JP2009069672A - プラスチック光学素子、入れ子、金型、光走査装置および画像形成装置 - Google Patents
プラスチック光学素子、入れ子、金型、光走査装置および画像形成装置 Download PDFInfo
- Publication number
- JP2009069672A JP2009069672A JP2007239924A JP2007239924A JP2009069672A JP 2009069672 A JP2009069672 A JP 2009069672A JP 2007239924 A JP2007239924 A JP 2007239924A JP 2007239924 A JP2007239924 A JP 2007239924A JP 2009069672 A JP2009069672 A JP 2009069672A
- Authority
- JP
- Japan
- Prior art keywords
- optical element
- plastic optical
- plastic
- lens
- image forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000003287 optical effect Effects 0.000 title claims abstract description 253
- 239000004033 plastic Substances 0.000 title claims abstract description 118
- 238000012546 transfer Methods 0.000 claims abstract description 62
- 229920005989 resin Polymers 0.000 claims description 29
- 239000011347 resin Substances 0.000 claims description 29
- 239000000463 material Substances 0.000 claims description 5
- 238000012545 processing Methods 0.000 abstract description 9
- 230000006872 improvement Effects 0.000 abstract description 3
- 238000000465 moulding Methods 0.000 description 20
- 230000007547 defect Effects 0.000 description 13
- 238000000034 method Methods 0.000 description 11
- 238000001514 detection method Methods 0.000 description 10
- 230000004048 modification Effects 0.000 description 10
- 238000012986 modification Methods 0.000 description 10
- 230000000694 effects Effects 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 239000000758 substrate Substances 0.000 description 7
- 108091008695 photoreceptors Proteins 0.000 description 6
- 238000003384 imaging method Methods 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 239000003086 colorant Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 2
- 230000008094 contradictory effect Effects 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 229920006038 crystalline resin Polymers 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000010137 moulding (plastic) Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 101100334009 Caenorhabditis elegans rib-2 gene Proteins 0.000 description 1
- 241000288049 Perdix perdix Species 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000001268 conjugating effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images









Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B13/00—Optical objectives specially designed for the purposes specified below
- G02B13/0005—Optical objectives specially designed for the purposes specified below having F-Theta characteristic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
- B29D11/00432—Auxiliary operations, e.g. machines for filling the moulds
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B7/00—Mountings, adjusting means, or light-tight connections, for optical elements
- G02B7/02—Mountings, adjusting means, or light-tight connections, for optical elements for lenses
- G02B7/022—Mountings, adjusting means, or light-tight connections, for optical elements for lenses lens and mount having complementary engagement means, e.g. screw/thread
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Ophthalmology & Optometry (AREA)
- Mechanical Engineering (AREA)
- Mechanical Optical Scanning Systems (AREA)
- Facsimile Scanning Arrangements (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Laser Beam Printer (AREA)
Abstract
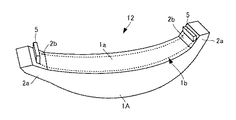
【解決手段】プラスチック光学素子10は、図において左右の鍔部2aが、鍔部2aの方向Uに主走査方向Sに対する角度θ2をもって、かつ、光学素子本体1Aの転写面1bの端部における接線方向Tに、主走査方向Sに対する角度θ1をもって配置され、なおかつ、光線有効部1aと鍔部2aの一部2bとが、一体化された同一の入れ子3により一体成形されたことを特徴とする。
【選択図】図1
Description
前述の射出成形法や射出圧縮成形法などを含むプラスチック成形では、一般に、金型のキャビティ内の溶融樹脂を冷却固化させる工程において、キャビティ内の樹脂圧力と樹脂温度、つまり金型の温度分布を均一化することが所望の形状に精度よく成形するのに望ましい。
(1)レンズ厚の違いにより、部位による樹脂の冷却速度、つまり熱収縮量が異なる。
(2)長手方向全域の金型温度分布を均一化することが必要であることから、外観不具合であるヒケの発生率は高くなる。
発生メカニズムとしては、金型のキャビティへ溶融樹脂を射出充填する際、部材の間隙からのエアの巻き込みが、局所的な金型温度の低下あるいは密着力の低下を生み、結果として局所的な熱収縮、つまり外観不具合であるヒケを発生させる。
前記ヒケの発生メカニズムとしては、圧縮気体が付与される際、部材の間隙からのエアの廻り込みが、局所的な金型温度の低下あるいは密着力の低下を生み、結果として局所的な熱収縮、つまり外観不具合であるヒケを発生させる。また、前記ヒケ同様、気泡といった外観不具合が、部材の間隙からのエアの巻き込みにより発生する。
特に、最近の光走査装置におけるプラスチック光学素子としてのfθレンズ等は、転写面を備えた光学素子本体に一体成形される鍔部の一部が、光書き込み開始のタイミングをとるためにレーザビームを通過させる部位として利用されていることから、光学素子本体と鍔部または鍔部の一部との光学性能を維持しつつ、光学的に有害な外観不良を低減することが必要になってきている。
しかしながら、特許文献5記載の技術では、凹形状の光線有効部を有する転写面を備えた光学素子本体においては、プラスチック光学素子の入れ子からの離型が困難となることによって、副走査方向に比べ加工精度の向上が見込める主走査方向への連続的な加工が不可能となり、つまり前記光学素子本体と、前記光学素子本体に連接した鍔部の入れ子とを同一の入れ子として構成することが不可能となる問題点が新たに発生してしまう。
請求項1記載の発明は、少なくとも1つの凹形状の光線有効部を有する転写面を備えた光学素子本体と、該光学素子本体に連設した鍔部とを備えたプラスチック光学素子において、前記鍔部が、前記転写面の端部における接線方向に配置され、かつ、前記光線有効部と前記鍔部の一部とが、同一の入れ子により成形されたことを特徴とする。
本発明によれば、少なくとも1つの凹形状の光線有効部を有する転写面を備えた光学素子本体と、光学素子本体に連設した鍔部とを備えたプラスチック光学素子において、前記構成により、副走査方向に比べ加工精度の向上が見込める主走査方向への連続的な加工が可能となることにより、つまり、光線有効部と鍔部の一部とを、または光学素子本体と鍔部の一部とを同一の入れ子により成形することが可能となることにより、金型キャビティへ溶融樹脂を射出充填する際の、部材の間隙からのエアの巻き込みがなくなるので、局所的な金型温度の低下あるいは密着力の低下が発生せず、結果として局所的な熱収縮、つまり外観不具合であるヒケ、および気泡の発生率が低減する。
上記改善の効果は、金型キャビティへ溶融樹脂が充填され、最もエアを巻き込み易いゲート側において、より大きいことも確認されている。また、鍔部を転写面の端部における接線方向へ配置することにより、鍔部の外形形状をコンパクトに設計できる。
図1および図2を参照して、本発明の第1の実施形態を説明する。
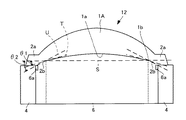
図1は、第1の実施形態に係るプラスチック光学素子(fθレンズ)の概略的な斜視図である。図2は、プラスチック光学素子(fθレンズ)とこれを成形する金型に構成部品として使用される入れ子との成形時の関係を示す要部の縦断面図である。以下、両図を参照して、第1の実施形態の構成、動作をプラスチック光学素子10として、カラー画像形成装置としてのカラーレーザビームプリンタに搭載される光走査装置の構成部品である例えばfθレンズに適用した場合に関して説明する。
なお、図2を含め、後述の実施形態を示す図4、図6、図8に示す要部の断面図では、図を見やすくするためハッチング等の断面表示を省略し、もって図示の簡明化を図っていることを付記しておく。
光線有効部1aを有する転写面1bは、fθレンズとして本来の集光機能を発揮する部位である。鍔部2aは、「光線準有効部」もしくは「同期有効径」とも呼ぶべき部位であって、後述する光走査装置において、光書き込み開始のタイミングをとるために同期信号としてレーザビームを通過させる部分でもある。これは、後述の実施形態等でも同様である。
プラスチック光学素子10は、後述の実施形態を示す図2、図4、図6、図8および図9に表されているプラスチック光学素子11〜14を含め、それらを成形するための入れ子3、4、8の金型構成を除き、上述した特許文献3記載のプラスチック成形品の成形方法と同様の成形方法によって一体成形されるものである。
上記改善の効果は、金型キャビティへ溶融樹脂が充填され、最もエアを巻き込み易いゲート側においてより大きいことも確認されている。また、鍔部2aを転写面1b端部における接線方向Tへ配置することにより、鍔部2aの一部2bの外形形状をコンパクトに、つまり光透過方向に薄肉に設計でき、もって後述する光走査装置において、光書き込み開始のタイミングをとるために同期信号としてレーザビームを通過させる部分としての従来同様に活用できる。
図3および図4を参照して、本発明の第2の実施形態を説明する。
図3は、第2の実施形態に係るプラスチック光学素子(fθレンズ)の概略的な斜視図である。図4は、プラスチック光学素子(fθレンズ)とこれを成形する金型に構成部品として使用される入れ子との成形時の関係を示す要部の断面図である。以下、両図を参照して、第2の実施形態の構成、動作をプラスチック光学素子11として、第1の実施形態と同様に後述の光走査装置の構成部品である例えばfθレンズに適用した場合に関して説明する。
図5および図6を参照して、本発明の第3の実施形態を説明する。
図5は、第3の実施形態に係るプラスチック光学素子(fθレンズ)の概略的な斜視図である。図6は、プラスチック光学素子(fθレンズ)とこれを成形する金型に構成部品として使用される入れ子との成形時の関係を示す要部の断面図である。以下、両図を参照して、第3の実施形態の構成、動作をプラスチック光学素子12として、第1の実施形態と同様に後述の光走査装置の構成部品である例えばfθレンズに適用した場合に関して説明する。
本実施形態のプラスチック光学素子12は、光線有効部1aと鍔部2aの一部2bとリブ5とが、凹部6aを有する一体化された同一の入れ子6により一体成形されたことを特徴とする。
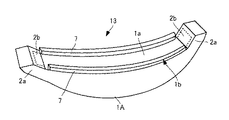
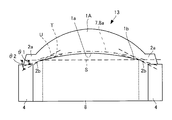
図7および図8を参照して、本発明の第4の実施形態を説明する。
図7は、第4の実施形態に係るプラスチック光学素子(fθレンズ)の概略的な斜視図である。図8は、プラスチック光学素子(fθレンズ)とこれを成形する金型に構成部品として使用される入れ子との成形時の関係を示す要部の断面図である。以下、両図を参照して、第4の実施形態の構成、動作をプラスチック光学素子13として、第1の実施形態と同様に後述の光走査装置の構成部品である例えばfθレンズに適用した場合に関して説明する。
本実施形態のプラスチック光学素子13は、光線有効部1aと鍔部2aの一部2bとリブ7とが、凹部8aを有する一体化された同一の入れ子8により一体成形されたことを特徴とする。
加えて、リブ7の形成部にヒケおよび気泡を生じさせることができるので、長尺、偏肉のプラスチック光学素子13であるfθレンズを樹脂内圧や内部歪みが残存することなく、薄肉成形品と同程度の生産コストで高精度に成形することができる。
図9を参照して、本発明の第4の実施形態の変形例を説明する。
図9は、第4の実施形態の変形例に係るプラスチック光学素子(fθレンズ)の概略的な斜視図である。以下、図9を参照して、第4の実施形態の変形例の構成、動作をプラスチック光学素子14として、第4の実施形態と同様に後述の光走査装置の構成部品である例えばfθレンズに適用した場合に関して説明する。
リブ7は、第4の実施形態における図7に示した鍔部2aの一部2b、すなわち図示しない同一の入れ子によって形成された領域である点線枠内を含んで成形されている。プラスチック光学素子14は、上記相違点以外は、第4の実施形態のプラスチック光学素子13と同様である。金型の入れ子側の構成も、上記相違点以外は、第4の実施形態のそれと同様である。
各レーザユニット26は、半導体レーザとコリメータレンズとを有して構成されている。
さらにfθレンズ10の外形反りを抑えるためには、同一の金型キャビティで成形された物を用いることに加えて、同一の製造条件で連続的に製造した物が望ましい。すなわち、製造ロットが同一であることがより好ましい。同一の製造条件には、少なくとも材料仕様、成形条件が同じであることが必要である。それ故に、保守整備などで金型を研磨した場合や種々の工程変更を行った場合には、同一の製造ロットから除外することが必要である。
カラー画像形成装置620は、中間転写体としての中間転写ベルト606を有しており、その移動方向に沿って複数の像担持体としてのドラム状の感光体24Y、24M、24C、24Bkを備えた各画像形成ステーションが並列配置されている。以下、特に色を特定しない場合等には説明の簡明化のため、4つの感光体24Y、24M、24C、24Bkを、単に「感光体24」と記載するときがある。
感光体24Yを有する画像形成ステーションではイエロー(Y)のトナー画像が、感光体24Mを有する画像形成ステーションではマゼンタ(M)のトナー画像が、感光体24Cを有する画像形成ステーションではシアン(C)のトナー画像が、感光体24Bkを有する画像形成ステーションではブラック(Bk)のトナー画像がそれぞれ形成される。
イエローのトナー画像を形成する画像形成ステーションにおいて、感光体24Yの周囲には、感光体24Yの表面を一様に帯電する帯電手段としての帯電チャージャ602Y、光走査装置600により形成された感光体24Y上の静電潜像に帯電したトナーを付着して顕像化する現像ローラ603Y、この現像ローラ603Yにイエローのトナーを補給するトナーカートリッジ等を備えた現像手段としての現像装置604Y、中間転写体としての中間転写ベルト606の内側に設けられ、感光体24Y上のトナー画像を中間転写ベルト606に一次転写するための一次転写手段としての図示しない一次転写ローラ、転写後感光体24Y上に残ったトナーを掻き取り備蓄するクリーニング装置605Yが配置されている。他の画像形成ステーションにおいても同様の構成を有しているので、色別の欧文字(英文字)を付して区別することでその説明を省略する。なお、以下の説明においては色別の欧文字を付さずに共通構成として説明する。
中間転写ベルト606は、3つのローラ606a、606b、606c間に掛け回されて支持されており、反時計回り方向に回転・走行される。イエロー、マゼンタ、シアン、ブラックの各トナー画像が中間転写ベルト606上にタイミングを合わせて順次転写され、重ね合わされてカラー画像が形成される。
シート状記録媒体の一例としての記録紙150は、給紙トレイ607から給紙コロ608により最上のものから順に1枚ずつ給紙され、レジストローラ対609により副走査方向(給紙方向)の記録開始のタイミングに合わせて転写部位へ送り出される。
中間転写ベルト606上の重ね合わされたカラー画像は、転写部位で2次転写手段としての2次転写ローラ613により記録紙150上に一括転写される。カラー画像を転写された記録紙150は、定着ローラ610aと加圧ローラ610bとを有する定着手段としての定着装置610へ送られ、ここでカラー画像を定着される。定着を終えた記録紙150は排紙ローラ対612により画像形成装置本体の上面に形成された排紙トレイ611に排出されて積載される。
4つの感光体24Y、24M、24C、24Bkは、図12では省略している中間転写体(図13に示した中間転写ベルト606参照)の移動方向105に沿って等間隔で配列され、順次異なる色のトナー像を転写し重ね合わせることでカラー画像を形成する。
光偏光器(ポリゴンミラー)21は、6面ミラーで、本例では同軸に装着された2段に構成され、偏向に用いていない中間部を光偏光器21の内接円より若干小径となるように溝を設けて風損を低減した形状としている。光偏光器21の1層の厚さは約2mmである。なお、上下の光偏光器21の位相は同一である。
レーザユニット26Yに対応して配置されているシリンドリカルレンズ27Yは、第1面を副走査方向にのみ曲率を有するシリンダ面、第2面を平面となし、後述するトロイダルレンズとの組み合わせで、光偏光器21の偏向面と各感光体24のドラム外周面とを副走査方向に共役とするための面倒れ補正光学系をなし、偏向面にてビームは副走査方向に線状に収束される。
レーザユニット26Mに対応して配置されているシリンドリカルレンズ27M、レーザユニット26Cに対応して配置されているシリンドリカルレンズ27C、レーザユニット26Bkに対応して配置されているシリンドリカルレンズ27Bkも、シリンドリカルレンズ27Yと同様の構成である。シリンドリカルレンズ27M、27Y、27Bk、27Cは、それぞれ本発明における結像手段ないし結像光学系を構成する結像素子としての機能を有する。
以下、シリンドリカルレンズ27Y、27M、27C、27Bkを、説明の簡明化のために、単に「シリンドリカルレンズ27」というときがある。
上段の光偏光器21で偏向されたビーム201は、fθレンズ10−1の上段のレンズを通過し、反射手段としての折り返しミラー23−1により反射され斜め下側に向きを変えられてトロイダルレンズ28−1に入射され、反射手段としての折り返しミラー23−2、23−3で反射されて感光体24Mの被走査面上に到達し、スポット状に結像されて順次静電潜像が形成されていく。これにより、第2の画像形成ステーションとしてマゼンタ画像を形成する。
トロイダルレンズ28−1〜28−4は、軽量かつ安価である光透過性のプラスチックで形成されている。トロイダルレンズ28−1〜28−4は、特にプラスチック製であることから、以下、「第2プラスチックレンズ28−1、28−2、28−3、28−4」と言い替える。また、第2プラスチックレンズ28−1〜28−4を、説明の簡明化のために、以下、単に「第2プラスチックレンズ28」というときがある。なお、図13では、第2プラスチックレンズ28−1〜28−4の図示を省略している。
各ビーム201、202、203、204の照射位置から転写位置(真下)に至る各感光体24Y、24M、24C、24Bkの回転角も同一である。なお、各第2プラスチックレンズ28−1〜28−4は、共通で、第1面を共軸非球面、第2面をトロイダル面となす。上述したとおり、各感光体24Y、24M、24C、24Bkは、順番にイエロー、マゼンタ、シアン、ブラックに対応する各画像形成ステーションに対応して画像を形成する。
本例では、同期検知センサ基板138、140は、画像領域始端側に配置され、この検出信号を基に各々書き込み開始のタイミングをとる。また、終端検知センサ基板139、141は、画像領域終端側に配置され、同期検知センサからの走査時間を検出し、波長変動やfθレンズ10−1、10−2の曲率変化等に伴う倍率のずれがあっても、光偏光器21に対して対向する光走査手段間の走査領域が主走査方向にずれを生じないように、上記書出しのタイミングを補正している。すなわち、本例の光走査装置600では、その走査方向が相反するため、倍率が変動すると各画像領域が相反する方向に延びてしまうので、各画像中央が揃うようにタイミングを補正するものである。
また、像担持体は、ドラム状の感光体に限らず、被走査面を備えた無端ベルト状の感光体を用いたカラー画像形成装置およびそれに搭載される光走査装置にも本発明を適用して同様に実施することができる。
本発明を特定の実施形態や変形例等について説明したが、本発明が開示する技術的範囲は、上述した実施形態や変形例あるいは実施例等に例示されているものに限定されるものではなく、それらを適宜組み合わせて構成してもよく、本発明の範囲内において、その必要性および用途等に応じて種々の実施形態や変形例あるいは実施例を構成し得ることは当業者ならば明らかである。
1a 光線有効部
1b 光線有効部を含む転写面
2a 鍔部
2b 鍔部の一部
3 一体化された入れ子
4 入れ子
5 鍔部のリブ
6 凹部を有する一体化された入れ子
7 転写面のリブ
8 凹部を有する一体化された入れ子
10、10−1、10−2、11、12、13、14 プラスチック光学素子、fθレンズ(結像光学系を構成、結像素子)
21 光偏光器(偏向手段)
24、24Y、24M、24C、24Bk 感光体(像担持体)
150 記録紙(シート状記録媒体)
600 光走査装置
620 カラー画像形成装置
S 主走査方向
T 転写面の端部における接線方向
U 鍔部の方向
Claims (13)
- 少なくとも1つの凹形状の光線有効部を有する転写面を備えた光学素子本体と、該光学素子本体に連設した鍔部とを備えたプラスチック光学素子において、
前記鍔部が、前記転写面端部における接線方向に配置され、かつ、前記光線有効部と前記鍔部の一部とが、同一の入れ子により成形されたことを特徴とするプラスチック光学素子。 - 少なくとも1つの凹形状の光線有効部を有する転写面を備えた光学素子本体と、該光学素子本体に連設した鍔部とを備えたプラスチック光学素子において、
前記鍔部が、前記転写面の端部における接線方向に配置され、かつ、前記光学素子本体と前記鍔部の一部とが、同一の入れ子により成形されたことを特徴とするプラスチック光学素子。 - 前記鍔部にリブを有することを特徴とする請求項1または2記載のプラスチック光学素子。
- 前記リブが、前記入れ子の端部に設けられた凹部により形成されることを特徴とする請求項3記載のプラスチック光学素子。
- 前記光線有効部を含む転写面にリブを有することを特徴とする請求項1ないし4の何れか一つに記載のプラスチック光学素子。
- 前記リブが、前記鍔部にかけて延在していることを特徴とする請求項5記載のプラスチック光学素子。
- 前記光線有効部と前記鍔部の一部とが、同等の精度で加工されていることを特徴とする請求項1ないし6の何れか一つに記載のプラスチック光学素子。
- 前記光学素子本体と前記鍔部とが、透明樹脂材料で成形されることを特徴とする請求項1ないし7の何れか一つに記載のプラスチック光学素子。
- 前記光学素子本体と前記鍔部とが、透明樹脂材料で成形され、かつ、fθレンズであることを特徴とする請求項1ないし8の何れか一つに記載のプラスチック光学素子。
- 請求項1ないし9の何れか一つに記載のプラスチック光学素子を成形するのに使用することを特徴とする入れ子。
- 請求項10に記載の入れ子を構成部品としたことを特徴とする金型。
- 請求項1ないし11の何れか一つに記載のプラスチック光学素子を有することを特徴とする光走査装置。
- 請求項12記載の光走査装置を備えたことを特徴とする画像形成装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007239924A JP2009069672A (ja) | 2007-09-14 | 2007-09-14 | プラスチック光学素子、入れ子、金型、光走査装置および画像形成装置 |
| US12/196,662 US7898739B2 (en) | 2007-09-14 | 2008-08-22 | Plastic optical element, nest structure, die, optical scan apparatus and image formation apparatus |
| CN2008101656065A CN101387710B (zh) | 2007-09-14 | 2008-09-12 | 塑料光学元件,模具镶块,模具,光学扫描设备以及图像形成设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007239924A JP2009069672A (ja) | 2007-09-14 | 2007-09-14 | プラスチック光学素子、入れ子、金型、光走査装置および画像形成装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009069672A true JP2009069672A (ja) | 2009-04-02 |
Family
ID=40454182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007239924A Pending JP2009069672A (ja) | 2007-09-14 | 2007-09-14 | プラスチック光学素子、入れ子、金型、光走査装置および画像形成装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7898739B2 (ja) |
| JP (1) | JP2009069672A (ja) |
| CN (1) | CN101387710B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011215281A (ja) * | 2010-03-31 | 2011-10-27 | Brother Industries Ltd | レンズおよびレンズの製造方法 |
| JP2013125041A (ja) * | 2011-12-13 | 2013-06-24 | Ricoh Co Ltd | 光走査装置および画像形成装置 |
| JP2018089900A (ja) * | 2016-12-06 | 2018-06-14 | コニカミノルタ株式会社 | 光書き込み装置及び画像形成装置 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8004554B2 (en) * | 2008-09-01 | 2011-08-23 | Ricoh Company, Ltd. | Plastic optical element, optical scanning device, and image forming apparatus using the optical scanning device |
| CN102081173A (zh) * | 2009-11-30 | 2011-06-01 | 鸿富锦精密工业(深圳)有限公司 | 镜片以及制造该镜片的模具 |
| JP2012002847A (ja) | 2010-06-14 | 2012-01-05 | Ricoh Co Ltd | プラスチック光学素子、光走査装置並びに画像形成装置 |
| JP5652027B2 (ja) * | 2010-07-15 | 2015-01-14 | 株式会社リコー | プラスチック成形品、プラスチック成形品の成形方法、および該プラスチック成形品を有する光走査装置 |
| JP5761655B2 (ja) | 2011-03-16 | 2015-08-12 | 株式会社リコー | 光走査装置、画像形成装置、走査レンズ及び走査レンズの成形方法 |
| JP5845757B2 (ja) | 2011-09-15 | 2016-01-20 | 株式会社リコー | プラスチック光学素子、光走査装置及び画像形成装置 |
| CN113305305B (zh) * | 2021-04-08 | 2022-03-25 | 超丰微纳科技(宁波)有限公司 | 一种降低车削加工双面镜偏心量的方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000000856A (ja) * | 1998-04-13 | 2000-01-07 | Canon Inc | 光学部品、光学部品の成形方法及び光学部品の成形金型 |
| JP2001219447A (ja) * | 2000-02-08 | 2001-08-14 | Canon Inc | 光学素子 |
| JP2006168285A (ja) * | 2004-12-17 | 2006-06-29 | Ricoh Co Ltd | プラスチック光学素子、入れ子、金型、光走査装置及び画像形成装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04110110A (ja) * | 1990-08-30 | 1992-04-10 | Seiko Epson Corp | プリズム付プラスチックレンズの成形法 |
| JP3512595B2 (ja) | 1996-11-07 | 2004-03-29 | 株式会社リコー | プラスチック成形品の成形方法およびプラスチック成形品の成形用金型 |
| CN1222399C (zh) | 1998-09-11 | 2005-10-12 | 株式会社理光 | 塑料成形品及其成形方法 |
| JP4108195B2 (ja) | 1998-09-11 | 2008-06-25 | 株式会社リコー | プラスチック成形品およびその成形方法 |
| JP3696420B2 (ja) | 1998-11-11 | 2005-09-21 | 株式会社リコー | プラスチック成形品の製造方法 |
| JP4612166B2 (ja) * | 2000-09-28 | 2011-01-12 | 山本光学株式会社 | 光学物品の連続製造方法 |
| JP2002337178A (ja) | 2001-05-17 | 2002-11-27 | Ricoh Co Ltd | プラスチック成形品及びその成形方法 |
| KR100490433B1 (ko) * | 2003-06-10 | 2005-05-17 | 삼성전자주식회사 | 광주사장치의 에프쎄타 렌즈 및 광주사장치 |
| JP2006292944A (ja) | 2005-04-08 | 2006-10-26 | Ricoh Co Ltd | プラスチック光学素子、プラスチック光学素子成形型、光走査装置、及び、その光走査装置を具備する画像形成装置 |
| JP2007249003A (ja) | 2006-03-17 | 2007-09-27 | Ricoh Co Ltd | 光走査装置、画像形成装置および走査線変化補正方法 |
| JP5111809B2 (ja) | 2006-08-14 | 2013-01-09 | 株式会社リコー | 光学素子、光学走査デバイス、及び画像形成装置 |
-
2007
- 2007-09-14 JP JP2007239924A patent/JP2009069672A/ja active Pending
-
2008
- 2008-08-22 US US12/196,662 patent/US7898739B2/en active Active
- 2008-09-12 CN CN2008101656065A patent/CN101387710B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000000856A (ja) * | 1998-04-13 | 2000-01-07 | Canon Inc | 光学部品、光学部品の成形方法及び光学部品の成形金型 |
| JP2001219447A (ja) * | 2000-02-08 | 2001-08-14 | Canon Inc | 光学素子 |
| JP2006168285A (ja) * | 2004-12-17 | 2006-06-29 | Ricoh Co Ltd | プラスチック光学素子、入れ子、金型、光走査装置及び画像形成装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011215281A (ja) * | 2010-03-31 | 2011-10-27 | Brother Industries Ltd | レンズおよびレンズの製造方法 |
| US8345355B2 (en) | 2010-03-31 | 2013-01-01 | Brother Kogyo Kabushiki Kaisha | Lens and method for manufacturing same |
| JP2013125041A (ja) * | 2011-12-13 | 2013-06-24 | Ricoh Co Ltd | 光走査装置および画像形成装置 |
| US9250440B2 (en) | 2011-12-13 | 2016-02-02 | Ricoh Company, Limited | Optical scanning device, image forming apparatus and optical scanning method |
| JP2018089900A (ja) * | 2016-12-06 | 2018-06-14 | コニカミノルタ株式会社 | 光書き込み装置及び画像形成装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101387710B (zh) | 2011-01-26 |
| US7898739B2 (en) | 2011-03-01 |
| US20090073580A1 (en) | 2009-03-19 |
| CN101387710A (zh) | 2009-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009069672A (ja) | プラスチック光学素子、入れ子、金型、光走査装置および画像形成装置 | |
| JP4922118B2 (ja) | 光走査装置及び画像形成装置 | |
| JP5111809B2 (ja) | 光学素子、光学走査デバイス、及び画像形成装置 | |
| US8743444B2 (en) | Optical scanning device, image forming apparatus, scanning lens, and molding method of the scanning lens | |
| JP2007249003A (ja) | 光走査装置、画像形成装置および走査線変化補正方法 | |
| JP2006292944A (ja) | プラスチック光学素子、プラスチック光学素子成形型、光走査装置、及び、その光走査装置を具備する画像形成装置 | |
| JP2009222934A (ja) | 光走査装置・プラスチック光学素子・画像形成装置 | |
| US9547152B2 (en) | Plastic optical element and optical scanner and imaging forming device including the same | |
| JP4460865B2 (ja) | 光走査装置及びカラー画像形成装置 | |
| JPH11125784A (ja) | ビーム走査装置 | |
| JP5026371B2 (ja) | プラスチック光学素子、光走査装置、画像形成装置 | |
| JP2008112041A (ja) | 走査式光学装置及び画像形成装置 | |
| JP2005182077A (ja) | ビーム走査装置およびその製造方法 | |
| US8873124B2 (en) | Plastic optical element, optical scanner including the plastic optical element, and image forming apparatus including same | |
| US8457530B2 (en) | Plastic optical element, optical scanning device, and image forming apparatus | |
| JP2009020195A (ja) | 光操作装置、及びそれを搭載した画像形成装置 | |
| JP2008203347A (ja) | 光走査装置、及びその光走査装置を有する画像形成装置、光走査装置の走査線変化補正方法及びシェーディング変化補正方法 | |
| US7852540B2 (en) | Optical scanning apparatus and image forming apparatus using the same | |
| US8339434B2 (en) | Light scanning unit and electrophotographic image forming apparatus employing the same | |
| JP5488802B2 (ja) | 光走査装置および画像形成装置 | |
| JP6198101B2 (ja) | 光走査装置および画像形成装置 | |
| JP2008216746A (ja) | プラスチック光学素子、入れ子、金型、光走査装置及び画像形成装置 | |
| JP5549138B2 (ja) | 射出成形用金型、プラスチック光学素子、光走査装置及び画像形成装置 | |
| JP2004170450A (ja) | 光学素子及びその光学素子の製造方法及びその光学素子を具備する光走査装置並びに画像形成装置 | |
| JP2011059242A (ja) | 光走査装置及び画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100406 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120110 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120221 |