-13 |
| JP5301931B2 JP5301931B2 (ja) | 2013-09-25 |
Family
ID=42190253
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008234991A Expired - Fee Related JP5301931B2 (ja) | 2008-09-12 | 2008-09-12 | 研磨方法および研磨装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5301931B2 (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20120010180A (ko) * | 2010-07-23 | 2012-02-02 | 가부시키가이샤 에바라 세이사꾸쇼 | 기판 폴리싱의 진행을 감시하는 방법 및 폴리싱장치 |
| CN106112810A (zh) * | 2016-08-08 | 2016-11-16 | 泉州装备制造研究所 | 石材磨抛系统故障智能检测和分析方法和装置 |
| US9502318B2 (en) | 2014-06-17 | 2016-11-22 | Kabushiki Kaisha Toshiba | Polish apparatus, polish method, and method of manufacturing semiconductor device |
| US9902038B2 (en) | 2015-02-05 | 2018-02-27 | Toshiba Memory Corporation | Polishing apparatus, polishing method, and semiconductor manufacturing method |
| WO2018052816A1 (en) * | 2016-09-15 | 2018-03-22 | Applied Materials, Inc. | Chemical mechanical polishing smart ring |
| JP2019081243A (ja) * | 2017-10-31 | 2019-05-30 | 株式会社荏原製作所 | 研磨装置、及び研磨方法 |
| WO2020046502A1 (en) * | 2018-08-31 | 2020-03-05 | Applied Materials, Inc. | Polishing system with capacitive shear sensor |
| CN111002214A (zh) * | 2019-12-25 | 2020-04-14 | 唐山万士和电子有限公司 | 一种压电石英晶片凸面研磨频率实时监测装置 |
| CN111263682A (zh) * | 2018-03-13 | 2020-06-09 | 应用材料公司 | 化学机械抛光期间的振动的监测 |
| JP2020185659A (ja) * | 2019-05-17 | 2020-11-19 | Agc株式会社 | 異常検知装置及び異常検知方法 |
| CN112384330A (zh) * | 2019-01-23 | 2021-02-19 | 应用材料公司 | 使用增材制造工艺所形成的抛光垫及其相关方法 |
| JP2021088021A (ja) * | 2019-12-03 | 2021-06-10 | 株式会社荏原製作所 | 研磨装置および研磨方法 |
| CN114746214A (zh) * | 2019-12-03 | 2022-07-12 | 株式会社荏原制作所 | 研磨装置及研磨方法 |
| US11688653B2 (en) | 2020-03-06 | 2023-06-27 | Kioxia Corporation | Semiconductor manufacturing apparatus and method of manufacturing semiconductor device |
| JP2024526637A (ja) * | 2021-07-06 | 2024-07-19 | アプライド マテリアルズ インコーポレイテッド | 光学センサを用いた化学機械研磨振動測定 |
| WO2024171565A1 (ja) * | 2023-02-16 | 2024-08-22 | 株式会社東京精密 | 研磨終点検出装置及び方法並びにcmp装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021144972A (ja) | 2020-03-10 | 2021-09-24 | キオクシア株式会社 | 半導体製造装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003236749A (ja) * | 1995-04-26 | 2003-08-26 | Fujitsu Ltd | 研磨装置及び研磨方法 |
| JP2006187837A (ja) * | 2005-01-06 | 2006-07-20 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| JP2007027781A (ja) * | 1995-03-28 | 2007-02-01 | Applied Materials Inc | ポリッシングパッド |
| JP2007044814A (ja) * | 2005-08-10 | 2007-02-22 | Nitta Haas Inc | 研磨パッド |
| JP2007059597A (ja) * | 2005-08-24 | 2007-03-08 | Fuji Electric Holdings Co Ltd | 膜厚評価方法、研磨終点検出方法及びデバイス製造装置 |
| JP2008068388A (ja) * | 2006-09-15 | 2008-03-27 | Tokyo Seimitsu Co Ltd | 静電結合型センサ及びそれを用いた終点検出方法及び終点検出装置 |
-
2008
- 2008-09-12 JP JP2008234991A patent/JP5301931B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007027781A (ja) * | 1995-03-28 | 2007-02-01 | Applied Materials Inc | ポリッシングパッド |
| JP2003236749A (ja) * | 1995-04-26 | 2003-08-26 | Fujitsu Ltd | 研磨装置及び研磨方法 |
| JP2006187837A (ja) * | 2005-01-06 | 2006-07-20 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| JP2007044814A (ja) * | 2005-08-10 | 2007-02-22 | Nitta Haas Inc | 研磨パッド |
| JP2007059597A (ja) * | 2005-08-24 | 2007-03-08 | Fuji Electric Holdings Co Ltd | 膜厚評価方法、研磨終点検出方法及びデバイス製造装置 |
| JP2008068388A (ja) * | 2006-09-15 | 2008-03-27 | Tokyo Seimitsu Co Ltd | 静電結合型センサ及びそれを用いた終点検出方法及び終点検出装置 |
Cited By (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20120010180A (ko) * | 2010-07-23 | 2012-02-02 | 가부시키가이샤 에바라 세이사꾸쇼 | 기판 폴리싱의 진행을 감시하는 방법 및 폴리싱장치 |
| JP2012028554A (ja) * | 2010-07-23 | 2012-02-09 | Ebara Corp | 基板の研磨の進捗を監視する方法および研磨装置 |
| KR101669554B1 (ko) | 2010-07-23 | 2016-10-26 | 가부시키가이샤 에바라 세이사꾸쇼 | 기판 폴리싱의 진행을 감시하는 방법 및 폴리싱장치 |
| US9502318B2 (en) | 2014-06-17 | 2016-11-22 | Kabushiki Kaisha Toshiba | Polish apparatus, polish method, and method of manufacturing semiconductor device |
| US9902038B2 (en) | 2015-02-05 | 2018-02-27 | Toshiba Memory Corporation | Polishing apparatus, polishing method, and semiconductor manufacturing method |
| CN106112810A (zh) * | 2016-08-08 | 2016-11-16 | 泉州装备制造研究所 | 石材磨抛系统故障智能检测和分析方法和装置 |
| WO2018052816A1 (en) * | 2016-09-15 | 2018-03-22 | Applied Materials, Inc. | Chemical mechanical polishing smart ring |
| US10513008B2 (en) | 2016-09-15 | 2019-12-24 | Applied Materials, Inc. | Chemical mechanical polishing smart ring |
| JP2019081243A (ja) * | 2017-10-31 | 2019-05-30 | 株式会社荏原製作所 | 研磨装置、及び研磨方法 |
| JP7403213B2 (ja) | 2017-10-31 | 2023-12-22 | 株式会社荏原製作所 | 研磨装置、及び研磨方法 |
| JP2021517073A (ja) * | 2018-03-13 | 2021-07-15 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 化学機械研磨中の振動のモニタリング |
| KR20200121908A (ko) * | 2018-03-13 | 2020-10-26 | 어플라이드 머티어리얼스, 인코포레이티드 | 화학적 기계적 연마 동안 진동들의 모니터링 |
| KR102677387B1 (ko) * | 2018-03-13 | 2024-06-24 | 어플라이드 머티어리얼스, 인코포레이티드 | 화학적 기계적 연마 동안 진동들의 모니터링 |
| CN111263682A (zh) * | 2018-03-13 | 2020-06-09 | 应用材料公司 | 化学机械抛光期间的振动的监测 |
| JP7354131B2 (ja) | 2018-03-13 | 2023-10-02 | アプライド マテリアルズ インコーポレイテッド | 化学機械研磨中の振動のモニタリング |
| US11701749B2 (en) | 2018-03-13 | 2023-07-18 | Applied Materials, Inc. | Monitoring of vibrations during chemical mechanical polishing |
| US11660722B2 (en) | 2018-08-31 | 2023-05-30 | Applied Materials, Inc. | Polishing system with capacitive shear sensor |
| US12233505B2 (en) | 2018-08-31 | 2025-02-25 | Applied Materials, Inc. | Polishing system with capacitive shear sensor |
| WO2020046502A1 (en) * | 2018-08-31 | 2020-03-05 | Applied Materials, Inc. | Polishing system with capacitive shear sensor |
| TWI856021B (zh) * | 2018-08-31 | 2024-09-21 | 美商應用材料股份有限公司 | 化學機械拋光系統、拋光墊、監測基板的摩擦係數的方法及製造拋光墊的方法 |
| CN112384330B (zh) * | 2019-01-23 | 2022-12-30 | 应用材料公司 | 使用增材制造工艺所形成的抛光垫及其相关方法 |
| CN112384330A (zh) * | 2019-01-23 | 2021-02-19 | 应用材料公司 | 使用增材制造工艺所形成的抛光垫及其相关方法 |
| JP7306054B2 (ja) | 2019-05-17 | 2023-07-11 | Agc株式会社 | 異常検知装置及び異常検知方法 |
| TWI831973B (zh) * | 2019-05-17 | 2024-02-11 | 日商Agc股份有限公司 | 異常檢測裝置及異常檢測方法 |
| JP2020185659A (ja) * | 2019-05-17 | 2020-11-19 | Agc株式会社 | 異常検知装置及び異常検知方法 |
| KR102793516B1 (ko) | 2019-12-03 | 2025-04-11 | 가부시키가이샤 에바라 세이사꾸쇼 | 연마 장치 및 연마 방법 |
| KR20220103736A (ko) * | 2019-12-03 | 2022-07-22 | 가부시키가이샤 에바라 세이사꾸쇼 | 연마 장치 및 연마 방법 |
| CN114746214A (zh) * | 2019-12-03 | 2022-07-12 | 株式会社荏原制作所 | 研磨装置及研磨方法 |
| JP2021088021A (ja) * | 2019-12-03 | 2021-06-10 | 株式会社荏原製作所 | 研磨装置および研磨方法 |
| JP7468856B2 (ja) | 2019-12-03 | 2024-04-16 | 株式会社荏原製作所 | 研磨装置および研磨方法 |
| CN111002214A (zh) * | 2019-12-25 | 2020-04-14 | 唐山万士和电子有限公司 | 一种压电石英晶片凸面研磨频率实时监测装置 |
| US11688653B2 (en) | 2020-03-06 | 2023-06-27 | Kioxia Corporation | Semiconductor manufacturing apparatus and method of manufacturing semiconductor device |
| JP2024526637A (ja) * | 2021-07-06 | 2024-07-19 | アプライド マテリアルズ インコーポレイテッド | 光学センサを用いた化学機械研磨振動測定 |
| WO2024171565A1 (ja) * | 2023-02-16 | 2024-08-22 | 株式会社東京精密 | 研磨終点検出装置及び方法並びにcmp装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5301931B2 (ja) | 2013-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5301931B2 (ja) | 研磨方法および研磨装置 | |
| JP6208299B2 (ja) | ポリッシング装置 | |
| KR101669554B1 (ko) | 기판 폴리싱의 진행을 감시하는 방법 및 폴리싱장치 | |
| JP6469785B2 (ja) | 研磨パッド | |
| CN109382755B (zh) | 基板研磨装置及方法 | |
| TWI569318B (zh) | Grinding apparatus and grinding method | |
| TWI788383B (zh) | 研磨裝置及研磨方法 | |
| TWI858348B (zh) | 使用光學感測器來進行化學機械研磨振動測量的設備及方法 | |
| JP6275421B2 (ja) | 研磨方法および研磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110826 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130620 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |