JP2009195031A - 電動機の固定子及び電動機及び圧縮機及び送風機 - Google Patents
電動機の固定子及び電動機及び圧縮機及び送風機 Download PDFInfo
- Publication number
- JP2009195031A JP2009195031A JP2008033498A JP2008033498A JP2009195031A JP 2009195031 A JP2009195031 A JP 2009195031A JP 2008033498 A JP2008033498 A JP 2008033498A JP 2008033498 A JP2008033498 A JP 2008033498A JP 2009195031 A JP2009195031 A JP 2009195031A
- Authority
- JP
- Japan
- Prior art keywords
- stator core
- stator
- core plate
- notches
- notch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000002093 peripheral effect Effects 0.000 claims abstract description 41
- 238000004804 winding Methods 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 6
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 2
- 150000002910 rare earth metals Chemical class 0.000 claims description 2
- 238000010030 laminating Methods 0.000 claims 2
- 239000000463 material Substances 0.000 abstract description 41
- 238000004080 punching Methods 0.000 abstract description 21
- 229910052751 metal Inorganic materials 0.000 abstract description 4
- 239000002184 metal Substances 0.000 abstract description 4
- 230000004907 flux Effects 0.000 description 27
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 21
- 230000004048 modification Effects 0.000 description 11
- 238000012986 modification Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 9
- 239000011295 pitch Substances 0.000 description 7
- 229910000831 Steel Inorganic materials 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 230000035699 permeability Effects 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 239000002699 waste material Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 2
- 235000012489 doughnuts Nutrition 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



















Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
【解決手段】この発明に係る電動機の固定子は、固定子鉄心板10の外周部に三箇所の略直線状の切欠き5aを設け、三箇所の切欠き5aは隣合うもの同士が略直角に配置され、三箇所の切欠き5aの中の中央の切欠き5aに対向する対辺で、中央の切欠き5aの略中心と固定子鉄心板10の略中心を通る縦中心線の両側に、二箇所の略直線状の切欠き5bを設け、二箇所の切欠き5bは、固定子鉄心板10の略中心とティースを通る直線に対して略直角に設けられ、固定子鉄心板10の略1/2ピッチだけ互いにずらして固定子鉄心板10を二列抜きする際に、一列目と二列目の固定子鉄心板10は、切欠き5bが接する状態で打ち抜かれることを特徴とする。
【選択図】図7
Description
固定子鉄心板は、
外周部に三箇所の略直線状の第1の切欠きを設け、
三箇所の第1の切欠きは、隣合うもの同士が略直角に配置され、
三箇所の第1の切欠きの中の中央の第1の切欠きに対向する対辺で、中央の第1の切欠きの略中心と固定子鉄心板の略中心を通る縦中心線の両側に、二箇所の略直線状の第2の切欠きを設け、
二箇所の第2の切欠きは、固定子鉄心板の略中心とティースを通る直線に対して略直角に設けられ、
固定子鉄心板の略1/2ピッチだけ互いにずらして固定子鉄心板を二列抜きする際に、一列目と二列目の固定子鉄心板は、第2の切欠きが接する状態で打ち抜かれることを特徴とする。
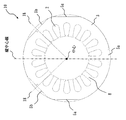
図1乃至5は比較のために示す一般的な電動機の固定子鉄心板1を示す図で、図1は外形が円形状である打ち抜き後の固定子鉄心板1の平面図、図2は固定子鉄心板1を金型で打ち抜く時の状態を示す図、図3は外周部に四箇所の切欠き5を有する打ち抜き後の固定子鉄心板1の平面図、図4は図3の固定子鉄心板1を金型で打ち抜く時の状態を示す図、図5は図3の固定子鉄心板1を金型により二列で打ち抜く時の状態を示す図である。
図18は比較のために示す一般的な電動機の固定子鉄心板1を示す図で、図3の固定子鉄心板1を金型により三列で打ち抜く時の状態を示す図である。
実施の形態1又は実施の形態2の固定子鉄心板10又は固定子鉄心板20を積層して固定子鉄心とし、これに巻線等を施して固定子を製作する。この固定子を電動機に用いることにより、高効率で安価な電動機を得ることができる。
Claims (14)
- スロットの間にティースが形成される固定子鉄心板を複数枚積層して構成される固定子鉄心を備える電動機の固定子において、
前記固定子鉄心板は、
外周部に三箇所の略直線状の第1の切欠きを設け、
前記三箇所の第1の切欠きは、隣合うもの同士が略直角に配置され、
前記三箇所の第1の切欠きの中の中央の前記第1の切欠きに対向する対辺で、該中央の前記第1の切欠きの略中心と前記固定子鉄心板の略中心を通る縦中心線の両側に、二箇所の略直線状の第2の切欠きを設け、
前記二箇所の第2の切欠きは、前記固定子鉄心板の略中心と前記ティースとを通る直線に対して略直角に設けられ、
前記固定子鉄心板の略1/2ピッチだけ互いにずらして前記固定子鉄心板を二列抜きする際に、一列目と二列目の前記固定子鉄心板は、前記第2の切欠きが接する状態で打ち抜かれることを特徴とする電動機の固定子。 - 前記二箇所の第2の切欠きは、前記固定子鉄心板の略中心を通る前記ティースの中心線に対して略直角に設けられることを特徴とする請求項1記載の電動機の固定子。
- 前記三箇所の第1の切欠き及び前記二箇所の第2の切欠きの他に、前記固定子鉄心板の外周部に略直線状の切欠きを設けたことを特徴とする請求項1又は請求項2記載の電動機の固定子。
- スロットの間にティースが形成される固定子鉄心板を複数枚積層して構成される固定子鉄心を備える電動機の固定子において、
前記固定子鉄心板は、
外周部に三箇所の略直線状の第1の切欠きを設け、
前記三箇所の第1の切欠きは、隣合うもの同士が略直角に配置され、
前記三箇所の第1の切欠きの中の中央の前記第1の切欠きと他の前記第1の切欠きの一方及び他方との間に二箇所の略直線状の第2の切欠きを設け、
前記三箇所の第1の切欠きの中の中央の前記第1の切欠きに対向する対辺で、該中央の前記第1の切欠きの略中心と前記固定子鉄心板の略中心を通る縦中心線の両側に、さらに二箇所の略直線状の第2の切欠きを設け、
前記固定子鉄心板の略1/2ピッチだけ互いにずらして前記固定子鉄心板を複数列抜きする際に、列間で隣合う前記固定子鉄心板は、前記第2の切欠きが接する状態で打ち抜かれることを特徴とする電動機の固定子。 - 前記四箇所の第2の切欠きは、前記固定子鉄心板の略中心と前記ティースを通る直線に対して略直角に設けられることを特徴とする請求項4記載の電動機の固定子。
- 前記四箇所の第2の切欠きは、前記固定子鉄心板の略中心を通る前記ティースの中心線に対して略直角に設けられることを特徴とする請求項5記載の電動機の固定子。
- 前記固定子鉄心板の外周部は、前記第1の切欠き又は前記第2の切欠きを除く部分は円弧部であり、前記第1の切欠き又は前記第2の切欠きに近い前記スロットを、前記円弧部に近い前記スロットよりも径方向に小さくすることを特徴とする請求項1乃至6のいずれかに記載の電動機の固定子。
- 前記固定子鉄心のスロットに巻線が施され、前記巻線の巻線方式を集中巻又は分布巻としたことを特徴とする請求項1乃至7のいずれかに記載の電動機の固定子。
- 前記中央の前記第1の切欠きの略中心と前記固定子鉄心板の略中心を通る縦中心線に対して、前記固定子鉄心板は対称であることを特徴とする請求項1乃至8記載の電動機の固定子。
- 前記固定子鉄心は、前記固定子鉄心板をカシメにより固定することを特徴とする請求項1乃至9のいずれかに記載の電動機の固定子。
- 請求項1乃至10いずれかに記載の電動機の固定子を備えたことを特徴とする電動機。
- 焼結希土類磁石を使用した回転子とを備えたことを特徴とする請求項11記載の電動機。
- 請求項11又は請求項12記載の電動機を備えたことを特徴とする圧縮機。
- 請求項11又は請求項12記載の電動機を備えたことを特徴とする送風機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008033498A JP4717089B2 (ja) | 2008-02-14 | 2008-02-14 | 電動機の固定子及び電動機及び圧縮機及び送風機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008033498A JP4717089B2 (ja) | 2008-02-14 | 2008-02-14 | 電動機の固定子及び電動機及び圧縮機及び送風機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009195031A true JP2009195031A (ja) | 2009-08-27 |
| JP4717089B2 JP4717089B2 (ja) | 2011-07-06 |
Family
ID=41076541
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008033498A Active JP4717089B2 (ja) | 2008-02-14 | 2008-02-14 | 電動機の固定子及び電動機及び圧縮機及び送風機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4717089B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011078210A (ja) * | 2009-09-30 | 2011-04-14 | Toshiba Industrial Products Manufacturing Corp | 固定子鉄心及びその製造方法 |
| JP2011244591A (ja) * | 2010-05-18 | 2011-12-01 | Mitsubishi Electric Corp | 積層用固定子鉄心、回転電機および積層用固定子鉄心の製造方法 |
| US20140091672A1 (en) * | 2011-02-25 | 2014-04-03 | Toshiba Industrial Products Manufacturing Corporation | Method of manufacturing stator core and the stator core |
| CN104588480A (zh) * | 2015-02-02 | 2015-05-06 | 广东美芝制冷设备有限公司 | 电机冲片的加工方法 |
| US10236751B2 (en) | 2013-09-27 | 2019-03-19 | Toshiba Industrial Products And Systems Corporatio | Method of manufacturing stator core |
| US10389216B2 (en) | 2015-12-31 | 2019-08-20 | Danfoss (Tianjin) Ltd. | Stator applicable to a single-phase or polyphase motor, motor comprising the stator and compressor comprising the motor or the stator |
| CN111740555A (zh) * | 2020-07-27 | 2020-10-02 | 四川腾邦科技有限公司 | 一种磁电机定子铁芯的制造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023187880A1 (ja) * | 2022-03-28 | 2023-10-05 | 三菱電機株式会社 | ステータ、電動機、圧縮機、冷凍サイクル装置、およびステータの製造方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53145101U (ja) * | 1977-04-22 | 1978-11-15 | ||
| JPS5482602A (en) * | 1977-12-14 | 1979-07-02 | Hitachi Ltd | Stator core for electric rotary machine |
| JPS5553935U (ja) * | 1978-10-04 | 1980-04-11 | ||
| JPS58201549A (ja) * | 1982-05-20 | 1983-11-24 | Sanyo Electric Co Ltd | 電動機の固定子鉄心 |
| JPS6244039A (ja) * | 1985-08-20 | 1987-02-26 | Sanyo Electric Co Ltd | 電動機鉄心 |
| JPS62217843A (ja) * | 1986-02-12 | 1987-09-25 | イスクラ・ゾツト・エレクトロコヴインスケ・インダストリエ・エヌ.ソル.オ−. | 単相非同期電動機のステ−タ成層体 |
| JPS6377441U (ja) * | 1986-11-07 | 1988-05-23 | ||
| JPH01321848A (ja) * | 1988-06-21 | 1989-12-27 | Sanyo Electric Co Ltd | 回転電機 |
| JPH09308198A (ja) * | 1996-05-16 | 1997-11-28 | Matsushita Electric Ind Co Ltd | 永久磁石モータ |
| JPH104656A (ja) * | 1996-06-14 | 1998-01-06 | Sanyo Electric Co Ltd | ステータ鉄心用部材およびそれを用いたステータ鉄心の製造方法、ステータ鉄心用部材およびそれを用いたステータ鉄心 |
| JPH11125183A (ja) * | 1997-10-23 | 1999-05-11 | Matsushita Refrig Co Ltd | 密閉型電動圧縮機 |
| JP2001197689A (ja) * | 2000-01-11 | 2001-07-19 | Matsushita Electric Ind Co Ltd | 電動機の固定子 |
| JP2006109691A (ja) * | 2004-10-02 | 2006-04-20 | Bosch Rexroth Ag | 電気機械のための固定子 |
-
2008
- 2008-02-14 JP JP2008033498A patent/JP4717089B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53145101U (ja) * | 1977-04-22 | 1978-11-15 | ||
| JPS5482602A (en) * | 1977-12-14 | 1979-07-02 | Hitachi Ltd | Stator core for electric rotary machine |
| JPS5553935U (ja) * | 1978-10-04 | 1980-04-11 | ||
| JPS58201549A (ja) * | 1982-05-20 | 1983-11-24 | Sanyo Electric Co Ltd | 電動機の固定子鉄心 |
| JPS6244039A (ja) * | 1985-08-20 | 1987-02-26 | Sanyo Electric Co Ltd | 電動機鉄心 |
| JPS62217843A (ja) * | 1986-02-12 | 1987-09-25 | イスクラ・ゾツト・エレクトロコヴインスケ・インダストリエ・エヌ.ソル.オ−. | 単相非同期電動機のステ−タ成層体 |
| JPS6377441U (ja) * | 1986-11-07 | 1988-05-23 | ||
| JPH01321848A (ja) * | 1988-06-21 | 1989-12-27 | Sanyo Electric Co Ltd | 回転電機 |
| JPH09308198A (ja) * | 1996-05-16 | 1997-11-28 | Matsushita Electric Ind Co Ltd | 永久磁石モータ |
| JPH104656A (ja) * | 1996-06-14 | 1998-01-06 | Sanyo Electric Co Ltd | ステータ鉄心用部材およびそれを用いたステータ鉄心の製造方法、ステータ鉄心用部材およびそれを用いたステータ鉄心 |
| JPH11125183A (ja) * | 1997-10-23 | 1999-05-11 | Matsushita Refrig Co Ltd | 密閉型電動圧縮機 |
| JP2001197689A (ja) * | 2000-01-11 | 2001-07-19 | Matsushita Electric Ind Co Ltd | 電動機の固定子 |
| JP2006109691A (ja) * | 2004-10-02 | 2006-04-20 | Bosch Rexroth Ag | 電気機械のための固定子 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011078210A (ja) * | 2009-09-30 | 2011-04-14 | Toshiba Industrial Products Manufacturing Corp | 固定子鉄心及びその製造方法 |
| JP2011244591A (ja) * | 2010-05-18 | 2011-12-01 | Mitsubishi Electric Corp | 積層用固定子鉄心、回転電機および積層用固定子鉄心の製造方法 |
| US20140091672A1 (en) * | 2011-02-25 | 2014-04-03 | Toshiba Industrial Products Manufacturing Corporation | Method of manufacturing stator core and the stator core |
| US9660507B2 (en) * | 2011-02-25 | 2017-05-23 | Toshiba Industrial Products Manufacturing Corporation | Method of manufacturing stator core and the stator core |
| US10236751B2 (en) | 2013-09-27 | 2019-03-19 | Toshiba Industrial Products And Systems Corporatio | Method of manufacturing stator core |
| CN104588480A (zh) * | 2015-02-02 | 2015-05-06 | 广东美芝制冷设备有限公司 | 电机冲片的加工方法 |
| US10389216B2 (en) | 2015-12-31 | 2019-08-20 | Danfoss (Tianjin) Ltd. | Stator applicable to a single-phase or polyphase motor, motor comprising the stator and compressor comprising the motor or the stator |
| CN111740555A (zh) * | 2020-07-27 | 2020-10-02 | 四川腾邦科技有限公司 | 一种磁电机定子铁芯的制造方法 |
| CN111740555B (zh) * | 2020-07-27 | 2023-03-24 | 四川腾邦科技有限公司 | 一种磁电机定子铁芯的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4717089B2 (ja) | 2011-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4717089B2 (ja) | 電動機の固定子及び電動機及び圧縮機及び送風機 | |
| JP6479392B2 (ja) | 積層鉄心及びその製造方法 | |
| JP5258190B2 (ja) | ステッピングモータの積層鉄心構造 | |
| JP2011172441A (ja) | モータコア及びその組付け方法 | |
| JP2005328616A (ja) | 回転電機の回転子鉄心及びその製造方法 | |
| EP2226916B1 (en) | Stator core | |
| JP3681487B2 (ja) | モールドモータ | |
| JP5242720B2 (ja) | 永久磁石埋込型モータの回転子 | |
| JP2000014057A (ja) | 回転機の電機子構造及びその製造方法 | |
| JP2012257439A (ja) | かご形回転子 | |
| JP2011066979A (ja) | アキシャルギャップ型回転電機用ロータコア及びその製造方法 | |
| JP2011066978A (ja) | アキシャルギャップ型回転電機用ステータコア及びその製造方法 | |
| JP4794650B2 (ja) | 回転電機 | |
| JP2011193564A (ja) | アキシャルギャップ型回転電機用ステータとその製造方法 | |
| JP5934746B2 (ja) | 時計用モータを備えた電子ムーブメント | |
| JP2006527576A (ja) | ディテント力を弱めた鉄心を備えたリニアブラシレスdcモータ | |
| JP2009247079A (ja) | 固定子鉄心及び電動機の固定子及び電動機 | |
| JP3782531B2 (ja) | モータの固定子およびモータフレーム | |
| JP4095347B2 (ja) | 回転電機の固定子 | |
| JP5311290B2 (ja) | アキシャルギャップ型回転電機用ステータコアの製造方法 | |
| JP3603128B2 (ja) | 突極形回転子の巻線方法および突極形回転子 | |
| WO2011152074A1 (ja) | 回転電機のコアおよび回転電機 | |
| JP2011130602A (ja) | ステータ、およびそれを備えたモータ | |
| JP2004087668A (ja) | 鉄心及びこれを用いたコイル装置並びにこれらの製造方法 | |
| JP2010004690A (ja) | 永久磁石回転電機及びそれを用いたエレベータ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101214 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110329 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4717089 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |