JP2010024714A - 発泡部材及びその製造方法 - Google Patents
発泡部材及びその製造方法 Download PDFInfo
- Publication number
- JP2010024714A JP2010024714A JP2008187321A JP2008187321A JP2010024714A JP 2010024714 A JP2010024714 A JP 2010024714A JP 2008187321 A JP2008187321 A JP 2008187321A JP 2008187321 A JP2008187321 A JP 2008187321A JP 2010024714 A JP2010024714 A JP 2010024714A
- Authority
- JP
- Japan
- Prior art keywords
- slit
- side wall
- foamed
- foamed member
- portions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Building Environments (AREA)
- Panels For Use In Building Construction (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Abstract
【解決手段】
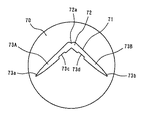
発泡部材61は、頂部2およびこの頂部2からL字状に延出した2つの側壁部63A,63Bを備えており、これらの側壁部63A,63Bを、側壁部63A,63Bの幅方向の途中部から端部63a,63bに向かって厚みが薄くなる形態で形成する。そして、この発泡部材61では、側壁部63A,63Bの内壁に湾曲状の凹部63c,63dが形成しているとともに、頂部62の外壁に、逆三角形状の凹部62aが形成している。なお、凹部62aの深さは、頂部62(又は発泡部材)の厚みに対してごくわずかである。
【選択図】図8
Description
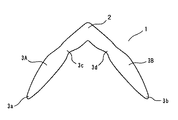
本発明の発泡部材(保護部材)は、頂部からL字状に延出した2つの側壁部を備えた断面L字状の発泡部材であり、前記各側壁部及び/又は前記頂部には、長手方向に沿って凹部が形成されている。
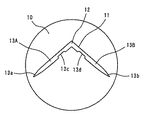
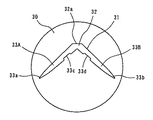
本発明の発泡部材は、通常、発泡部材に対応した形状のリップ(口金)を有するダイから熱可塑性樹脂を押出発泡成形することにより製造できる。すなわち、前記リップは、交点部からL字状に延出した2つのスリット部からなる断面L字状のスリットを有し、前記各スリット部の端部が幅狭に形成され、かつ前記各スリット部及び/又は前記交点部に、スリット幅を狭める凸部(スリット凸部)を有している。
図3のダイを用いて図1の発泡部材(独立気泡体)を製造した。タンデム型押出機(1段目65mm、2段目90mm)を使用し、低密度ポリエチレン(LDPE)((株)東ソー製、ペトロセン173R、密度=0.924g/cm3、MFR=0.3)100重量部、収縮防止剤(ベーリンガーインゲルハイムケミカルズ(株)製、アクティベックス325)3.0重量部、核剤(重曹・クエン酸系、永和化成(株)製、EE275)1.0重量部を溶融混合し、1段目の押出機の中央部から発泡ガス(n−ブタン)9重量部を注入し、ダイから押出発泡成形した。
図5のダイを用いて図4の発泡部材(独立気泡体)を製造した。発泡成形に使用した材料および押出発泡成形条件はすべて実施例1と同様とした。
図7のダイを用いて図6の発泡部材(独立気泡体)を製造した。発泡成形に使用した材料および押出発泡成形条件はすべて実施例1と同様とした。
図9のダイを用いて図8の発泡部材(独立気泡体)を製造した。発泡成形に使用した材料および押出発泡成形条件はすべて実施例1と同様とした。
図3において、端部13a,13bがそれぞれ幅狭に形成されておらず、かつ凸部13c,13dが形成されていないダイを用いて発泡部材(独立気泡体)を製造した。発泡成形に使用した材料および押出発泡成形条件はすべて実施例1と同様とした。
図3において、凸部13c,13dが形成されていないダイを用いて発泡部材(独立気泡体)を製造した。発泡成形に使用した材料および押出発泡成形条件はすべて実施例1と同様とした。
実施例4、参考例1、参考例2で得られた発泡部材を用いて、養生テープを用いた被保護部材(壁)に対する固定性を以下のようにして評価した。
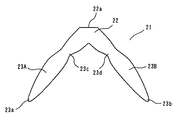
2,22,42,62…頂部
3A,3B,23A,23B,43A,43B,63A,63B…側壁部
3a,3b,23a,23b,43a,43b,63a,63b…側壁部の端部
3c,3d,23c,23d,63c,63d…側壁部の凹部
22a…平坦部
42a,62a…頂部の凹部
10,30,50,70…リップ
11,31,51,71…スリット
12,32,52,72…交点部
13A,13B,33A,33B,53A,53B,73A,73B…スリット部
13a,13b,33a,33b,53a,53b,73a,73b…スリット部の端部
13c,13d,33c,33d,73c,73d…スリット部の凸部
32a…スリット平坦部
52a,72a…交点部の凸部
Claims (12)
- 頂部からL字状に延出した2つの側壁部を備えた断面L字形状の発泡部材であって、前記各側壁部の端部が薄肉に形成され、かつ前記各側壁部及び/又は前記頂部に、長手方向に沿って凹部が形成されている発泡部材。
- 側壁部の幅方向の途中部から端部に向かって厚みが薄くなる形態で側壁部が薄肉に形成され、側壁部の幅方向の途中部及び/又は頂部に長手方向に沿って凹部が形成されている請求項1記載の発泡部材。
- 側壁部の幅方向の途中部及び頂部に長手方向に沿って凹部が形成されている請求項1又は2記載の発泡部材。
- オレフィン系樹脂で形成されている請求項1〜3のいずれかに記載の発泡部材。
- 長さ1.7mに形成した発泡部材を側壁部の端部が長手方向に沿って水平面に接触するように載置して測定したとき、水平面からの反りの高さが20mm以下である請求項1〜4のいずれかに記載の発泡部材。
- 被保護部材の角部を保護するための発泡部材である請求項1〜5のいずれかに記載の発泡部材。
- ダイから熱可塑性樹脂を押出発泡成形して請求項1記載の発泡部材を製造する方法であって、前記ダイのリップが、交点部からL字状に延出した2つのスリット部からなる断面L字状のスリットを有し、前記各スリット部の端部が幅狭に形成され、かつ前記各スリット部及び/又は前記交点部に、スリット幅を狭める凸部を有するリップである発泡部材の製造方法。
- リップが、スリット部の幅方向の途中部から端部に向かって幅狭に形成され、スリット部の幅方向の途中部及び/又は交点部に凸部を有する請求項7記載の製造方法。
- リップが、スリット部の幅方向の途中部及び交点部に凸部を有する請求項7又は8に記載の製造方法。
- 被保護部材の角部を保護する方法であって、請求項1〜6のいずれかに記載の発泡部材で、前記角部を被覆する角部の保護方法。
- 養生テープにより被保護部材に対して発泡部材を固定した状態で角部を被覆する請求項10記載の方法。
- 請求項1記載の発泡部材を押出発泡成形により製造するためのダイであって、前記ダイのリップが、交点部からL字状に延出した2つのスリット部からなる断面L字状のスリットを有し、前記各スリット部の端部が幅狭に形成され、かつ前記各スリット部及び/又は前記交点部に、スリット幅を狭める凸部を有するダイ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008187321A JP5270990B2 (ja) | 2008-07-18 | 2008-07-18 | 発泡部材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008187321A JP5270990B2 (ja) | 2008-07-18 | 2008-07-18 | 発泡部材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010024714A true JP2010024714A (ja) | 2010-02-04 |
| JP5270990B2 JP5270990B2 (ja) | 2013-08-21 |
Family
ID=41730795
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008187321A Active JP5270990B2 (ja) | 2008-07-18 | 2008-07-18 | 発泡部材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5270990B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013071309A (ja) * | 2011-09-27 | 2013-04-22 | Dm Novafoam Ltd | 発泡体及びその製造方法並びにその用途 |
| JP5572272B1 (ja) * | 2013-10-21 | 2014-08-13 | キョーセー株式会社 | 平形コーナ材の冷却平坦化装置 |
| JP2017172137A (ja) * | 2016-03-22 | 2017-09-28 | テクサジャパン株式会社 | 脚立保護材 |
| JP2020097687A (ja) * | 2018-12-18 | 2020-06-25 | 株式会社カネカ | 無架橋ポリエチレン系樹脂押出発泡ボードおよびその製造方法 |
| KR20220022996A (ko) * | 2020-08-20 | 2022-03-02 | 주식회사 지엠테크 | 코너 마감재 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5286234A (en) * | 1976-01-09 | 1977-07-18 | Naka Tech Lab | Joiner for outside angle |
| JPS53118860U (ja) * | 1977-02-28 | 1978-09-21 | ||
| JP2000274081A (ja) * | 1999-03-25 | 2000-10-03 | Nishi Nippon Nobafuoomu Kk | 構築物保護材及びその製造方法並びに構築物保護方法及び人体保護方法 |
-
2008
- 2008-07-18 JP JP2008187321A patent/JP5270990B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5286234A (en) * | 1976-01-09 | 1977-07-18 | Naka Tech Lab | Joiner for outside angle |
| JPS53118860U (ja) * | 1977-02-28 | 1978-09-21 | ||
| JP2000274081A (ja) * | 1999-03-25 | 2000-10-03 | Nishi Nippon Nobafuoomu Kk | 構築物保護材及びその製造方法並びに構築物保護方法及び人体保護方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013071309A (ja) * | 2011-09-27 | 2013-04-22 | Dm Novafoam Ltd | 発泡体及びその製造方法並びにその用途 |
| JP5572272B1 (ja) * | 2013-10-21 | 2014-08-13 | キョーセー株式会社 | 平形コーナ材の冷却平坦化装置 |
| JP2015155213A (ja) * | 2013-10-21 | 2015-08-27 | キョーセー株式会社 | 押出成形装置 |
| JP2020001395A (ja) * | 2013-10-21 | 2020-01-09 | キョーセー株式会社 | 押出成形用金型 |
| JP2021035719A (ja) * | 2013-10-21 | 2021-03-04 | キョーセー株式会社 | コーナ材の穿孔装置 |
| JP2017172137A (ja) * | 2016-03-22 | 2017-09-28 | テクサジャパン株式会社 | 脚立保護材 |
| JP2020097687A (ja) * | 2018-12-18 | 2020-06-25 | 株式会社カネカ | 無架橋ポリエチレン系樹脂押出発泡ボードおよびその製造方法 |
| JP7229754B2 (ja) | 2018-12-18 | 2023-02-28 | 株式会社カネカ | 無架橋ポリエチレン系樹脂押出発泡ボードおよびその製造方法 |
| KR20220022996A (ko) * | 2020-08-20 | 2022-03-02 | 주식회사 지엠테크 | 코너 마감재 |
| KR102420128B1 (ko) * | 2020-08-20 | 2022-07-12 | 주식회사 지엠테크 | 벽지 도배용 코너 마감재 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5270990B2 (ja) | 2013-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5270990B2 (ja) | 発泡部材及びその製造方法 | |
| JP6916008B2 (ja) | 複合吸音材及びその製造方法並びに吸音性の向上方法 | |
| JP6916009B2 (ja) | 複合吸音材及びその製造方法並びに吸音性の向上方法 | |
| JP5755987B2 (ja) | 発泡体及びその製造方法並びにその用途 | |
| JP6916007B2 (ja) | 吸音材及びその製造方法並びに吸音性の向上方法 | |
| JP2015199830A (ja) | ポリオレフィン樹脂発泡シート及びその製造方法 | |
| JP7534015B2 (ja) | 巾木及び巾木巻回体 | |
| JP4881010B2 (ja) | 連続気泡発泡体用樹脂組成物及びそれを用いた連続気泡発泡体 | |
| JP7114241B2 (ja) | 案内部材の保護材 | |
| JP4951375B2 (ja) | 保護カバーの製造方法及びその保護カバー | |
| JP7420434B2 (ja) | 巾木及び巾木巻回体 | |
| ES2987386T3 (es) | Un perfil compuesto de poliestireno y método para fabricar dichos perfiles | |
| JP7645672B2 (ja) | 保護材及び保護方法 | |
| JP4737730B2 (ja) | ポリプロピレン系樹脂押出発泡体 | |
| JP2006265294A (ja) | 穴あき熱可塑性樹脂発泡体とその製造方法及びその利用 | |
| JP2016027235A (ja) | 発泡樹脂製保護材及びその製造方法並びに保護方法 | |
| JP4442840B2 (ja) | ポリエチレン系樹脂押出発泡体及びその製造方法 | |
| JP7171178B2 (ja) | 枠状被保護体の保護材及びその製造方法 | |
| JP2000170385A (ja) | 保護材 | |
| JP2001182331A (ja) | 保護材 | |
| JP6635091B2 (ja) | 床材 | |
| JP4221122B2 (ja) | 積層体 | |
| WO2020012988A1 (ja) | ワイヤーハーネスプロテクタ | |
| JP5285755B2 (ja) | 連続気泡発泡体用樹脂組成物及びそれを用いた連続気泡発泡体 | |
| JPH06297536A (ja) | スチレン系樹脂押出発泡シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20110329 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120831 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130510 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5270990 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |