JP2010044572A - 生産計画立案方法、その実行プログラム及びその実行装置 - Google Patents
生産計画立案方法、その実行プログラム及びその実行装置 Download PDFInfo
- Publication number
- JP2010044572A JP2010044572A JP2008208004A JP2008208004A JP2010044572A JP 2010044572 A JP2010044572 A JP 2010044572A JP 2008208004 A JP2008208004 A JP 2008208004A JP 2008208004 A JP2008208004 A JP 2008208004A JP 2010044572 A JP2010044572 A JP 2010044572A
- Authority
- JP
- Japan
- Prior art keywords
- shipping
- shipment
- period
- request
- amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Classifications
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/08—Logistics, e.g. warehousing, loading or distribution; Inventory or stock management
- G06Q10/087—Inventory or stock management, e.g. order filling, procurement or balancing against orders
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/06—Resources, workflows, human or project management; Enterprise or organisation planning; Enterprise or organisation modelling
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/06—Resources, workflows, human or project management; Enterprise or organisation planning; Enterprise or organisation modelling
- G06Q10/063—Operations research, analysis or management
- G06Q10/0631—Resource planning, allocation, distributing or scheduling for enterprises or organisations
Abstract
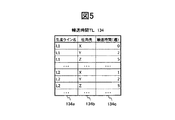
【解決手段】出荷要求週毎の出荷要求量を示す出荷要求を受け付ける。各出荷要求における出荷週のうちで最も将来の出荷要求週を最も将来の出荷週として、この出荷週の出荷量から、順次、現時点に近い出荷週の出荷量を定める。この際、まず、出荷量設定の対象出荷週nにおいて、対象出荷週n以降の出荷要求のうちで未出荷設定の出荷要求に関して、仕向先に製品を納品するまでの時間である順位設定用時間を定める。次に、未出荷設定の各出荷要求毎に、順位設定用時間が大きいほど出荷要求の割当順が高位になるよう、割当順1,2,…を定める。この割当順に従って、製品の生産能力に至るまで、出荷週nに、未出荷設定の各出荷要求毎の要求出荷量を順次割り当て、生産能力を超える場合には、生産能力を超えた分を未出荷設定分とし、これを対象出荷週nより前の出荷週(n−1)等に割り当てる。
【選択図】図15
Description
各出荷先からの製品の単位期間(以下、出荷要求期間とする)毎の出荷要求量を示す出荷要求に応じて、いずれの単位期間(以下、出荷期間とする)に製品を出荷するかを定めるにあたって、本発明では、
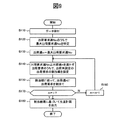
まず、前記製品の各出荷先毎の前記出荷要求、前記単位期間中における該製品の生産能力、該出荷先毎の出荷先までの製品輸送時間をそれぞれ受け付けて、それぞれをコンピュータの記憶手段に予め格納しておく。次に、前記記憶手段に格納されている前記出荷要求における出荷要求期間のうち、最も将来の出荷要求期間を特定する。次に、前記最も将来の出荷要求期間を最も将来の出荷期間として、該最も将来の出荷期間の出荷量から、順次、現時点に近い出荷期間の出荷量を定める。そして、定めた各出荷期間毎の出荷量を、前記コンピュータの出力手段に出力させる。
まず、出荷量設定の対象となる出荷期間において、前記出荷要求期間が該出荷期間以降の出荷要求のうちで未出荷設定の各出荷先毎の出荷要求に関して、前記記憶手段に格納されている各出荷先毎の製品輸送時間を参照して、当該出荷期間から出荷先に製品を納品するまでの時間である順位設定用時間を定める。次に、前記未出荷設定の各出荷要求毎の前記順位設定用時間を参照して、該順位設定用時間が大きいほど出荷要求の割当順が高位になるよう、該未出荷設定の各出荷要求毎の割当順を定める。そして、定められた前記割当順に従って、当該出荷期間における製品の前記生産能力に至るまで、当該出荷期間に、前記未出荷設定の各出荷要求毎の要求出荷量を順次割り当て、当該出荷期間中の総割当出荷量が当該出荷期間における該生産能力を超える場合には、該生産能力を超えた分を未出荷設定分とし、当該出荷期間での出荷量を定める。
Claims (5)
- 各出荷先からの製品の単位期間(以下、出荷要求期間とする)毎の出荷要求量を示す出荷要求に応じて、いずれの単位期間(以下、出荷期間とする)に製品を出荷するかを定める生産計画立案プログラムにおいて、
コンピュータの入力手段により、前記製品の各出荷先毎の前記出荷要求、前記単位期間中における該製品の生産能力、該出荷先毎の出荷先までの製品輸送時間をそれぞれ受け付けて、それぞれを該コンピュータの記憶手段に格納するデータ受付ステップと、
前記記憶手段に格納されている前記出荷要求における出荷要求期間のうち、最も将来の出荷要求期間を特定する期間特定ステップと、
前記最も将来の出荷要求期間を最も将来の出荷期間として、該最も将来の出荷期間の出荷量から、順次、現時点に近い出荷期間の出荷量を定める出荷量設定ステップと、
前記出荷量設定ステップで定めた各出荷期間毎の出荷量を、前記コンピュータの出力手段に出力させる出力ステップと、
を前記コンピュータに実行させ、
前記出荷量設定ステップでは、
出荷量設定の対象となる出荷期間において、前記出荷要求期間が該出荷期間以降の出荷要求のうちで未出荷設定の各出荷先毎の出荷要求に関して、前記記憶手段に格納されている各出荷先毎の製品輸送時間を参照して、当該出荷期間から出荷先に製品を納品するまでの時間である順位設定用時間を定める順位設定用時間算出ステップと、
前記順位設定用時間算出ステップで求められた前記未出荷設定の各出荷要求毎の前記順位設定用時間を参照して、該順位設定用時間が大きいほど出荷要求の割当順が高位になるよう、該未出荷設定の各出荷要求毎の割当順を定める割当順設定ステップと、
前記割当順設定ステップで定められた前記割当順に従って、当該出荷期間における製品の前記生産能力に至るまで、当該出荷期間に、前記未出荷設定の各出荷要求毎の要求出荷量を順次割り当て、当該出荷期間中の総割当出荷量が当該出荷期間における該生産能力を超える場合には、該生産能力を超えた分を未出荷設定分とし、当該出荷期間での出荷量を定める割当ステップと、
を前記コンピュータに実行させることを特徴とする生産計画立案プログラム。 - 請求項1に記載の生産計画立案プログラムにおいて、
前記順位設定用時間は、前記出荷量設定の対象となる出荷期間と前記出荷要求期間とが等しい場合には、前記製品輸送時間であり、前記出荷量要求期間が該出荷期間より先である場合には、該出荷要求期間と該出荷期間との差分と前記製品輸送時間とを加えた時間である、
ことを特徴とする生産計画立案プログラム。 - 請求項1及び2のいずれか一項に記載の生産計画立案プログラムにおいて、
前記データ受付ステップでは、
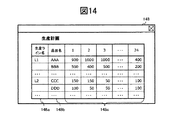
各出荷先毎で且つ各製品種毎の出荷要求を受け付けて、該出荷要求を前記記憶手段に格納すると共に、生産設備での前記単位期間中における基準製品の生産能力を受け付けて、該基準製品の生産能力を該記憶手段に格納し、さらに、各製品種毎に、該単位期期間中に該生産設備で該製品種の製品を生産する生産量と、該単位期間中に該生産設備での基準製品を生産する生産量である該生産能力との比である生産能力消費係数を受け付けて、各製品種毎の生産能力消費係数を該記憶手段に記憶し、
前記割当ステップでは、当該出荷期間に、前記未出荷設定の各出荷要求毎の要求出荷量を順次割り当てる際、出荷要求が示す製品種の要求出荷量と該出荷種の前記生産能力消費係数とを用いて、該要求出荷量を前記基準製品相当に換算し、当該出荷期間中の前記総割当出荷量として、各要求出荷量を害基準製品相当に換算した値の合計値を用いる、
ことを特徴とする生産計画立案プログラム。 - 各出荷先からの製品の単位期間(以下、出荷要求期間とする)毎の要求出荷量を示す出荷要求に応じて、いずれの単位期間(以下、出荷期間とする)に製品を出荷するかを定める生産計画立案装置において、
前記製品の各出荷先毎の前記出荷要求、前記単位期間中における該製品の生産能力、該出荷先毎の出荷先までの製品輸送時間をそれぞれ受け付ける受付手段と、
前記受付手段が受け付けたデータが格納される記憶手段と、
前記記憶手段に格納された前記出荷要求における出荷要求期間のうち、最も将来の出荷要求期間を特定する期間特定手段と、
前記最も将来の出荷要求期間を最も将来の出荷期間として、該最も将来の出荷期間の出荷量から、順次、現時点に近い出荷期間の出荷量を定める出荷量設定手段と、
前記出荷量設定手段が定めた各出荷期間毎の出荷量を出力する出力手段と、
を備え、
前記出荷量設定手段は、
前記出荷量設定ステップでは、
出荷量設定の対象となる出荷期間において、前記出荷要求期間が該出荷期間以降の出荷要求のうちで未出荷設定の各出荷先毎の出荷要求に関して、前記記憶手段に格納された各出荷先毎の製品輸送時間を参照して、当該出荷期間から出荷先に製品を納品するまでの時間である順位設定用時間を定める順位設定用時間算出手段と、
前記順位設定用時間算出手段が求めた前記未出荷設定の各出荷要求毎の前記順位設定用時間を参照して、該順位設定用時間が大きいほど出荷要求の割当順が高位になるよう、該未出荷設定の各出荷要求毎の割当順を定める割当順設定手段と、
前記割当順設定手段が定めた前記割当順に従って、当該出荷期間における製品の前記生産能力に至るまで、当該出荷期間に、前記未出荷設定の各出荷要求毎の要求出荷量を順次割り当て、当該出荷期間中の総割当出荷量が当該出荷期間における該生産能力を超える場合には、該生産能力を超えた分を未出荷設定分とし、当該出荷期間での出荷量を定める割当手段と、
を有することを特徴とする生産計画立案装置。 - 各出荷先からの製品の単位期間(以下、出荷要求期間とする)毎の出荷要求量を示す出荷要求に応じて、いずれの単位期間(以下、出荷期間とする)に製品を出荷するかを、コンピュータで定める生産計画立案方法において、
前記コンピュータの入力手段により、前記製品の各出荷先毎の前記出荷要求、前記単位期間中における該製品の生産能力、該出荷先毎の出荷先までの製品輸送時間をそれぞれ受け付けて、それぞれを該コンピュータの記憶手段に格納するデータ受付ステップと、
前記記憶手段に格納されている前記出荷要求における出荷要求期間のうち、最も将来の出荷要求期間を特定する期間特定ステップと、
前記最も将来の出荷要求期間を最も将来の出荷期間として、該最も将来の出荷期間の出荷量から、順次、現時点に近い出荷期間の出荷量を定める出荷量設定ステップと、
前記出荷量設定ステップで定めた各出荷期間毎の出荷量を、前記コンピュータの出力手段に出力させる出力ステップと、
を前記コンピュータが実行し、
前記出荷量設定ステップでは、
出荷量設定の対象となる出荷期間において、前記出荷要求期間が該出荷期間以降の出荷要求のうちで未出荷設定の各出荷先毎の出荷要求に関して、前記記憶手段に格納されている各出荷先毎の製品輸送時間を参照して、当該出荷期間から出荷先に製品を納品するまでの時間である順位設定用時間を定める順位設定用時間算出ステップと、
前記順位設定用時間算出ステップで求められた前記未出荷設定の各出荷要求毎の前記順位設定用時間を参照して、該順位設定用時間が大きいほど出荷要求の割当順が高位になるよう、該未出荷設定の各出荷要求毎の割当順を定める割当順設定ステップと、
前記割当順設定ステップで定められた前記割当順に従って、当該出荷期間における製品の前記生産能力に至るまで、当該出荷期間に、前記未出荷設定の各出荷要求毎の要求出荷量を順次割り当て、当該出荷期間中の総割当出荷量が当該出荷期間における該生産能力を超える場合には、該生産能力を超えた分を未出荷設定分とし、当該出荷期間での出荷量を定める割当ステップと、
を前記コンピュータが実行することを特徴とする生産計画立案方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008208004A JP5202177B2 (ja) | 2008-08-12 | 2008-08-12 | 生産計画立案方法、その実行プログラム及びその実行装置 |
| CN2009801312722A CN102119369B (zh) | 2008-08-12 | 2009-06-12 | 生产计划制定装置及方法 |
| US13/058,588 US8494893B2 (en) | 2008-08-12 | 2009-06-12 | Production plan making program, device, and method |
| PCT/JP2009/060794 WO2010018709A1 (ja) | 2008-08-12 | 2009-06-12 | 生産計画立案プログラム、装置及び方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008208004A JP5202177B2 (ja) | 2008-08-12 | 2008-08-12 | 生産計画立案方法、その実行プログラム及びその実行装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010044572A true JP2010044572A (ja) | 2010-02-25 |
| JP5202177B2 JP5202177B2 (ja) | 2013-06-05 |
Family
ID=41668856
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008208004A Active JP5202177B2 (ja) | 2008-08-12 | 2008-08-12 | 生産計画立案方法、その実行プログラム及びその実行装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8494893B2 (ja) |
| JP (1) | JP5202177B2 (ja) |
| CN (1) | CN102119369B (ja) |
| WO (1) | WO2010018709A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5202177B2 (ja) * | 2008-08-12 | 2013-06-05 | 株式会社日立製作所 | 生産計画立案方法、その実行プログラム及びその実行装置 |
| CN108197808B (zh) * | 2017-12-29 | 2023-10-20 | 广东溢达纺织有限公司 | 生产任务分配方法、装置和系统 |
| US11030577B2 (en) | 2019-04-22 | 2021-06-08 | Andrew Thomas Busey | Computer-implemented adaptive subscription models for consumer packaged goods |
| CN111126806B (zh) * | 2019-12-12 | 2023-06-27 | 四川爱联科技股份有限公司 | 基于2b业务的销产供信息化系统 |
| CN111506035B (zh) * | 2020-05-14 | 2021-04-09 | 安徽中控仪表有限公司 | 基于物联网大数据的油田单拉罐井生产运行调度优化系统和方法 |
| JP2023013367A (ja) * | 2021-07-16 | 2023-01-26 | 富士通株式会社 | 情報処理装置、作業計画立案方法、および作業計画立案プログラム |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0877259A (ja) * | 1994-09-07 | 1996-03-22 | Hitachi Ltd | 生産計画方法および生産計画装置 |
| JPH1080842A (ja) * | 1996-09-05 | 1998-03-31 | Toyota Motor Corp | 生産計画作成装置 |
| JPH11320344A (ja) * | 1998-05-20 | 1999-11-24 | Sekisui Chem Co Ltd | 生産計画作成システム |
| JP2003044117A (ja) * | 2001-07-31 | 2003-02-14 | Matsushita Electric Ind Co Ltd | 需給計画策定装置 |
| JP2003337614A (ja) * | 2002-05-22 | 2003-11-28 | Hitachi Industries Co Ltd | 生産予約システム |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5479343A (en) * | 1990-11-28 | 1995-12-26 | Hitachi, Ltd. | Production planning system |
| US5630070A (en) * | 1993-08-16 | 1997-05-13 | International Business Machines Corporation | Optimization of manufacturing resource planning |
| US6049774A (en) * | 1996-07-08 | 2000-04-11 | At&T Corp. | Machine, method and medium for dynamic optimization for resource allocation |
| US20030171963A1 (en) * | 2000-06-30 | 2003-09-11 | Hideshi Kurihara | Production planning method and system for production planning |
| AU2002214663A1 (en) * | 2000-10-27 | 2002-05-06 | Manugistics, Inc. | System and method for ensuring order fulfillment |
| JP2002140110A (ja) * | 2000-11-02 | 2002-05-17 | Ibm Japan Ltd | 生産管理システム及び生産管理方法 |
| US6701201B2 (en) * | 2001-08-22 | 2004-03-02 | International Business Machines Corporation | Decomposition system and method for solving a large-scale semiconductor production planning problem |
| JP2003091661A (ja) * | 2001-09-17 | 2003-03-28 | Hitachi Ltd | 生産管理システム |
| US7774225B2 (en) * | 2001-09-12 | 2010-08-10 | Hewlett-Packard Development Company, L.P. | Graphical user interface for capacity-driven production planning tool |
| WO2003094410A2 (en) * | 2002-05-03 | 2003-11-13 | Manugistics, Inc. | Scheduling and sequencing supply chain resources |
| US7346534B1 (en) * | 2002-05-22 | 2008-03-18 | Brunswick Corporation | Method for facilitating supplier-customer collaboration using the internet |
| US7006885B2 (en) * | 2003-06-19 | 2006-02-28 | Taiwan Semiconductor Manufacturing Co., Ltd. | Method for generating a suggestive dispatch lot list that considers upstream/downstream stage requirements |
| US20070185776A1 (en) * | 2003-06-24 | 2007-08-09 | Nextchoice, Inc. | System and method for presenting consumer purchasing opportunities through multiple communication and display mediums |
| US20050015167A1 (en) * | 2003-07-18 | 2005-01-20 | Searcy Allison Fay | Synchronized production with dynamic logistics routing |
| US20050065833A1 (en) * | 2003-09-23 | 2005-03-24 | Takashi Okaji | Production scheduling management method and production scheduling management program |
| US20050234579A1 (en) * | 2004-01-23 | 2005-10-20 | Jakob Asmundsson | Tractable nonlinear capability models for production planning |
| US7383337B2 (en) * | 2004-01-29 | 2008-06-03 | International Business Machines Corporation | Method for fair sharing limited resources between multiple customers |
| US7590461B2 (en) * | 2006-04-06 | 2009-09-15 | International Business Machines Corporation | Large scale supply planning |
| EP1941416A4 (en) * | 2006-07-07 | 2011-08-24 | Factory Physics Inc | METHODS AND SYSTEMS FOR USING RISK-BASED DYNAMIC PLANNING TO OPTIMIZE AND INTEGRATE PRODUCTION WITH A LOGISTIC CHAIN |
| US7542155B2 (en) * | 2006-09-25 | 2009-06-02 | Vistaprint Technologies Limited | Preparation of aggregate jobs for production |
| US7617015B2 (en) * | 2006-12-21 | 2009-11-10 | Sap Ag | Generating planning-level time and capacity requirement formulas for manufacturing processes |
| US7974720B2 (en) * | 2008-08-12 | 2011-07-05 | Icon-Scm Gmbh & Co. Kg | Dynamic fulfillment planning method and apparatus |
| JP5202177B2 (ja) * | 2008-08-12 | 2013-06-05 | 株式会社日立製作所 | 生産計画立案方法、その実行プログラム及びその実行装置 |
-
2008
- 2008-08-12 JP JP2008208004A patent/JP5202177B2/ja active Active
-
2009
- 2009-06-12 CN CN2009801312722A patent/CN102119369B/zh active Active
- 2009-06-12 US US13/058,588 patent/US8494893B2/en active Active
- 2009-06-12 WO PCT/JP2009/060794 patent/WO2010018709A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0877259A (ja) * | 1994-09-07 | 1996-03-22 | Hitachi Ltd | 生産計画方法および生産計画装置 |
| JPH1080842A (ja) * | 1996-09-05 | 1998-03-31 | Toyota Motor Corp | 生産計画作成装置 |
| JPH11320344A (ja) * | 1998-05-20 | 1999-11-24 | Sekisui Chem Co Ltd | 生産計画作成システム |
| JP2003044117A (ja) * | 2001-07-31 | 2003-02-14 | Matsushita Electric Ind Co Ltd | 需給計画策定装置 |
| JP2003337614A (ja) * | 2002-05-22 | 2003-11-28 | Hitachi Industries Co Ltd | 生産予約システム |
Also Published As
| Publication number | Publication date |
|---|---|
| US8494893B2 (en) | 2013-07-23 |
| WO2010018709A1 (ja) | 2010-02-18 |
| JP5202177B2 (ja) | 2013-06-05 |
| CN102119369A (zh) | 2011-07-06 |
| CN102119369B (zh) | 2013-08-07 |
| US20110208555A1 (en) | 2011-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5202177B2 (ja) | 生産計画立案方法、その実行プログラム及びその実行装置 | |
| JP4736651B2 (ja) | 受注・見込み生産混流時の生産計画方法および生産計画システム | |
| JP5872677B2 (ja) | 生産計画立案決定方法、生産計画立案装置およびプログラム | |
| WO2012026056A1 (ja) | 工程設計・生産計画装置 | |
| JP2012247964A (ja) | 進捗管理装置、及び進捗管理プログラム | |
| JP2019008501A (ja) | 生産管理システムおよび生産管理方法 | |
| JP2011237923A (ja) | 情報処理装置、原価見通し算出方法、および原価見通し算出プログラム | |
| JP7314043B2 (ja) | 生産計画立案支援システム及び生産計画立案支援方法 | |
| EP1750225A1 (en) | Supply scheduling | |
| JP5153668B2 (ja) | 優先度算出装置、プログラム、優先度算出システム及び優先度算出方法 | |
| JP3119195B2 (ja) | 生産計画立案装置、方法およびそれを実行するためのプログラムを記録した記録媒体 | |
| JP2016194900A (ja) | 生産計画自動立案装置、生産計画自動立案方法、及び、生産計画自動立案プログラム | |
| JP7177759B2 (ja) | 作業人員割当システムおよび作業人員割当装置 | |
| JP3727832B2 (ja) | 生産スケジュール作成装置及び生産スケジュール作成装置における生産スケジュール作成プログラムを記録した記録媒体 | |
| JP2013109681A (ja) | スケジュール作成方法及びスケジュール作成プログラム、並びにスケジュール作成装置 | |
| JP6005535B2 (ja) | 生産計画作成装置、生産計画作成方法および生産計画作成プログラム | |
| JP6016657B2 (ja) | データ処理装置及びプログラム | |
| JP2005242816A (ja) | コンピュータによる受注交渉支援方法 | |
| JP6744191B2 (ja) | 部品発注方式選定装置、部品発注方式選定方法およびプログラム | |
| WO2023281581A1 (ja) | 情報処理装置、情報処理方法、及び情報処理プログラム | |
| JP7371487B2 (ja) | 表示システム、情報処理装置及び情報処理方法 | |
| JP5037449B2 (ja) | 生産計画支援装置、生産計画支援プログラム、生産計画支援方法 | |
| JP7415548B2 (ja) | 情報処理装置、情報処理方法及びプログラム | |
| JP7007596B2 (ja) | 情報処理装置、制御方法、プログラム | |
| JP2000057215A (ja) | 工場統括生産計画立案システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130212 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5202177 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160222 Year of fee payment: 3 |