JP2010012552A - 耐折損性に優れた超硬合金製ミニチュアドリル - Google Patents
耐折損性に優れた超硬合金製ミニチュアドリル Download PDFInfo
- Publication number
- JP2010012552A JP2010012552A JP2008174410A JP2008174410A JP2010012552A JP 2010012552 A JP2010012552 A JP 2010012552A JP 2008174410 A JP2008174410 A JP 2008174410A JP 2008174410 A JP2008174410 A JP 2008174410A JP 2010012552 A JP2010012552 A JP 2010012552A
- Authority
- JP
- Japan
- Prior art keywords
- cemented carbide
- transformation rate
- hcp
- ihcp
- miniature drill
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Drilling Tools (AREA)
Abstract
【解決手段】超硬合金製ミニチュアドリルにおいて、面心立方構造のCoの(111)面ピークの強度をIfcc(111)、また、稠密立方構造のCoの(101)面ピークの強度をIhcp(101)とした時、上記Ihcp(101)およびIfcc(111)によって定まるhcp変態率が、外周マージン部は、hcp変態率≧0.2、また、切刃エッジ部は、hcp変態率≦0.1をそれぞれ満たす。
【選択図】 図1
Description
しかし、従来の超硬合金製ミニチュアドリル、特に、ドリル径がφ0.3mm以下のミニチュアドリルを高速穴あけ加工に用いると、靭性および耐クラック性不足が原因で、ドリルの折損が発生し易くなり、比較的短時間で使用寿命に至るのが現状である。
ところで、Coをhcp相に変態させることによって、圧縮残留応力が誘起されるようになり、その結果として、クラックの導入・進展が抑制され、耐欠損性が向上するようになる。
しかし、その一方、Coをhcp相に変態させることによって、耐食性が劣化するようになるため、耐チッピング性の向上を図るためには、湿式研削やその後の洗浄で、特に、切刃エッジ部が、腐食を受けないようにすることが重要であるが、fcc相はhcp相に比して耐食性に優れた相であることから、耐チッピング性を向上させるためには、粗研削を行わない、あるいは、粗研削後に仕上げ研削を充分に行うこと等によって、hcp相を形成させずに、fcc相をそのまま維持することが重要である。
この場合、仮に、湿式研削、その後の洗浄を施したとしても、fcc相からなる箇所は、耐食性に優れるためチッピングの発生が大きく低減される。
上記のとおり、fcc相によるチッピングの発生の低減、さらに、hcp相によるクラックの導入・進展の抑制が相俟って、超硬合金製ミニチュアドリルの耐欠損性が大幅に改善されることを新たに見出した。
以上、(a)〜(d)に示される知見を得たのである。
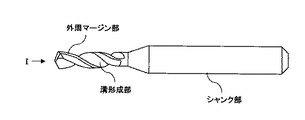
「(1) 溝形成部とシャンク部からなり、少なくとも前記溝形成部は、結合相形成成分としてCo4〜16質量%および硬質相形成成分として炭化タングステンを含有する超硬合金製ミニチュアドリルにおいて、
微小部X線回折装置により、外周マージン部、切刃エッジ部を構成する超硬合金表面のX線回折パターンを測定した場合、面心立方構造のCoの(111)面ピークの強度をIfcc(111)とし、また、稠密六方構造のCoの(101)面ピークの強度をIhcp(101)とし、
さらに、面心立方構造のCoとの合量に占める稠密六方構造のCoの含有割合を、
hcp変態率=
Ihcp(101)/{Ifcc(111)+Ihcp(101)}
で表した時に、
外周マージン部については、hcp変態率≧0.2、
また、切刃エッジ部については、hcp変態率≦0.1、
をそれぞれ満たすことを特徴とする、耐折損性に優れた超硬合金製ミニチュアドリル。
(2) 前記溝形成部が、結合相および硬質相形成成分として、
Cr,V,Ta,Nb,TiおよびZrのうちのいずれか1種または2種以上を合計で0.1〜3質量%さらに含有する、前記(1)記載の耐折損性に優れた超硬合金製ミニチュアドリル。」
を特徴とするものである。
結合相形成成分としてのCo含有量が4%未満では所望の強度および靭性を確保することができず、一方Co含有量が16%を超えると急激に軟化し、細径のものではねじれ切れが発生し易くなることから、Co含有量を4〜16%と定めた。
結合相あるいは硬質相形成成分として、上記の各成分を添加含有させることができるが、結合相を形成するCo中に固溶した状態で硬質相を形成するWC相の成長を著しく抑制して、WC相の粒径を微細化し、超硬合金を微粒組織とする作用があるが、この作用は、Cr,V,Ta,Nb,TiおよびZrのうちのいずれか1種または2種以上の合計含有量が0.1%未満では不充分となり、一方、その合計含有量が3%を超えると、これらの成分が粗大な炭化物として析出し、強度および靭性を低下させるようになる。
また、上記の各成分は、含有量合計が0.1〜3%の場合には、その一部が、硬質相形成成分であるWと複合炭化物を形成し、あるいはさらに、それぞれの成分の炭化物からなる微細な硬質相を均一に分散析出させ、強度および靭性の向上に寄与する。
したがって、上記各成分の1種または2種以上の含有量合計を0.1〜3%と定めた。
本発明では、超硬合金製ミニチュアドリルの折損が、切刃エッジ部におけるチッピングの発生及びこれに続く外周マージン部へのクラックの導入とクラックの進展により発生するとの知見に基づき、微小部X線回折装置により、超硬合金製ミニチュアドリルについてのX線回折パターンを測定し、面心立方構造のCoの(111)面ピークの強度をIfcc(111)とし、また、稠密六方構造のCoの(101)面ピークの強度をIhcp(101)とし、
さらに、面心立方構造のCoとの合量に占める稠密六方構造のCoの含有割合を、
hcp変態率=
Ihcp(101)/{Ifcc(111)+Ihcp(101)}
で表した時に、
切刃エッジ部については、hcp変態率≦0.1を満足するようにCoの結晶構造を定め、Co・hcpの含有割合(hcp変態率)を低く抑えることによりチッピングの発生を防止している。hcp変態率が、0.1を超えると、耐食性に劣るhcp相により切刃エッジ部にチッピングが生じるようになることから、hcp変態率を0.1以下とすることが必要であり、好ましくは、0≦hcp変態率≦0.08である。
また、外周マージン部については、hcp変態率≧0.2を満足するようにCoの結晶構造を定め、Co・hcpの含有割合(hcp変態率)を一定値以上に高くコントロールして、クラックの導入とクラックの進展を抑制した。hcp変態率が、0.2未満であると、変態に伴う圧縮残留応力の誘起が不十分なため、クラックが導入・進展しやすくなることから、hcp変態率を0.2以上とすることが必要であり、好ましくは、0.3≦hcp変態率≦0.5である。
まず、ドリル径加工終了後で、フルート・リリーフ加工前のミニチュアドリルを準備する。このミニチュアドリルのドリル部外周を回転させながら、粒度#600のSiC砥粒を用いてエアーブラスト処理を施す。その後、十分に洗浄した後、フルート・リリーフ加工とポイント加工を施すが、切刃エッジ部の仕上加工にあたっては、粒度#1200のダイヤモンド砥石を使用して、30μm以上の取代を確保するようにする。
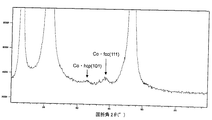
例えば、本発明の超硬合金製ミニチュアドリル5の切刃エッジ部のX線回折パターンを図3に、また、外周マージン部のX線回折パターンを図4に示すが、図3において、回折角2θ44度の位置にCo・fcc(111)のピーク(ピーク強度Ifcc(111))が現れ、また、回折角2θ41〜42度の位置にCo・hcp(101)のピーク(ピーク強度Ihcp(101))が現れていないことがわかる。
そして、上記ピーク強度Ifcc(111)およびIhcp(101)の値から、本発明の超硬合金製ミニチュアドリル5の切刃エッジ部のhcp変態率を計算すると、
hcp変態率=
Ihcp(101)/{Ifcc(111)+Ihcp(101)}
=0/{571+0}
=0
となり、本発明の超硬合金製ミニチュアドリル5の切刃エッジ部は、hcp変態率は小さい値(=0)であり、耐チッピング性が高められたものとなっている。
hcp変態率=
Ihcp(101)/{Ifcc(200)+Ihcp(101)}
=151/{453+151}
=0.25
となり、本発明の超硬合金製ミニチュアドリル5の外周マージン部は、hcp変態率は高い数値を示し、圧縮残留応力の作用によって、クラックの導入と進展が抑えられていることがわかる。
さらに上記各超硬合金製ミニチュアドリルの切刃エッジ部表面および外周マージン部表面の結合相のCoをCuKα線を用いてX線回折したところ、いずれも回折角:2θで、44〜45度((111)面)にCo・fccを示すピークが現れると共に、41〜42度((101)面)にもCo・hcpを示すピークが現れた。
それぞれの結晶格子面のピーク強度Ifcc(111)およびIhcp(101)を測定し、これらの値から、それぞれについてのhcp変態率を求めた。この値を同じく表2に示す。
なお、実施例5について測定した切刃エッジ部表面のX線回折パターンを図3に、また、同じく測定した外周マージン部表面のX線回折パターンを図4に示す。

しかるに、比較例の超硬合金製ミニチュアドリル(比較例1〜6)では、外周マージン部のhcp変態率が0.2未満あるいは切刃エッジ部のhcp変態率が0.1を超えているため、チッピング発生あるいはクラックの進展によって、超硬合金製ミニチュアドリルがねじ切れるように折損を発生し、使用寿命が極めて短いものとなっている。
Claims (2)
- 溝形成部とシャンク部からなり、少なくとも前記溝形成部は、結合相形成成分としてCo4〜16質量%および硬質相形成成分として炭化タングステンを含有する超硬合金製ミニチュアドリルにおいて、
微小部X線回折装置により、外周マージン部、切刃エッジ部を構成する超硬合金表面のX線回折パターンを測定した場合、面心立方構造のCoの(111)面ピークの強度をIfcc(111)とし、また、稠密六方構造のCoの(101)面ピークの強度をIhcp(101)とし、
さらに、面心立方構造のCoとの合量に占める稠密六方構造のCoの含有割合を、
hcp変態率=
Ihcp(101)/{Ifcc(111)+Ihcp(101)}
で表した時に、
外周マージン部については、hcp変態率≧0.2、
また、切刃エッジ部については、hcp変態率≦0.1、
をそれぞれ満たすことを特徴とする、耐折損性に優れた超硬合金製ミニチュアドリル。 - 前記溝形成部が、結合相および硬質相形成成分として、
Cr,V,Ta,Nb,TiおよびZrのうちのいずれか1種または2種以上を合計で0.1〜3質量%さらに含有する、請求項1記載の耐折損性に優れた超硬合金製ミニチュアドリル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008174410A JP5170836B2 (ja) | 2008-07-03 | 2008-07-03 | 耐折損性に優れた超硬合金製ミニチュアドリル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008174410A JP5170836B2 (ja) | 2008-07-03 | 2008-07-03 | 耐折損性に優れた超硬合金製ミニチュアドリル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010012552A true JP2010012552A (ja) | 2010-01-21 |
| JP5170836B2 JP5170836B2 (ja) | 2013-03-27 |
Family
ID=41699168
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008174410A Active JP5170836B2 (ja) | 2008-07-03 | 2008-07-03 | 耐折損性に優れた超硬合金製ミニチュアドリル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5170836B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010209398A (ja) * | 2009-03-10 | 2010-09-24 | Mitsubishi Materials Corp | 耐折損性に優れた超硬合金製ドリル |
| CN108526551A (zh) * | 2018-05-03 | 2018-09-14 | 广东鼎泰高科精工科技有限公司 | 一种印制电路板用钻头 |
| EP3797906A1 (en) * | 2019-09-30 | 2021-03-31 | Fujimi Incorporated | Powder material and method for manufacturing molded article |
| WO2025069212A1 (ja) * | 2023-09-26 | 2025-04-03 | 住友電気工業株式会社 | 超硬合金および切削工具 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0524219U (ja) * | 1991-09-09 | 1993-03-30 | 三菱マテリアル株式会社 | 硬質層複合被覆ドリル |
| JPH06114641A (ja) * | 1992-09-29 | 1994-04-26 | Toshiba Tungaloy Co Ltd | 耐欠損性に優れる被覆焼結合金 |
| JPH08243820A (ja) * | 1995-03-09 | 1996-09-24 | Kobe Steel Ltd | 耐チッピング性が優れた超硬製ドリル |
| JP2001087927A (ja) * | 1999-09-27 | 2001-04-03 | Mitsubishi Materials Corp | 耐欠損性のすぐれたフライス工具用表面被覆超硬合金製スローアウエイチップ |
| JP2002205207A (ja) * | 2001-01-09 | 2002-07-23 | Sumitomo Electric Ind Ltd | 切削工具 |
| JP2002224907A (ja) * | 2001-01-29 | 2002-08-13 | Ibiden Co Ltd | 穴開けドリルおよび穴開け方法 |
| JP2004114190A (ja) * | 2002-09-25 | 2004-04-15 | Sumitomo Electric Ind Ltd | 微細加工用工具 |
| JP2004160591A (ja) * | 2002-11-12 | 2004-06-10 | Sumitomo Electric Ind Ltd | 回転工具 |
| JP2005336565A (ja) * | 2004-05-27 | 2005-12-08 | Kyocera Corp | 超硬合金 |
-
2008
- 2008-07-03 JP JP2008174410A patent/JP5170836B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0524219U (ja) * | 1991-09-09 | 1993-03-30 | 三菱マテリアル株式会社 | 硬質層複合被覆ドリル |
| JPH06114641A (ja) * | 1992-09-29 | 1994-04-26 | Toshiba Tungaloy Co Ltd | 耐欠損性に優れる被覆焼結合金 |
| JPH08243820A (ja) * | 1995-03-09 | 1996-09-24 | Kobe Steel Ltd | 耐チッピング性が優れた超硬製ドリル |
| JP2001087927A (ja) * | 1999-09-27 | 2001-04-03 | Mitsubishi Materials Corp | 耐欠損性のすぐれたフライス工具用表面被覆超硬合金製スローアウエイチップ |
| JP2002205207A (ja) * | 2001-01-09 | 2002-07-23 | Sumitomo Electric Ind Ltd | 切削工具 |
| JP2002224907A (ja) * | 2001-01-29 | 2002-08-13 | Ibiden Co Ltd | 穴開けドリルおよび穴開け方法 |
| JP2004114190A (ja) * | 2002-09-25 | 2004-04-15 | Sumitomo Electric Ind Ltd | 微細加工用工具 |
| JP2004160591A (ja) * | 2002-11-12 | 2004-06-10 | Sumitomo Electric Ind Ltd | 回転工具 |
| JP2005336565A (ja) * | 2004-05-27 | 2005-12-08 | Kyocera Corp | 超硬合金 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010209398A (ja) * | 2009-03-10 | 2010-09-24 | Mitsubishi Materials Corp | 耐折損性に優れた超硬合金製ドリル |
| CN108526551A (zh) * | 2018-05-03 | 2018-09-14 | 广东鼎泰高科精工科技有限公司 | 一种印制电路板用钻头 |
| EP3797906A1 (en) * | 2019-09-30 | 2021-03-31 | Fujimi Incorporated | Powder material and method for manufacturing molded article |
| JP2021055156A (ja) * | 2019-09-30 | 2021-04-08 | 株式会社フジミインコーポレーテッド | 粉末材料及び造形物の製造方法 |
| US11739396B2 (en) | 2019-09-30 | 2023-08-29 | Fujimi Incorporated | Powder material and method for manufacturing molded article |
| JP7401242B2 (ja) | 2019-09-30 | 2023-12-19 | 株式会社フジミインコーポレーテッド | 粉末材料 |
| WO2025069212A1 (ja) * | 2023-09-26 | 2025-04-03 | 住友電気工業株式会社 | 超硬合金および切削工具 |
| JP7670234B1 (ja) * | 2023-09-26 | 2025-04-30 | 住友電気工業株式会社 | 超硬合金および切削工具 |
| US12435396B2 (en) | 2023-09-26 | 2025-10-07 | Sumitomo Electric Industries, Ltd. | Cemented carbide and cutting tool |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5170836B2 (ja) | 2013-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6796266B2 (ja) | 超硬合金、及び切削工具 | |
| JP2004076049A (ja) | 超微粒超硬合金 | |
| JP5559575B2 (ja) | サーメットおよび被覆サーメット | |
| JP5170836B2 (ja) | 耐折損性に優れた超硬合金製ミニチュアドリル | |
| JP6102613B2 (ja) | 刃先強度を向上させたダイヤモンド被覆超硬合金製切削工具 | |
| JP2017148895A (ja) | 耐折損性にすぐれたwc基超硬合金製ドリル | |
| JP4351451B2 (ja) | 超硬合金およびその製造方法、並びにその超硬合金を用いた回転工具 | |
| JP2012511437A (ja) | 高い寸法精度が必要とされている切削工具インサートの製造方法 | |
| WO2020179809A1 (ja) | cBN焼結体および切削工具 | |
| JP2004256863A (ja) | 超硬合金およびその製造方法、並びにそれを用いた回転工具 | |
| JP5397677B2 (ja) | 耐折損性に優れた超硬合金製ドリル | |
| JP5312095B2 (ja) | 切削工具 | |
| JP5157300B2 (ja) | 複合表面層を有するサーメットおよびその製造方法 | |
| JP2005068515A (ja) | 微粒超硬合金 | |
| KR101640644B1 (ko) | 내열충격성이 향상된 Ti계 소결합금 및 이를 이용한 절삭공구 | |
| JP4126280B2 (ja) | 微粒超硬合金 | |
| JP3605740B2 (ja) | エンドミル用超硬合金 | |
| JP2017179474A (ja) | 非金属系材料を加工するための工具に用いる超硬合金 | |
| JP2010207954A (ja) | 高速切削加工ですぐれた耐欠損性を発揮する超硬合金製エンドミル | |
| JP3811938B2 (ja) | 高速穴あけ加工ですぐれた耐折損性および耐摩耗性を発揮する微粒組織加圧焼結体製ミニチュアドリル | |
| KR102178996B1 (ko) | 난삭재용 절삭 인써트 | |
| CN107385255B (zh) | 固溶体基金属陶瓷刀片材料的制备方法及得到的刀片材料 | |
| JP2004162080A (ja) | 強靱性微粒超硬合金 | |
| JP2005052938A (ja) | 炭化タングステン基超硬合金製小径ドリル | |
| JP4019366B2 (ja) | 高速穴あけ加工での撓み変形が小さい表面被覆超硬合金製ミニチュアドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110331 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121223 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5170836 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |