JP2010031334A - 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ - Google Patents
金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ Download PDFInfo
- Publication number
- JP2010031334A JP2010031334A JP2008196739A JP2008196739A JP2010031334A JP 2010031334 A JP2010031334 A JP 2010031334A JP 2008196739 A JP2008196739 A JP 2008196739A JP 2008196739 A JP2008196739 A JP 2008196739A JP 2010031334 A JP2010031334 A JP 2010031334A
- Authority
- JP
- Japan
- Prior art keywords
- metal
- crystallized
- cooling body
- pressure
- molten metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Manufacture And Refinement Of Metals (AREA)
Abstract
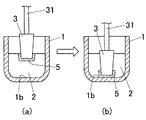
【解決手段】精製すべき溶融金属2中に冷却体3を浸漬し、この冷却体3を回転させながら冷却体表面に高純度金属を晶出させる金属の精製方法において、冷却体3の表面に晶出した金属に圧力を付加する。これにより、晶出金属5における凝固界面の不純物が晶出金属外に排出される結果、精製される金属の精製効率を改善することができる。
【選択図】 図2
Description
(1)精製すべき溶融金属中に冷却体を浸漬し、この冷却体を回転させながら冷却体表面に高純度金属を晶出させる金属の精製方法において、
前記冷却体表面に晶出した金属に圧力を付加することを特徴とする金属精製方法。
(2)前記冷却体を冷却しながら冷却体表面に高純度金属を晶出させ、前記晶出金属への圧力付加は前記冷却体の冷却を停止した状態で行う前項1に記載の金属精製方法。
(3)前記晶出金属への圧力付加は、冷却体の回転周速を低下させまたは回転を停止させた状態で行う前項1または2に記載の金属精製方法。
(4)前記晶出金属への圧力付加は、1つの精製塊製造プロセスにおいて複数回繰り返して行う前項1〜3のいずれかに記載の金属精製方法。
(5)前記晶出金属への圧力付加は、溶融金属中に浸漬されたローラーに晶出金属を接触させることにより行う前項1〜4のいずれかに記載の金属精製方法。
(6)前記晶出金属への圧力付加は、溶融金属を収容する容器の底壁または内周壁へ晶出金属を接触させることにより行う前項1〜4のいずれかに記載の金属精製方法。
(7)溶融金属を収容する容器の底壁または内周壁と晶出金属との接触を、接触部において前記容器と晶出金属との相対速度がゼロに近づくように、前記容器を回転駆動しながら行う前項6に記載の金属精製方法。
(8)前記晶出金属への圧力付加は、溶融金属中に浸漬され表面に高純度金属が晶出した複数個の冷却体の前記晶出した金属同士を接触させることにより行う前項1〜4のいずれかに記載の金属精製方法。
(9)晶出金属へ付加される圧力が0.05MPa以上である前項1〜8のいずれかに記載の金属精製方法。
(10)晶出金属へ圧力が付加される時間は、1つの精製塊製造プロセスにおける全精製時間×0.2以上である前項1〜9のいずれかに記載の金属精製方法。
(11)精製される金属がアルミニウムである前項1〜10のいずれかに記載の金属精製方法。
(12)精製すべき溶融金属を収容する容器と、前記容器に収容された溶融金属中に浸漬される冷却体と、前記冷却体を回転させる回転駆動装置と、前記容器の底面または内周面へ、前記冷却体の表面に晶出した晶出金属を加圧状態に接触できるように、前記冷却体及び容器の少なくとも一方を上下方向及び/または水平方向に移動させる移動手段と、を備えたことを特徴とする金属精製装置。
(13)精製すべき溶融金属を収容する容器と、前記容器に収容された溶融金属中に浸漬される冷却体と、前記冷却体を回転させる回転駆動装置と、前記容器に収容された溶融金属中に浸漬されるとともに、前記冷却体の表面に晶出した晶出金属に接触して前記晶出金属に加圧力を付加するローラーと、を備えたことを特徴とする金属精製装置。
(14)精製すべき溶融金属を収容する容器と、前記容器に収容された溶融金属中に浸漬される複数本の冷却体と、前記各冷却体を回転させる回転駆動装置と、前記各冷却体の表面に晶出した晶出金属を他の冷却体の表面に晶出した晶出金属と加圧状態に接触できるように、前記各冷却体の少なくとも一つを水平方向に移動させる移動手段と、を備えたことを特徴とする金属精製装置。
(15)前項1ないし11のいずれかに記載の方法で精製された精製金属。
(16)前項15に記載の精製金属から製造された鋳造品。
(17)前項16に記載の鋳造品が圧延されてなる金属製品。
(18)前項17に記載の金属製品が電極材として用いられている電解コンデンサ。
iB2、VB2、ZrB2等の不溶性ホウ化物が生成される。余剰のホウ素は、共晶不純物にして除去される。上記ホウ化物は、溶湯保持炉1内で冷却体3の回転により生じる遠心力によって冷却体3から遠ざけられ、冷却体3の周面に晶出したアルミニウムに含まれることはない。また、溶湯保持炉1が連結樋によって互いに連通状に接続されている場合は、最上流にホウ素添加用るつぼを配置しておくのがよい。ホウ素は一般的にアルミニウムに添加された母合金ロッドとして溶融金属中に供給される。
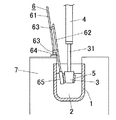
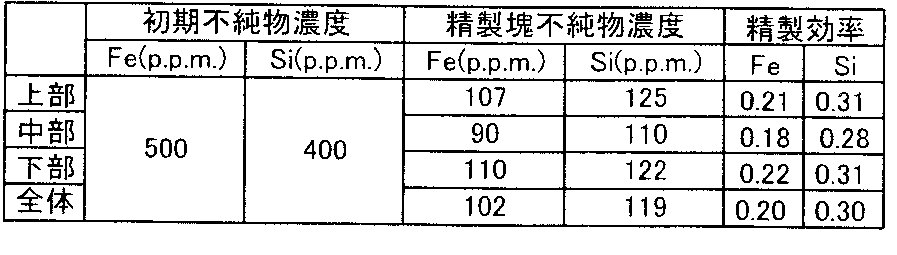
不純物として主にFe:500ppm、Si:400ppmが含まれるアルミニウム溶湯を精製保持炉内に入れ、精製炉ヒーターの電力を調整し665℃の温度に保持する。その後、温度を調整した上端部の外径が150mmであるテーパー形状の回転冷却体を溶湯中に浸潰し、図4に示した加圧装置を使用し、表1に示す条件で精製を実施した。なお、回転冷却体内には圧縮エアーを直接当てて冷却させた。
不純物として主にFe:500ppm、Si:400ppmが含まれるアルミニウム溶湯を精製保持炉内に入れ、精製炉ヒーターの電力を調整し665℃の温度に保持する。その後、温度を調整した上端部の外径が150mmであるテーパー形状の回転冷却体を溶湯中に浸潰し、図4に示した加圧装置を使用し、表4に示す条件で精製を実施した。なお、回転冷却体内には圧縮エアーを直接当てて冷却させた。
不純物として主にFe:500ppm、Si:400ppmが含まれるアルミニウム溶湯を精製保持炉内に入れ、精製炉ヒーターの電力を調整し665℃の温度に保持する。その後、温度を調整した上端部の外径が150mmであるテーパー形状の回転冷却体を溶湯中に浸潰し、周速3.1m/secの一定速度で回転させながら、3分間、回転冷却体の周面に精製アルミニウムを晶出出させた。なお、回転冷却体内には圧縮エアーを直接当てて冷却させた。
2 溶融金属(溶湯)
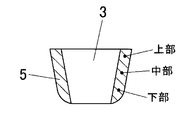
3 冷却体
4 回転駆動及び移動装置
5 晶出金属
6 加圧装置
65 ローラー
Claims (18)
- 精製すべき溶融金属中に冷却体を浸漬し、この冷却体を回転させながら冷却体表面に高純度金属を晶出させる金属の精製方法において、
前記冷却体表面に晶出した金属に圧力を付加することを特徴とする金属精製方法。 - 前記冷却体を冷却しながら冷却体表面に高純度金属を晶出させ、前記晶出金属への圧力付加は前記冷却体の冷却を停止した状態で行う請求項1に記載の金属精製方法。
- 前記晶出金属への圧力付加は、冷却体の回転周速を低下させまたは回転を停止させた状態で行う請求項1または2に記載の金属精製方法。
- 前記晶出金属への圧力付加は、1つの精製塊製造プロセスにおいて複数回繰り返して行う請求項1〜3のいずれかに記載の金属精製方法。
- 前記晶出金属への圧力付加は、溶融金属中に浸漬されたローラーに晶出金属を接触させることにより行う請求項1〜4のいずれかに記載の金属精製方法。
- 前記晶出金属への圧力付加は、溶融金属を収容する容器の底壁または内周壁へ晶出金属を接触させることにより行う請求項1〜4のいずれかに記載の金属精製方法。
- 溶融金属を収容する容器の底壁または内周壁と晶出金属との接触を、接触部において前記容器と晶出金属との相対速度がゼロに近づくように、前記容器を回転駆動しながら行う請求項6に記載の金属精製方法。
- 前記晶出金属への圧力付加は、溶融金属中に浸漬され表面に高純度金属が晶出した複数本の冷却体の前記晶出した金属同士を接触させることにより行う請求項1〜4のいずれかに記載の金属精製方法。
- 晶出金属へ付加される圧力が0.05MPa以上である請求項1〜8のいずれかに記載の金属精製方法。
- 晶出金属へ圧力が付加される時間は、1つの精製塊製造プロセスにおける全精製時間×0.2以上である請求項1〜9のいずれかに記載の金属精製方法。
- 精製される金属がアルミニウムである請求項1〜10のいずれかに記載の金属精製方法。
- 精製すべき溶融金属を収容する容器と、
前記容器に収容された溶融金属中に浸漬される冷却体と、
前記冷却体を回転させる回転駆動装置と、
前記容器の底面または内周面へ、前記冷却体の表面に晶出した晶出金属を押し付けて該金属に圧力を付加できるように、前記冷却体及び容器の少なくとも一方を上下方向及び/または水平方向に移動させる移動手段と、
を備えたことを特徴とする金属精製装置。 - 精製すべき溶融金属を収容する容器と、
前記容器に収容された溶融金属中に浸漬される冷却体と、
前記冷却体を回転させる回転駆動装置と、
前記容器に収容された溶融金属中に浸漬されるとともに、前記冷却体の表面に晶出した晶出金属に接触して前記晶出金属に圧力を付加するローラーと、
を備えたことを特徴とする金属精製装置。 - 精製すべき溶融金属を収容する容器と、
前記容器に収容された溶融金属中に浸漬される複数本の冷却体と、
前記各冷却体を回転させる回転駆動装置と、
前記1つの冷却体の表面に晶出した晶出金属を他の冷却体の表面に晶出した晶出金属と加圧状態に接触できるように、前記各冷却体の少なくとも一つを水平方向に移動させる移動手段と、
を備えたことを特徴とする金属精製装置。 - 請求項1ないし11のいずれかに記載の方法で精製された精製金属。
- 請求項15に記載の精製金属から製造された鋳造品。
- 請求項16に記載の鋳造品が圧延されてなる金属製品。
- 請求項17に記載の金属製品が電極材として用いられている電解コンデンサ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008196739A JP5410702B2 (ja) | 2008-07-30 | 2008-07-30 | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008196739A JP5410702B2 (ja) | 2008-07-30 | 2008-07-30 | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010031334A true JP2010031334A (ja) | 2010-02-12 |
| JP5410702B2 JP5410702B2 (ja) | 2014-02-05 |
Family
ID=41736157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008196739A Active JP5410702B2 (ja) | 2008-07-30 | 2008-07-30 | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5410702B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102534246A (zh) * | 2011-12-27 | 2012-07-04 | 昆明冶金研究院 | 一种高纯铝的制备方法 |
| JP2014156618A (ja) * | 2013-02-14 | 2014-08-28 | Showa Denko Kk | 金属精製方法および金属精製装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56127735A (en) * | 1980-03-10 | 1981-10-06 | Showa Alum Corp | Refining method of aluminum containing impurity |
| JPS5782437A (en) * | 1980-11-11 | 1982-05-22 | Showa Alum Corp | Refining method for aluminum |
| JPS5896829A (ja) * | 1981-12-07 | 1983-06-09 | Mitsubishi Keikinzoku Kogyo Kk | 金属の純化方法 |
| JPH07166259A (ja) * | 1993-12-10 | 1995-06-27 | Furukawa Electric Co Ltd:The | Alスクラップの精製方法 |
| JPH0978149A (ja) * | 1995-09-13 | 1997-03-25 | Furukawa Electric Co Ltd:The | 金属の精製方法 |
| JP2008163420A (ja) * | 2006-12-28 | 2008-07-17 | Showa Denko Kk | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ |
-
2008
- 2008-07-30 JP JP2008196739A patent/JP5410702B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56127735A (en) * | 1980-03-10 | 1981-10-06 | Showa Alum Corp | Refining method of aluminum containing impurity |
| JPS5782437A (en) * | 1980-11-11 | 1982-05-22 | Showa Alum Corp | Refining method for aluminum |
| JPS5896829A (ja) * | 1981-12-07 | 1983-06-09 | Mitsubishi Keikinzoku Kogyo Kk | 金属の純化方法 |
| JPH07166259A (ja) * | 1993-12-10 | 1995-06-27 | Furukawa Electric Co Ltd:The | Alスクラップの精製方法 |
| JPH0978149A (ja) * | 1995-09-13 | 1997-03-25 | Furukawa Electric Co Ltd:The | 金属の精製方法 |
| JP2008163420A (ja) * | 2006-12-28 | 2008-07-17 | Showa Denko Kk | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102534246A (zh) * | 2011-12-27 | 2012-07-04 | 昆明冶金研究院 | 一种高纯铝的制备方法 |
| JP2014156618A (ja) * | 2013-02-14 | 2014-08-28 | Showa Denko Kk | 金属精製方法および金属精製装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5410702B2 (ja) | 2014-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3211754B2 (ja) | 半溶融成形用金属の製造装置 | |
| CN110538977B (zh) | 一种减弱合金偏析的多维剪切流铸造装置和方法 | |
| CN104561619A (zh) | 一种铝钛硼丝晶粒细化剂的制备方法 | |
| NO151082B (no) | Fremgangsmaate til satsvis fremstilling av krystallinsk silicium med en jernkonsentrasjon som er lavere enn 1/20 av jernkonsentrasjonen i modervaesken | |
| JP5410702B2 (ja) | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ | |
| JPS60255939A (ja) | 回転円筒体上での分別結晶による金属の連続的精製法 | |
| JP2009172665A (ja) | 高融点金属インゴットの製造方法 | |
| JP2008303113A (ja) | 珪素の一方向凝固方法 | |
| JP5634704B2 (ja) | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ | |
| JP5594958B2 (ja) | 物質精製法及び物質精製装置 | |
| JP5074762B2 (ja) | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ | |
| JP4378820B2 (ja) | アルミニウムの精製方法とその用途 | |
| Shi et al. | Effect of mold rotation on the bifilar electroslag remelting process | |
| JP4134836B2 (ja) | アルミニウムまたはアルミニウム合金の精製方法 | |
| JP5479729B2 (ja) | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ | |
| JP5069728B2 (ja) | アルミニウムの精製方法、高純度アルミニウム材、電解コンデンサ電極用アルミニウム材の製造方法および電解コンデンサ電極用アルミニウム材 | |
| JP5134817B2 (ja) | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ | |
| JP2916645B2 (ja) | 金属の精製方法 | |
| JP5415066B2 (ja) | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ | |
| JP6118579B2 (ja) | 金属精製方法および金属精製装置 | |
| JP2008163418A (ja) | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ | |
| JPH10102158A5 (ja) | ||
| JP2016175806A (ja) | 高純度シリコンの製造方法 | |
| JPH10102158A (ja) | アルミニウムの精製方法 | |
| CN120210544B (zh) | 一种制备5n高纯铝的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130920 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5410702 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |