JP2010030880A - 水冷モールド - Google Patents
水冷モールド Download PDFInfo
- Publication number
- JP2010030880A JP2010030880A JP2009141301A JP2009141301A JP2010030880A JP 2010030880 A JP2010030880 A JP 2010030880A JP 2009141301 A JP2009141301 A JP 2009141301A JP 2009141301 A JP2009141301 A JP 2009141301A JP 2010030880 A JP2010030880 A JP 2010030880A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- water
- cooled
- cooled mold
- quartz
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B19/00—Other methods of shaping glass
- C03B19/09—Other methods of shaping glass by fusing powdered glass in a shaping mould
- C03B19/095—Other methods of shaping glass by fusing powdered glass in a shaping mould by centrifuging, e.g. arc discharge in rotating mould
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B19/00—Other methods of shaping glass
- C03B19/09—Other methods of shaping glass by fusing powdered glass in a shaping mould
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B15/00—Single-crystal growth by pulling from a melt, e.g. Czochralski method
- C30B15/10—Crucibles or containers for supporting the melt
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Crystallography & Structural Chemistry (AREA)
- Metallurgy (AREA)
- Glass Melting And Manufacturing (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
【解決手段】石英ルツボ製造用水冷モールド10であって、内部に冷却水が導入される空間をもち、金属または合金の熱伝導性材料からなる外側モールド部分11と、該外側モールド部分11の内面に密着して配設され、耐熱材料からなる内側モールド部分12とを有することを特徴とする。
【選択図】図1
Description
〔1〕石英ルツボ製造用水冷モールドであって、内部に冷却水が導入される空間をもち、金属または合金の熱伝導性材料からなる外側モールド部分と、該外側モールド部分の内面に密着して配設され、耐熱材料からなる内側モールド部分とを有することを特徴とする水冷モールド。
〔2〕前記内側モールド部分の内部に、内面に開口する通気孔を形成してなる前記〔1〕記載の水冷モールド。
〔3〕前記内側モールド部分は、前記外側モールド部分の底部上に載置した皿状の下側分割部材と、該下側分割部材上に着脱自在に積み重ねられ、前記外側モールド部分の内面に密着する少なくとも1個のリング状の上側分割部材との複数個の分割部材とで一体的に構成される前記〔1〕または〔2〕記載の水冷モールド。
〔4〕前記複数個の分割部材はカーボン材料からなる前記〔3〕に記載の水冷モールド。
〔5〕前記外側モールド部分は水冷ジャケットで構成する前記〔1〕〜〔4〕のいずれか1項記載の水冷モールド。
〔6〕前記水冷モールドは、有底円筒形状を有し、開口部を上向きにして底部中心位置と前記開口部中心位置とを通る仮想線を回転軸線として回転させる回転モールド法により、石英ルツボを製造するのに用いられる前記〔1〕〜〔5〕のいずれか1項に記載の水冷モールド。
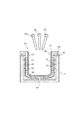
図1は、本発明に従う代表的な水冷モールドの構成例を示したものである。
図示の水冷モールド10は、石英ルツボ製造用水冷モールドであって、外側モールド部分11と内側モールド部分12とで主に構成されている。
11 外側モールド部分(または水冷ジャケット)
12 内側モールド部分(またはカーボンライニング)
13 通気孔
14 集合孔
20 下側分割部材
21〜24 上側分割部材
25 固定部材
26 ボルト
30 石英層
31 外側モールド部分の内面
32 石英層の内面
33 未溶融石英層
34 溶融石英層
35 電極
Claims (6)
- 石英ルツボ製造用水冷モールドであって、内部に冷却水が導入される空間をもち、金属または合金の熱伝導性材料からなる外側モールド部分と、該外側モールド部分の内面に密着して配設され、耐熱材料からなる内側モールド部分とを有することを特徴とする水冷モールド。
- 前記内側モールド部分の内部に、内面に開口する通気孔を形成してなる請求項1の水冷モールド。
- 前記内側モールド部分は、前記外側モールド部分の底部上に載置した皿状の下側分割部材と、該下側分割部材上に着脱自在に積み重ねられ、前記外側モールド部分の内面に密着する少なくとも1個のリング状の上側分割部材との複数個の分割部材とで一体的に構成される請求項1または2に記載の水冷モールド。
- 前記複数個の分割部材はカーボン材料からなる請求項3に記載の水冷モールド。
- 前記外側モールド部分は水冷ジャケットで構成する請求項1〜4のいずれか1項に記載の水冷モールド。
- 前記水冷モールドは、有底円筒形状を有し、開口部を上向きにして底部中心位置と前記開口部中心位置とを通る仮想線を回転軸線として回転させる回転モールド法により、石英ルツボを製造するのに用いられる請求項1〜5のいずれか1項に記載の水冷モールド。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009141301A JP5441106B2 (ja) | 2008-06-28 | 2009-06-12 | 水冷モールド |
| EP09163900.5A EP2138468B1 (en) | 2008-06-28 | 2009-06-26 | Water-cooled mold |
| TW098121779A TW201006971A (en) | 2008-06-28 | 2009-06-26 | Water-cooled mold |
| US12/493,070 US8082757B2 (en) | 2008-06-28 | 2009-06-26 | Fluid-cooled mold |
| KR1020090058048A KR20100002230A (ko) | 2008-06-28 | 2009-06-29 | 수냉식 몰드 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169702 | 2008-06-28 | ||
| JP2008169702 | 2008-06-28 | ||
| JP2009141301A JP5441106B2 (ja) | 2008-06-28 | 2009-06-12 | 水冷モールド |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010030880A true JP2010030880A (ja) | 2010-02-12 |
| JP5441106B2 JP5441106B2 (ja) | 2014-03-12 |
Family
ID=41112620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009141301A Active JP5441106B2 (ja) | 2008-06-28 | 2009-06-12 | 水冷モールド |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8082757B2 (ja) |
| EP (1) | EP2138468B1 (ja) |
| JP (1) | JP5441106B2 (ja) |
| KR (1) | KR20100002230A (ja) |
| TW (1) | TW201006971A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013023432A (ja) * | 2011-07-25 | 2013-02-04 | Heraeus Shin-Etsu America Inc | ルツボを製造するための金属及び黒鉛製モールド並びに方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5102744B2 (ja) * | 2008-10-31 | 2012-12-19 | ジャパンスーパークォーツ株式会社 | 石英ルツボ製造用モールド |
| JP5605902B2 (ja) * | 2010-12-01 | 2014-10-15 | 株式会社Sumco | シリカガラスルツボの製造方法、シリカガラスルツボ |
| JP5777880B2 (ja) * | 2010-12-31 | 2015-09-09 | 株式会社Sumco | シリカガラスルツボの製造方法 |
| TWI558480B (zh) * | 2014-08-21 | 2016-11-21 | 智品精密機械有限公司 | 金屬棒材熱鍛衝壓成型方法 |
| KR102262545B1 (ko) * | 2019-12-20 | 2021-06-07 | 주식회사 포스코 | 금속편 연속 제조 장치 |
| CN114671599B (zh) * | 2022-03-29 | 2022-11-22 | 锦州佑鑫石英科技有限公司 | 大外径直拉单晶用石英坩埚的制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11293312A (ja) * | 1998-02-13 | 1999-10-26 | Nkk Corp | 冶金炉用ステーブ |
| JP2000219524A (ja) * | 1999-01-27 | 2000-08-08 | Toshiba Ceramics Co Ltd | 石英ルツボ製造装置 |
| JP2002003228A (ja) * | 2000-06-19 | 2002-01-09 | Toshiba Ceramics Co Ltd | 石英ガラスルツボ製造装置 |
| JP2004155642A (ja) * | 2002-03-19 | 2004-06-03 | Toshiba Ceramics Co Ltd | 石英ガラスルツボ及び石英ガラスルツボの製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3358067A (en) * | 1964-11-23 | 1967-12-12 | Northwestern Steel & Wire Comp | Electric melt vessel |
| DE3014311C2 (de) * | 1980-04-15 | 1982-06-16 | Heraeus Quarzschmelze Gmbh, 6450 Hanau | Verfahren zur Herstellung von Quarzglastiegeln und Vorrichtung zur Durchführung dieses Verfahrens |
| SU1027490A1 (ru) * | 1981-12-22 | 1983-07-07 | Всесоюзный Научно-Исследовательский И Проектный Институт Вторичных Цветных Металлов | Тигель дл бессердечниковой индукционной плавильной печи |
| JPH1143394A (ja) | 1997-07-24 | 1999-02-16 | Kusuwa Kuorutsu:Kk | 高純度単結晶シリコン引き上げ用石英ガラスルツボの製造方法 |
| JP3625636B2 (ja) * | 1998-01-08 | 2005-03-02 | 東芝セラミックス株式会社 | シリコン単結晶引上げ用石英ガラスルツボの製造方法 |
| JP2002154890A (ja) | 2000-11-13 | 2002-05-28 | Kusuwa Kuorutsu:Kk | 半導体シリコン単結晶引上げ用ルツボおよび製造方法 |
| JP4314424B2 (ja) * | 2002-06-27 | 2009-08-19 | ジャパンスーパークォーツ株式会社 | 石英ガラスルツボの製造装置とそのルツボ |
| CN2656436Y (zh) | 2003-10-13 | 2004-11-17 | 荆州市菲利华石英玻璃有限公司 | 内层透明电弧石英坩埚熔制机 |
-
2009
- 2009-06-12 JP JP2009141301A patent/JP5441106B2/ja active Active
- 2009-06-26 US US12/493,070 patent/US8082757B2/en active Active
- 2009-06-26 TW TW098121779A patent/TW201006971A/zh unknown
- 2009-06-26 EP EP09163900.5A patent/EP2138468B1/en active Active
- 2009-06-29 KR KR1020090058048A patent/KR20100002230A/ko not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11293312A (ja) * | 1998-02-13 | 1999-10-26 | Nkk Corp | 冶金炉用ステーブ |
| JP2000219524A (ja) * | 1999-01-27 | 2000-08-08 | Toshiba Ceramics Co Ltd | 石英ルツボ製造装置 |
| JP2002003228A (ja) * | 2000-06-19 | 2002-01-09 | Toshiba Ceramics Co Ltd | 石英ガラスルツボ製造装置 |
| JP2004155642A (ja) * | 2002-03-19 | 2004-06-03 | Toshiba Ceramics Co Ltd | 石英ガラスルツボ及び石英ガラスルツボの製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013023432A (ja) * | 2011-07-25 | 2013-02-04 | Heraeus Shin-Etsu America Inc | ルツボを製造するための金属及び黒鉛製モールド並びに方法 |
| KR101832876B1 (ko) * | 2011-07-25 | 2018-02-27 | 신에쯔 세끼에이 가부시키가이샤 | 금속 및 흑연 주형 및 도가니 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20100002230A (ko) | 2010-01-06 |
| US8082757B2 (en) | 2011-12-27 |
| TW201006971A (en) | 2010-02-16 |
| JP5441106B2 (ja) | 2014-03-12 |
| EP2138468B1 (en) | 2015-07-29 |
| US20100162767A1 (en) | 2010-07-01 |
| EP2138468A2 (en) | 2009-12-30 |
| EP2138468A3 (en) | 2013-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5441106B2 (ja) | 水冷モールド | |
| TWI281695B (en) | Semiconductor single crystal manufacturing equipment and graphite crucible | |
| JP5925319B2 (ja) | SiC単結晶の製造装置及びSiC単結晶の製造方法 | |
| JP5628426B2 (ja) | SiC単結晶の製造装置及び製造方法 | |
| JP5299252B2 (ja) | 石英ルツボ製造用モールド | |
| KR20230110348A (ko) | 단결정로용 흑연 도가니 및 이의 제조 방법, 도가니어셈블리 및 단결정로 | |
| JP2009052764A (ja) | 高周波誘導炉およびそれを用いた溶融物製造方法 | |
| JP5286560B2 (ja) | 石英ルツボ製造用モールド | |
| TWI518215B (zh) | A single crystal pulling device and a low thermal conductivity member for a single crystal pulling device | |
| JP4983276B2 (ja) | 金属の溶融蒸発装置 | |
| CN202175735U (zh) | 硅液溢流即时反馈装置 | |
| JP2012101971A (ja) | 単結晶シリコンの製造装置 | |
| KR101136930B1 (ko) | 조립 도가니를 구비한 실리콘 잉곳 제조용 도가니 | |
| JP2011073925A (ja) | シリコン単結晶引上げ用シリカガラスルツボ | |
| CN101613174A (zh) | 水冷式模具 | |
| RU2597491C2 (ru) | Устройство и керамическая оболочка для получения отливок с монокристаллической и направленной структурой | |
| CN103134318A (zh) | 实现内加热的坩埚电阻炉体 | |
| JP2013006748A (ja) | 単結晶引上げ装置 | |
| CN223020842U (zh) | 一种真空电子束冷床熔炼炉铸锭冷床 | |
| CN104591187B (zh) | 一种生产多晶硅方法 | |
| CN113403675B (zh) | 一种导流筒和拉晶炉 | |
| JP2014080342A (ja) | シリコン単結晶引上げ装置 | |
| JP2013173646A (ja) | 単結晶製造装置及び単結晶製造方法 | |
| CN211284459U (zh) | 一种工程机械部件生产用退火炉 | |
| RU2212379C1 (ru) | Сосуд для выработки стеклянного волокна |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100908 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120611 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130405 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131112 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20131211 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131211 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5441106 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |