JP2010010498A - 部品実装方法 - Google Patents
部品実装方法 Download PDFInfo
- Publication number
- JP2010010498A JP2010010498A JP2008169728A JP2008169728A JP2010010498A JP 2010010498 A JP2010010498 A JP 2010010498A JP 2008169728 A JP2008169728 A JP 2008169728A JP 2008169728 A JP2008169728 A JP 2008169728A JP 2010010498 A JP2010010498 A JP 2010010498A
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- component
- solder
- slag
- footprint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Structure Of Printed Boards (AREA)
Abstract
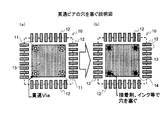
【解決手段】スラグ部付き部品を、前記スラグ部をはんだ印刷及びリフローを行ってはんだ付けするスラグ部実装用のフットプリント13及び前記スラグ部実装用のフットプリント13内に設けた貫通ビア11を有するプリント板へ実装するための部品実装方法であって、前記プリント板10に前記スラグ部付き部品を実装する工程において情報印字用のインク又は部品固定用の接着剤14又は部品搭載工程時に穴を塞ぐ部品14により、前記貫通ビア11の穴を前記部品搭載前に塞ぐ工程を経て、部品搭載、はんだ印刷及びリフローを行う。
【選択図】図1
Description
また、非貫通ビアをスラグ部のパッド内に配置して、必要なネットに接続させることも可能だが、プリント板の製造コストが高価になるものであった。
プリント板の実装ラインの構成にもよるが、通常ははんだ印刷の後に接着剤の塗布工程が有り、その後、部品実装、リフロー、外観検査を行う。
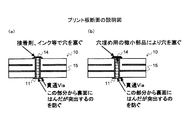
部品実装工程に製造情報の印字工程がある場合は、はんだ印刷前に印字が行われる。例えば、製造情報の印字工程で貫通ビアに印字を行う場合は、インクジェットプリンタのようにインク(はんだは付かない)を吹き付けて印字するが、貫通ビアの穴径がφ0.25mmの場合、印字はφ0.5mm 程度の丸形状に印字し、少なくても貫通ビアの穴径を覆うように印字する。但し、穴は完全に埋める必要はなく穴の全周にインクが付けばよい。はんだはリフロー工程にて200 〜220 ℃程度で溶融しスラグ部の銅箔面を伝わっていくが、貫通ビアの円周状にインクが印字されることで、はんだの伝わりを遮断することができる。
接着剤にて穴を塞ぐ場合は、接着剤塗布工程より先にはんだ印刷となるがインクによる印字方式同様に、貫通ビアにかからないように十字にはんだ印刷することで、はんだ印刷後でも貫通ビアに接着剤を塗布することが可能となる。インクによる印字同様に貫通ビアの穴径がφ0.25mmの場合、接着剤をφ0.5mm 程度で塗布することが望ましいが、接着剤は塗布量がばらつくため、スラグ部4隅に貫通ビアを設け、貫通ビアのランドがスラグ部の辺に接するように配置することで、接着剤の塗布量がφ1mm 程度に増えてしまった場合でも、過剰な接着剤がスラグ部内、外に分散されるので、接着剤による接合面の減少を最小限に抑えることができる。
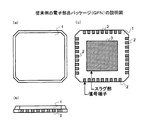
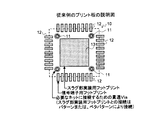
図1は貫通ビアの穴を塞ぐ説明図であり、図1(a)は貫通ビアの穴を塞ぐ前の説明、図1(b)は貫通ビアの穴を塞いだ後の説明である。図1(a)において、プリント板10には、貫通ビア11、信号端子用フットプリント12、スラグ部実装用フットプリント13が設けてある。なお、点線の枠は、実装される電子部品のパッケージ1の大きさを示している。図1(b)において、スラグ部実装用フットプリント13内の貫通ビアを、部品固定用の接着剤14、又は、印字用のインク14、又は、微小部品14で穴を塞ぐ。その後、部品実装、リフロー、外観検査等を行う。
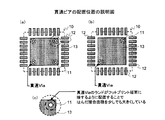
貫通ビアとスラグ部(スラグ部実装用フットプリント)間にはんだのレジストまたはシルク印刷を実施することで、部品搭載時に貫通ビアの接着剤等を押しつぶしても、レジストやシルク印刷が壁になり、スラグ部のはんだ接合部分にまで接着剤等が広がることを防ぐことができる。
スラグ部実装用フットプリント13内の貫通ビア11の配置位置は、貫通ビア11のランドがスラグ部実装用フットプリント13の端面に接するように配置することで、はんだ接合部分の面積を大きくすることができる。
a)メタルマスク形状の説明
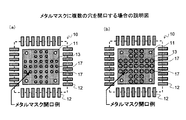
はんだをスラグ部実装用フットプリント13に印刷するメタルマスクの形状は、100%の開口だとはんだが過剰になるため、スラグ部実装用フットプリント13のパッド形状(ここでは正方形)に対して数%〜50%程度と少なくする。このときも少しでも、印刷された状態で貫通ビアから離れたところにはんだが印刷されるような開口とする。
大きな範囲にはんだ印刷を行うと、部品を実装してリフロー時にボイドが発生し接合不良が発生することがある。この接合不良をなくすため、空気の逃げ道であるスリットを設ける。
メタルマスクとして複数の穴を開口することで、スラグ部実装用フットプリント13のパッドの隅々まではんだを供給することができ、また、開口する穴径を一律で変更することで、はんだ量を調整することができる。
11 貫通ビア
12 信号端子用フットプリント
13 スラグ部実装用フットプリント
14 接着剤(インク、穴を塞ぐ部品)
Claims (4)
- スラグ部付き部品を、前記スラグ部をはんだ印刷及びリフローを行ってはんだ付けするスラグ部実装用のフットプリント及び前記スラグ部実装用のフットプリント内に設けた貫通ビアを有するプリント板へ実装するための部品実装方法であって、
前記プリント板に前記スラグ部付き部品を実装する工程において情報印字用のインク又は部品固定用の接着剤又は部品搭載工程時に穴を塞ぐ部品により、前記貫通ビアの穴を前記部品搭載前に塞ぐ工程を経て、部品搭載、はんだ印刷及びリフローを行うことを特徴とした部品実装方法。 - 前記貫通ビアとスラグ部間にはんだレジストまたはシルク印刷を設けることを特徴とした請求項1記載の部品実装方法。
- 前記貫通ビアを前記スラグ部実装用のフットプリントの隅に内接するように配置することを特徴とした請求項1又は2記載の部品実装方法。
- 前記はんだ印刷を行うメタルマスクの開口部の形状は、前記スラグ部実装用のフットプリントのパッド形状より小さくするとともに、前記貫通ビアから最も離れた位置になるように開口を設けることを特徴とした請求項1〜3のいずれかに記載の部品実装方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169728A JP5067283B2 (ja) | 2008-06-30 | 2008-06-30 | 部品実装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169728A JP5067283B2 (ja) | 2008-06-30 | 2008-06-30 | 部品実装方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010010498A true JP2010010498A (ja) | 2010-01-14 |
| JP5067283B2 JP5067283B2 (ja) | 2012-11-07 |
Family
ID=41590614
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008169728A Expired - Fee Related JP5067283B2 (ja) | 2008-06-30 | 2008-06-30 | 部品実装方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5067283B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012099682A (ja) * | 2010-11-04 | 2012-05-24 | Nec Access Technica Ltd | プリント配線板及びそれに用いるパッド設計手法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0353586A (ja) * | 1989-07-21 | 1991-03-07 | Canon Inc | プリント配線基板 |
| JPH06125164A (ja) * | 1992-10-12 | 1994-05-06 | Omron Corp | スルーホールプリント配線基板 |
| JPH06177526A (ja) * | 1992-12-09 | 1994-06-24 | Toyota Autom Loom Works Ltd | 接合剤の印刷方法 |
| JPH09153674A (ja) * | 1995-11-30 | 1997-06-10 | Toshiba Corp | プリント配線板の電子部品の実装方法 |
| JP2003273479A (ja) * | 2002-03-18 | 2003-09-26 | Alps Electric Co Ltd | 発熱電気部品の放熱構造 |
| JP3639505B2 (ja) * | 2000-06-30 | 2005-04-20 | インターナショナル・ビジネス・マシーンズ・コーポレーション | プリント配線基板及び半導体装置 |
| JP2007227484A (ja) * | 2006-02-22 | 2007-09-06 | Hitachi Ltd | プリント配線板構造 |
-
2008
- 2008-06-30 JP JP2008169728A patent/JP5067283B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0353586A (ja) * | 1989-07-21 | 1991-03-07 | Canon Inc | プリント配線基板 |
| JPH06125164A (ja) * | 1992-10-12 | 1994-05-06 | Omron Corp | スルーホールプリント配線基板 |
| JPH06177526A (ja) * | 1992-12-09 | 1994-06-24 | Toyota Autom Loom Works Ltd | 接合剤の印刷方法 |
| JPH09153674A (ja) * | 1995-11-30 | 1997-06-10 | Toshiba Corp | プリント配線板の電子部品の実装方法 |
| JP3639505B2 (ja) * | 2000-06-30 | 2005-04-20 | インターナショナル・ビジネス・マシーンズ・コーポレーション | プリント配線基板及び半導体装置 |
| JP2003273479A (ja) * | 2002-03-18 | 2003-09-26 | Alps Electric Co Ltd | 発熱電気部品の放熱構造 |
| JP2007227484A (ja) * | 2006-02-22 | 2007-09-06 | Hitachi Ltd | プリント配線板構造 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012099682A (ja) * | 2010-11-04 | 2012-05-24 | Nec Access Technica Ltd | プリント配線板及びそれに用いるパッド設計手法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5067283B2 (ja) | 2012-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008210993A (ja) | プリント配線板及びその製造方法 | |
| US6441486B1 (en) | BGA substrate via structure | |
| KR20160086181A (ko) | 인쇄회로기판, 패키지 및 그 제조방법 | |
| KR20160095520A (ko) | 인쇄회로기판, 반도체 패키지 및 이들의 제조방법 | |
| JP2017168495A (ja) | メタルマスクおよび電子部品実装基板の製造方法 | |
| JP2011254050A (ja) | プリント基板の製造方法 | |
| JP5067283B2 (ja) | 部品実装方法 | |
| JP2011254050A5 (ja) | プリント基板の製造方法及びプリント基板 | |
| JP2008159805A (ja) | プリント配線板、プリント配線板の製造方法および電子機器 | |
| JP6092928B2 (ja) | ブローホールの発生を抑制するリードを有する電子部品の実装構造 | |
| JP6834775B2 (ja) | 電子部品が半田付けされた基板、電子機器及び電子部品の半田付け方法 | |
| KR101292594B1 (ko) | 금속 댐이 형성된 임베디드 인쇄회로기판 및 그 제조 방법 | |
| JP2005340233A (ja) | 電子回路基板 | |
| JP2008226983A (ja) | プリント基板および電子機器 | |
| JP2013211497A (ja) | 部品接合構造 | |
| JP2021174975A (ja) | プリント基板及びプリント基板の製造方法 | |
| JP4802679B2 (ja) | 電子回路基板の実装方法 | |
| JP2013110332A (ja) | 表面実装電子デバイス | |
| CN115410931B (zh) | Ic载板连接结构及其制作方法 | |
| JP4952904B2 (ja) | プリント配線基板とこれを備えたモータ制御装置 | |
| JP2006294835A (ja) | 印刷回路基板及びその作製方法 | |
| JP2017220574A (ja) | 電子部品実装基板の製造方法、基板およびメタルマスク | |
| JP2006066811A (ja) | はんだ印刷用マスク、部品実装方法 | |
| JP6640986B2 (ja) | プリント基板及びプリント基板の製造方法 | |
| KR100644094B1 (ko) | 인쇄 회로 기판 외층에 전자 부품 실장을 위한 금속 범프를형성하는 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120424 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120427 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120717 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120730 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150824 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |