JP2010003954A - コイル部品及びコイル部品の製造方法 - Google Patents
コイル部品及びコイル部品の製造方法 Download PDFInfo
- Publication number
- JP2010003954A JP2010003954A JP2008163125A JP2008163125A JP2010003954A JP 2010003954 A JP2010003954 A JP 2010003954A JP 2008163125 A JP2008163125 A JP 2008163125A JP 2008163125 A JP2008163125 A JP 2008163125A JP 2010003954 A JP2010003954 A JP 2010003954A
- Authority
- JP
- Japan
- Prior art keywords
- coil
- coils
- core
- hole
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 26
- 230000035515 penetration Effects 0.000 claims abstract description 29
- 239000011347 resin Substances 0.000 claims description 64
- 229920005989 resin Polymers 0.000 claims description 64
- 239000004020 conductor Substances 0.000 claims description 42
- 239000000463 material Substances 0.000 claims description 10
- 238000010030 laminating Methods 0.000 claims description 7
- 238000013007 heat curing Methods 0.000 claims description 6
- 238000004804 winding Methods 0.000 description 170
- 238000000034 method Methods 0.000 description 14
- 238000007747 plating Methods 0.000 description 14
- 230000008569 process Effects 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 230000000149 penetrating effect Effects 0.000 description 7
- 238000005476 soldering Methods 0.000 description 7
- 229920001187 thermosetting polymer Polymers 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 238000003475 lamination Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 3
- 229910000859 α-Fe Inorganic materials 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000005674 electromagnetic induction Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images





Landscapes
- Manufacturing Cores, Coils, And Magnets (AREA)
- Coils Of Transformers For General Uses (AREA)
Abstract
【解決手段】貫通部32、33は、端子貫通孔80b、80gをそれぞれ貫通し端子81A、81Iにそれぞれ電気的に接続されている。貫通部62、63は、端子貫通孔80c、80gをそれぞれ貫通し端子81B、81Iにそれぞれ電気的に接続されている。貫通部42、43は、端子貫通孔80e、80iをそれぞれ貫通し端子81E、81Hにそれぞれ電気的に接続されている。貫通部52、53は、端子貫通孔80j、80fをそれぞれ貫通し端子81H、81Gにそれぞれ電気的に接続されている。貫通部72、73は、端子貫通孔80h、80dをそれぞれ貫通し端子81C、81Dにそれぞれ電気的に接続されている。
【選択図】図3
Description
11 第1磁心
12 第2磁心
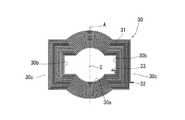
30 第1の1次巻線
30a、40a、50a、60a、70a 中央空間
30b、30c、40b、40c、50b、50c、60b、60c、70b、70c コイル貫通空間
31、41、51、61、71 コイル本体部
32、33、42、43、52、53、62、63、72、73 貫通部
40 第1の2次巻線
50 第2の2次巻線
60 第2の1次巻線
70 バイアス巻線
80A、80B、80C、80D、80E、80F、80G、80H、80I 端子
90 プリプレグシート
90a コイル貫通孔
A 仮想直線
C 軸心
Claims (10)
- 中央空間が形成されるように略平面状に導体が渦巻状に配置されてなるコイル本体部と該導体の端部及び端部近傍部をなす貫通部とをそれぞれ有し、該中央空間が略一致した位置関係で互いに積層された複数のコイルと、
該複数のコイル間にそれぞれ設けられ、該コイルの該貫通部がそれぞれ貫通するコイル貫通孔と該中央空間に対向する位置に形成されたコア貫通孔とを有する絶縁樹脂層と、
該中央空間及び該コア貫通孔を貫通するようにして配置されたコアと、
該複数のコイル及び該絶縁樹脂層を収容するケースとを備え、
該貫通部は、該コイル本体部を構成する素材と同一の素材からなることを特徴とするコイル部品。 - 該コイルは平角ワイヤにより構成されていることを特徴とする請求項1記載のコイル部品。
- 該複数のコイルは複数の1次コイルと少なくとも1つの2次コイルとを有し、該複数の1次コイルは該複数のコイルの積層方向において該2次コイルを挟んだ位置関係をなすことを特徴とする請求項1又は請求項2記載のコイル部品。
- 該複数のコイルは1次コイルと2次コイルとを有し、該1次コイルを構成する該導体の径と該2次コイルを構成する該導体の径とは異なることを特徴とする請求項1又は請求項2記載のコイル部品。
- 略平面状に導体が渦巻状に配置されてなる該複数のコイル本体部の該平面において該複数のコイル本体部はそれぞれ該コイル本体部の軸心を中心として略点対称形状をなし、
略平面状に導体が渦巻状に配置されてなる該複数のコイル本体部の該平面において、該コイル本体部の軸心を通る仮想直線を中心とした線対称の位置関係で該コイル本体部の内側、外側のそれぞれに該絶縁樹脂層の該コイル貫通穴に対向する位置にコイル貫通空間が形成されていることを特徴とする請求項1乃至請求項4のいずれか一記載のコイル部品。 - 該積層された複数のコイルの積層方向における一端に配置され、該コイルの端部をなす該貫通部の部分がそれぞれ電気的に接続された端子を備えることを特徴とする請求項1乃至請求項5のいずれか一記載のコイル部品。
- 該貫通部は外部端子をなすことを特徴とする請求項1乃至請求項5のいずれか一記載のコイル部品。
- 中央空間が形成されるように略平面状に導体が渦巻状に配置されてなるコイル本体部と該コイル本体部から該平面に略垂直の方向へ延出し該導体の端部及び端部近傍部からなる貫通部とをそれぞれ有する複数のコイルを用意する工程と、
該コイルの該貫通部がそれぞれ貫通するコイル貫通孔とコア貫通孔とがそれぞれ形成された複数のプリプレグシートを用意する工程と、
該貫通部を該コイル貫通孔に貫通させ、該コア貫通孔と該中央空間とが対向するように且つ該複数のコイル間に該プリプレグシートが配置されるように該コイルと該プリプレグシートとを積層する工程と、
該積層された複数のコイルの積層方向における一端に複数の端子が設けられた端子台を配置し、該コイルの端部をなす該貫通部の部分をそれぞれ電気的に該端子に接続する工程と、
該中央空間及び該コア貫通孔を貫通するようにしてコアを配置するコア配置工程とを有することを特徴とするコイル部品の製造方法。 - 該コア配置工程よりも前又は該コア配置工程の後に該プリプレグシートを加熱硬化する工程を行うことを特徴とする請求項8記載のコイル部品の製造方法。
- 該コア配置工程と同時に該プリプレグシートを加熱硬化する工程を行うことを特徴とする請求項8記載のコイル部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008163125A JP5013322B2 (ja) | 2008-06-23 | 2008-06-23 | コイル部品及びコイル部品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008163125A JP5013322B2 (ja) | 2008-06-23 | 2008-06-23 | コイル部品及びコイル部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010003954A true JP2010003954A (ja) | 2010-01-07 |
| JP5013322B2 JP5013322B2 (ja) | 2012-08-29 |
Family
ID=41585410
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008163125A Expired - Fee Related JP5013322B2 (ja) | 2008-06-23 | 2008-06-23 | コイル部品及びコイル部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5013322B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016015453A (ja) * | 2014-07-03 | 2016-01-28 | 富士通株式会社 | プレーナトランス、電源ユニット、及びプレーナトランスの製造方法 |
| KR20160031945A (ko) * | 2014-09-15 | 2016-03-23 | 주식회사 솔루엠 | 코일 부품과 이를 구비하는 전원 공급 장치 |
| KR20190064495A (ko) * | 2017-11-30 | 2019-06-10 | 프레모, 에세엘레 | 환형 자기력 장치 |
| CN111933434A (zh) * | 2020-08-10 | 2020-11-13 | 西安电子科技大学 | 一种平面变压器 |
| CN113628835A (zh) * | 2020-05-08 | 2021-11-09 | 株式会社艾特慕 | 平面变压器 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07235428A (ja) * | 1994-02-25 | 1995-09-05 | Fuji Electric Co Ltd | 電源トランス |
| JPH10125545A (ja) * | 1996-10-24 | 1998-05-15 | Matsushita Electric Ind Co Ltd | チョークコイル |
| JP2000306750A (ja) * | 1999-04-21 | 2000-11-02 | Tokin Corp | チョークコイル |
| JP2008004823A (ja) * | 2006-06-23 | 2008-01-10 | Tdk Corp | コイル装置、トランスおよびスイッチング電源 |
-
2008
- 2008-06-23 JP JP2008163125A patent/JP5013322B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07235428A (ja) * | 1994-02-25 | 1995-09-05 | Fuji Electric Co Ltd | 電源トランス |
| JPH10125545A (ja) * | 1996-10-24 | 1998-05-15 | Matsushita Electric Ind Co Ltd | チョークコイル |
| JP2000306750A (ja) * | 1999-04-21 | 2000-11-02 | Tokin Corp | チョークコイル |
| JP2008004823A (ja) * | 2006-06-23 | 2008-01-10 | Tdk Corp | コイル装置、トランスおよびスイッチング電源 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016015453A (ja) * | 2014-07-03 | 2016-01-28 | 富士通株式会社 | プレーナトランス、電源ユニット、及びプレーナトランスの製造方法 |
| KR20160031945A (ko) * | 2014-09-15 | 2016-03-23 | 주식회사 솔루엠 | 코일 부품과 이를 구비하는 전원 공급 장치 |
| KR101690251B1 (ko) | 2014-09-15 | 2016-12-27 | 주식회사 솔루엠 | 코일 부품과 이를 구비하는 전원 공급 장치 |
| KR20190064495A (ko) * | 2017-11-30 | 2019-06-10 | 프레모, 에세엘레 | 환형 자기력 장치 |
| JP2019102805A (ja) * | 2017-11-30 | 2019-06-24 | プレモ・エセ・アPremo, S.A. | 環状磁気パワーユニット |
| KR102145338B1 (ko) | 2017-11-30 | 2020-08-19 | 프레모, 에세.아. | 환형 자기력 장치 |
| CN113628835A (zh) * | 2020-05-08 | 2021-11-09 | 株式会社艾特慕 | 平面变压器 |
| CN113628835B (zh) * | 2020-05-08 | 2025-01-28 | 株式会社艾特慕 | 平面变压器 |
| CN111933434A (zh) * | 2020-08-10 | 2020-11-13 | 西安电子科技大学 | 一种平面变压器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5013322B2 (ja) | 2012-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8378777B2 (en) | Magnetic electrical device | |
| US9378885B2 (en) | Flat coil windings, and inductive devices and electronics assemblies that utilize flat coil windings | |
| US8502633B2 (en) | Planar transformer and method of manufacturing the same | |
| JP4802615B2 (ja) | Lc複合部品 | |
| US20040178489A1 (en) | Multilayer circuit and method of manufacturing | |
| CN109285660A (zh) | 变压器及包括该变压器的电力供应设备 | |
| US20150364245A1 (en) | Coil component and power supply unit including the same | |
| JP5013322B2 (ja) | コイル部品及びコイル部品の製造方法 | |
| CN111128513A (zh) | 线圈部件和电子器件 | |
| KR101610339B1 (ko) | 코일 부품 및 그 제조 방법 | |
| JP7472490B2 (ja) | コイル装置 | |
| JPH056829A (ja) | 薄型トランス | |
| KR101858117B1 (ko) | 이중 나선형 트랜스포머 | |
| JPH05291062A (ja) | 薄型トランス及びその組み立て方法 | |
| JP5087642B2 (ja) | 基板 | |
| JP2018029124A (ja) | 磁性コア、コイル部品、回路基板、及び電源装置 | |
| JP6556114B2 (ja) | スイッチング電源装置 | |
| WO2018034035A1 (ja) | コイル部品、回路基板、及び電源装置 | |
| JP6477956B1 (ja) | コイル装置 | |
| JPH10189355A (ja) | 積層トランスおよび電源ユニット用プリント基板 | |
| JP4021746B2 (ja) | 電源装置用コイル部品の基板実装構造 | |
| JP2021005725A (ja) | 電子部品 | |
| KR20190014727A (ko) | 듀얼 코어 평면 트랜스포머 | |
| JP2019207953A (ja) | 電子部品 | |
| JPH07249528A (ja) | プレーナ型磁性部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110428 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120312 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120418 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120514 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150615 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5013322 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120527 |
|
| LAPS | Cancellation because of no payment of annual fees |