JP2010045295A - 部品実装装置における電動式部品供給装置の原点位置合わせ制御方法 - Google Patents
部品実装装置における電動式部品供給装置の原点位置合わせ制御方法 Download PDFInfo
- Publication number
- JP2010045295A JP2010045295A JP2008209787A JP2008209787A JP2010045295A JP 2010045295 A JP2010045295 A JP 2010045295A JP 2008209787 A JP2008209787 A JP 2008209787A JP 2008209787 A JP2008209787 A JP 2008209787A JP 2010045295 A JP2010045295 A JP 2010045295A
- Authority
- JP
- Japan
- Prior art keywords
- component mounting
- mounting apparatus
- origin
- component
- component supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
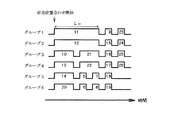
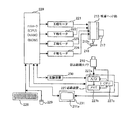
【解決手段】電動式部品供給装置Fを取り付けるための複数のスロットSと、該スロットSに取り付けられた電動式部品供給装置Fの動作を制御する制御部12と、該電動式部品供給装置Fと該制御部12との間の通信路14と、を有する部品実装装置10において、前記スロットSに取り付けられた電動式部品供給装置Fを、部品実装装置10から電動式部品供給装置Fに同時に供給可能な電力の範囲内で複数のグループに分け、分けられたグループごとに原点位置合わせを行う電動式部品供給装置Fの順序を決定し、前記複数のグループについて同時に原点位置合わせを行う。
【選択図】図1
Description
12…制御部
14…通信路
F…テープフィーダ
S…スロット
Claims (2)
- 電動式部品供給装置を取り付けるための複数のスロットと、該スロットに取り付けられた電動式部品供給装置の動作を制御する制御部と、該電動式部品供給装置と該制御部との間の通信路と、を有する部品実装装置において、
前記スロットに取り付けられた電動式部品供給装置を、部品実装装置から電動式部品供給装置に同時に供給可能な電力の範囲内で複数のグループに分け、分けられたグループごとに原点位置合わせを行う電動式部品供給装置の順序を決定し、前記複数のグループについて同時に原点位置合わせを行うことを特徴とする部品実装装置における電動式部品供給装置の原点位置合わせ制御方法。 - 前記グループの数が、前記部品実装装置が同時に吸着することができる部品の数と同じ数であることを特徴とする請求項1に記載の部品実装装置における電動式部品供給装置の原点位置合わせ制御方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008209787A JP5174579B2 (ja) | 2008-08-18 | 2008-08-18 | 部品実装装置における電動式部品供給装置の原点位置合わせ制御方法 |
| CN200910167105.5A CN101657087B (zh) | 2008-08-18 | 2009-08-18 | 电动式部件供给装置的控制方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008209787A JP5174579B2 (ja) | 2008-08-18 | 2008-08-18 | 部品実装装置における電動式部品供給装置の原点位置合わせ制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010045295A true JP2010045295A (ja) | 2010-02-25 |
| JP5174579B2 JP5174579B2 (ja) | 2013-04-03 |
Family
ID=41711083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008209787A Active JP5174579B2 (ja) | 2008-08-18 | 2008-08-18 | 部品実装装置における電動式部品供給装置の原点位置合わせ制御方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5174579B2 (ja) |
| CN (1) | CN101657087B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015177834A1 (ja) * | 2014-05-19 | 2015-11-26 | ヤマハ発動機株式会社 | 部品実装機、部品実装機の段取方法 |
| WO2017094192A1 (ja) * | 2015-12-04 | 2017-06-08 | 富士機械製造株式会社 | フィーダ制御装置および制御方法ならびに部品供給装置 |
| WO2018225170A1 (ja) | 2017-06-07 | 2018-12-13 | 株式会社Fuji | 部品装着機 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101835371A (zh) * | 2010-03-26 | 2010-09-15 | 东莞市正可电子科技有限公司 | 一种全自动插件机控制系统 |
| CN103269576B (zh) * | 2013-05-31 | 2016-01-20 | 哈尔滨工业大学 | 全自动贴片机吸嘴头轴原点快速定位的方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007048891A (ja) * | 2005-08-09 | 2007-02-22 | Yamaha Motor Co Ltd | 表面実装機 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10152408A1 (de) * | 2000-10-25 | 2002-05-16 | Matsushita Electric Industrial Co Ltd | System und Verfahren zur Bauteilmontage |
| CN100438743C (zh) * | 2001-10-16 | 2008-11-26 | 松下电器产业株式会社 | 运送带送带器和电子部件安装装置及电子部件输送方法 |
| JP4845113B2 (ja) * | 2006-09-12 | 2011-12-28 | 富士機械製造株式会社 | 電子部品装着機及び電子部品供給装置 |
-
2008
- 2008-08-18 JP JP2008209787A patent/JP5174579B2/ja active Active
-
2009
- 2009-08-18 CN CN200910167105.5A patent/CN101657087B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007048891A (ja) * | 2005-08-09 | 2007-02-22 | Yamaha Motor Co Ltd | 表面実装機 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015177834A1 (ja) * | 2014-05-19 | 2015-11-26 | ヤマハ発動機株式会社 | 部品実装機、部品実装機の段取方法 |
| JPWO2015177834A1 (ja) * | 2014-05-19 | 2017-04-20 | ヤマハ発動機株式会社 | 部品実装機、部品実装機の段取方法 |
| KR101816621B1 (ko) | 2014-05-19 | 2018-01-09 | 야마하하쓰도키 가부시키가이샤 | 부품 실장기, 부품 실장기의 셋업 방법 |
| WO2017094192A1 (ja) * | 2015-12-04 | 2017-06-08 | 富士機械製造株式会社 | フィーダ制御装置および制御方法ならびに部品供給装置 |
| JPWO2017094192A1 (ja) * | 2015-12-04 | 2018-09-20 | 株式会社Fuji | フィーダ制御装置および制御方法ならびに部品供給装置 |
| WO2018225170A1 (ja) | 2017-06-07 | 2018-12-13 | 株式会社Fuji | 部品装着機 |
| JPWO2018225170A1 (ja) * | 2017-06-07 | 2020-05-21 | 株式会社Fuji | 部品装着機 |
| US11357151B2 (en) | 2017-06-07 | 2022-06-07 | Fuji Corporation | Component mounting machine |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101657087B (zh) | 2014-05-07 |
| JP5174579B2 (ja) | 2013-04-03 |
| CN101657087A (zh) | 2010-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4341302B2 (ja) | 電子部品実装装置および電子部品実装方法 | |
| JP6310058B2 (ja) | 画像処理装置および基板生産システム | |
| JP5174579B2 (ja) | 部品実装装置における電動式部品供給装置の原点位置合わせ制御方法 | |
| CN104936427A (zh) | 电子部件安装系统和电子部件安装方法 | |
| JP2016031959A (ja) | 部品実装装置および部品実装方法 | |
| JP2009004400A (ja) | 実装機および部品吸着装置 | |
| JP2013201204A (ja) | 部品実装装置及び部品実装方法 | |
| JP2010118389A (ja) | 部品実装方法および部品実装システム | |
| JP5078812B2 (ja) | 対基板作業システム | |
| CN109196971B (zh) | 元件安装系统 | |
| JP7213106B2 (ja) | 部品実装装置 | |
| JP4356796B2 (ja) | 電子部品の実装方法 | |
| JP2007281227A (ja) | 実装機における部品供給装置の配置設定方法 | |
| JP4228868B2 (ja) | 電子部品実装方法 | |
| US11778798B2 (en) | Information processing device, work system, and determination method | |
| JP4537233B2 (ja) | 画像認識装置および表面実装機 | |
| JP2008211066A (ja) | 表面実装装置及び方法 | |
| JP4805084B2 (ja) | 撮像制御装置および表面実装機 | |
| JP2005252007A (ja) | 電子部品実装装置 | |
| JP7503789B2 (ja) | 部品装着エラー管理装置及び部品装着装置 | |
| JP4172757B2 (ja) | 部品実装装置 | |
| JP2005276909A (ja) | 電子部品実装装置 | |
| JP5043693B2 (ja) | 部品実装装置、および制御方法 | |
| JP5981996B2 (ja) | 実装システム | |
| JP2010114228A (ja) | 電子部品装着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110808 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120828 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121211 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5174579 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |