JP2010000801A - 化粧材 - Google Patents
化粧材 Download PDFInfo
- Publication number
- JP2010000801A JP2010000801A JP2009225801A JP2009225801A JP2010000801A JP 2010000801 A JP2010000801 A JP 2010000801A JP 2009225801 A JP2009225801 A JP 2009225801A JP 2009225801 A JP2009225801 A JP 2009225801A JP 2010000801 A JP2010000801 A JP 2010000801A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- transparent
- paper
- impregnated
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Finishing Walls (AREA)
- Laminated Bodies (AREA)
Abstract
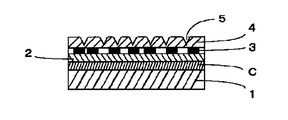
【解決手段】 透明紙4に適宜、模様層3を形成し、含浸用樹脂組成物を含浸したものを、基材1上に着色接着剤2Cを介するか、着色基材上に接着剤を介して貼ることにより、課題を解決することができた。
【選択図】 図1
Description
上記の実施例1および2と同様に、ただし、透明紙に印刷するのに引続いて二酸化チタンを含有するインキで白色の着色層を形成し、基材に貼る際には接着剤として着色していないものを使用して化粧材を得た。得られた化粧材の模様は、対応する実施例1および実施例2のものと同じであるが、実施例1および2のものにくらべ、奥行き感が乏しかった。
2C 着色接着剤
2 接着剤
C 着色層
3 模様層
4 透明紙
5 凹凸
6 透明樹脂層
Claims (6)
- 樹脂の含浸により透明化する紙である透明紙が含浸用樹脂組成物が含浸、固化されて透明樹脂含浸紙を構成しており、前記透明樹脂含浸紙は、表面が少なくとも着色された着色基材上に接着剤を介して積層されていることを特徴とする化粧材。
- 樹脂の含浸により透明化する紙である透明紙が含浸用樹脂組成物が含浸、固化されて透明樹脂含浸紙を構成しており、前記透明樹脂含浸紙は、基材上に着色接着剤を介して積層されていることを特徴とする化粧材。
- 前記透明紙の上面もしくは下面の少なくともいずれかに模様層が積層されていることを特徴とする請求項1または2記載の化粧材。
- 前記透明樹脂含浸紙の上面に、さらに、透明樹脂層が積層されていることを特徴とする請求項1〜3いずれか記載の化粧材。
- 前記透明樹脂含浸紙に含浸している樹脂、前記接着剤、前記着色接着剤、もしくは前記透明樹脂層を構成する樹脂のうち、1もしくは2以上が硬化性樹脂を用いて構成されていることを特徴とする請求項1〜4いずれか記載の化粧材。
- 前記硬化性樹脂が電離放射線硬化性樹脂であることを特徴とする請求項5記載の化粧材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009225801A JP5218360B2 (ja) | 2009-09-30 | 2009-09-30 | 化粧材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009225801A JP5218360B2 (ja) | 2009-09-30 | 2009-09-30 | 化粧材の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP31447499A Division JP2001129957A (ja) | 1999-11-05 | 1999-11-05 | 化粧材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010000801A true JP2010000801A (ja) | 2010-01-07 |
| JP5218360B2 JP5218360B2 (ja) | 2013-06-26 |
Family
ID=41582891
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009225801A Expired - Fee Related JP5218360B2 (ja) | 2009-09-30 | 2009-09-30 | 化粧材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5218360B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021192881A1 (ja) * | 2020-03-23 | 2021-09-30 | 大日本印刷株式会社 | 化粧材及び化粧材の製造方法 |
| JP2022007989A (ja) * | 2020-03-23 | 2022-01-13 | 大日本印刷株式会社 | 化粧材及び化粧材の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5625416A (en) * | 1979-08-09 | 1981-03-11 | Nippon Print Color Gohan Kogyo Kumiai | Preparation of smoothly-planed board with grained pattern |
| JPH06143483A (ja) * | 1992-01-10 | 1994-05-24 | Aica Kogyo Co Ltd | 不燃性ポリエステル化粧板 |
| JPH08230090A (ja) * | 1995-03-01 | 1996-09-10 | Dainippon Printing Co Ltd | 繊維強化プラスチック用化粧紙 |
| JPH0976448A (ja) * | 1995-09-14 | 1997-03-25 | Dainippon Printing Co Ltd | 化粧シート及びその製造方法 |
| JPH10138439A (ja) * | 1996-11-12 | 1998-05-26 | Toppan Printing Co Ltd | 硬化性樹脂化粧板 |
-
2009
- 2009-09-30 JP JP2009225801A patent/JP5218360B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5625416A (en) * | 1979-08-09 | 1981-03-11 | Nippon Print Color Gohan Kogyo Kumiai | Preparation of smoothly-planed board with grained pattern |
| JPH06143483A (ja) * | 1992-01-10 | 1994-05-24 | Aica Kogyo Co Ltd | 不燃性ポリエステル化粧板 |
| JPH08230090A (ja) * | 1995-03-01 | 1996-09-10 | Dainippon Printing Co Ltd | 繊維強化プラスチック用化粧紙 |
| JPH0976448A (ja) * | 1995-09-14 | 1997-03-25 | Dainippon Printing Co Ltd | 化粧シート及びその製造方法 |
| JPH10138439A (ja) * | 1996-11-12 | 1998-05-26 | Toppan Printing Co Ltd | 硬化性樹脂化粧板 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021192881A1 (ja) * | 2020-03-23 | 2021-09-30 | 大日本印刷株式会社 | 化粧材及び化粧材の製造方法 |
| JP2022007989A (ja) * | 2020-03-23 | 2022-01-13 | 大日本印刷株式会社 | 化粧材及び化粧材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5218360B2 (ja) | 2013-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4268261B2 (ja) | 化粧材およびその製造方法 | |
| RU2731530C2 (ru) | Способ изготовления тисненых субстратов с цифровой печатью | |
| KR101953426B1 (ko) | 장식 시트의 생산 방법 및 장식 시트의 사용 | |
| JP4289527B2 (ja) | 化粧材 | |
| JP4270651B2 (ja) | 化粧材 | |
| JP5218360B2 (ja) | 化粧材の製造方法 | |
| JP4447092B2 (ja) | 化粧シートおよび化粧材 | |
| JP4858053B2 (ja) | 化粧シート | |
| JP4467696B2 (ja) | 化粧材 | |
| JP3923609B2 (ja) | 化粧板およびその製造方法 | |
| JP2024177384A (ja) | リコート用化粧シート及びリコート用化粧シートの製造方法 | |
| JP4028061B2 (ja) | 無機質系化粧板及びその製造方法 | |
| JP3465103B2 (ja) | 模様に同調した凹凸感を有する化粧材とその製造法 | |
| JP7383222B2 (ja) | 化粧紙、化粧材、及び化粧紙の製造方法 | |
| JP2001129957A (ja) | 化粧材 | |
| JP4612135B2 (ja) | 化粧材の製造方法及び化粧材 | |
| JP4390942B2 (ja) | 化粧シート | |
| JP4108833B2 (ja) | 化粧材の製造法 | |
| JPH11334292A (ja) | ラッピング転写法 | |
| JP4956877B2 (ja) | 加飾frp成形品の製造方法並びに賦形シート付き加飾frp成形品及び加飾frp成形品 | |
| JP4270672B2 (ja) | 化粧シート、該化粧シートを使用した化粧材、及び該化粧シートの製造方法 | |
| JP4372913B2 (ja) | 化粧材 | |
| JP2024032830A (ja) | リコート用化粧シート及びリコート用化粧シートの製造方法 | |
| JPH05115833A (ja) | 凹凸模様を有するシートの製造方法 | |
| JP2022170199A (ja) | 化粧紙の製造方法、化粧紙及び化粧材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091016 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120330 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120420 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130218 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160315 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5218360 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |