JP2008207213A - 溶接装置 - Google Patents
溶接装置 Download PDFInfo
- Publication number
- JP2008207213A JP2008207213A JP2007046455A JP2007046455A JP2008207213A JP 2008207213 A JP2008207213 A JP 2008207213A JP 2007046455 A JP2007046455 A JP 2007046455A JP 2007046455 A JP2007046455 A JP 2007046455A JP 2008207213 A JP2008207213 A JP 2008207213A
- Authority
- JP
- Japan
- Prior art keywords
- mig
- tig
- current
- welding
- current value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Abstract
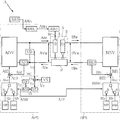
【解決手段】MIG電流AIwは、溶接対象材に対してワイヤが常に陽極側となる状態で流され、かつMIGベース電流値AIwbとMIGピーク電流値AIwpとを交互にとる波形とされており、TIG電流BIwは、溶接対象材に対してTIG電極が常に陰極側となる状態で流され、かつTIGベース電流値BIwbとTIGピーク電流値BIwpとを交互にとる波形とされており、MIG電流AIwがMIGピーク電流値AIwpをとる期間taと、TIG電流値BIwがTIGピーク電流値BIwpをとる期間tbとは、互いにシフトされている。このような構成により、MIGアークおよびTIGアークが途切れることが無く、また互いに及ぼしあう力を弱めることが可能であり、安定した溶接を行うことができる。
【選択図】 図3
Description
APS MIG電源
AIw MIG電流
AIwb ベース電流値
AIwp ピーク電流値
BPS TIG電源
BIw TIG電流
BIwb ベース電流値
BIwp ピーク電流値
W ワイヤ
G シールドガス
1 TIG電極
2 MIG電極
3 シールドノズル
21 タングステン電極
Claims (1)
- 送給されるワイヤを保持し、かつこのワイヤに導通するMIG電極と、
TIG電極と、
上記MIG電極を介して上記ワイヤと上記溶接対象材との間に、振幅および周期を有するMIG電流を流すためのMIG電源と、
上記TIG電極と溶接対象材との間に、振幅および周期を有するTIG電流を流すためのTIG電源と、
を備える溶接装置であって、
上記MIG電流は、上記溶接対象材に対して上記ワイヤが常に陽極側となる状態で流され、かつ絶対値が0より大であるMIGベース電流値とこのMIGベース電流値よりも絶対値が大であるMIGピーク電流値とを交互にとる波形とされており、
上記TIG電流は、上記溶接対象材に対して上記TIG電極が常に陰極側となる状態で流され、かつ絶対値が0より大であるTIGベース電流値とこのTIGベース電流値よりも絶対値が大であるTIGピーク電流値とを交互にとる波形とされており、
上記MIG電流が上記MIGピーク電流値をとるときと、上記TIG電流が上記TIGピーク電流値をとるときとは、互いにシフトされていることを特徴とする、溶接装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007046455A JP2008207213A (ja) | 2007-02-27 | 2007-02-27 | 溶接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007046455A JP2008207213A (ja) | 2007-02-27 | 2007-02-27 | 溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008207213A true JP2008207213A (ja) | 2008-09-11 |
| JP2008207213A5 JP2008207213A5 (ja) | 2010-02-04 |
Family
ID=39783970
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007046455A Pending JP2008207213A (ja) | 2007-02-27 | 2007-02-27 | 溶接装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008207213A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2963899A1 (fr) * | 2010-08-17 | 2012-02-24 | Air Liquide | Procede et dispositif de soudage a l'arc avec une torche mig /mag associee a une torche tig |
| CN103008835A (zh) * | 2012-11-29 | 2013-04-03 | 北京工业大学 | 一种耦合电弧的短路过渡焊接系统及其控制方法 |
| US20130228555A1 (en) * | 2012-03-02 | 2013-09-05 | Lincoln Global, Inc. | Synchronized hybrid gas metal arc welding with tig/plasma welding |
| US20130299463A1 (en) * | 2010-08-05 | 2013-11-14 | Taiyo Nippon Sanso Corporation | Hybrid welding method and welding torch for hybrid welding |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5334653A (en) * | 1976-09-13 | 1978-03-31 | Kobe Steel Ltd | Arc welding |
| JPS58184069A (ja) * | 1982-04-23 | 1983-10-27 | Hitachi Ltd | 多電極スイツチング溶接法 |
| JP2003181679A (ja) * | 2001-12-13 | 2003-07-02 | Mitsubishi Heavy Ind Ltd | 溶接方法、被覆物の除去方法、被覆物除去装置 |
| JP2004001033A (ja) * | 2002-05-31 | 2004-01-08 | Daihen Corp | 2電極パルスアーク溶接制御方法 |
-
2007
- 2007-02-27 JP JP2007046455A patent/JP2008207213A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5334653A (en) * | 1976-09-13 | 1978-03-31 | Kobe Steel Ltd | Arc welding |
| JPS58184069A (ja) * | 1982-04-23 | 1983-10-27 | Hitachi Ltd | 多電極スイツチング溶接法 |
| JP2003181679A (ja) * | 2001-12-13 | 2003-07-02 | Mitsubishi Heavy Ind Ltd | 溶接方法、被覆物の除去方法、被覆物除去装置 |
| JP2004001033A (ja) * | 2002-05-31 | 2004-01-08 | Daihen Corp | 2電極パルスアーク溶接制御方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130299463A1 (en) * | 2010-08-05 | 2013-11-14 | Taiyo Nippon Sanso Corporation | Hybrid welding method and welding torch for hybrid welding |
| JP5589079B2 (ja) * | 2010-08-05 | 2014-09-10 | 大陽日酸株式会社 | 複合溶接方法 |
| FR2963899A1 (fr) * | 2010-08-17 | 2012-02-24 | Air Liquide | Procede et dispositif de soudage a l'arc avec une torche mig /mag associee a une torche tig |
| US20130228555A1 (en) * | 2012-03-02 | 2013-09-05 | Lincoln Global, Inc. | Synchronized hybrid gas metal arc welding with tig/plasma welding |
| WO2013136158A1 (en) * | 2012-03-02 | 2013-09-19 | Lincoln Global, Inc. | Synchronized hybrid gas metal arc welding with tig/plasma welding |
| CN104144762A (zh) * | 2012-03-02 | 2014-11-12 | 林肯环球股份有限公司 | 利用tig/等离子体焊接的同步混合气体保护金属极弧焊 |
| US9283635B2 (en) | 2012-03-02 | 2016-03-15 | Lincoln Global, Inc. | Synchronized hybrid gas metal arc welding with TIG/plasma welding |
| CN103008835A (zh) * | 2012-11-29 | 2013-04-03 | 北京工业大学 | 一种耦合电弧的短路过渡焊接系统及其控制方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3196715U (ja) | 同期した磁気アーク誘導及び溶接 | |
| JP5234042B2 (ja) | アーク溶接方法およびその装置 | |
| JP5278634B2 (ja) | アーク溶接制御方法およびアーク溶接装置 | |
| JP5292459B2 (ja) | 短絡アーク溶接プロセスの間に溶接入熱を増加する方法及びシステム | |
| CN104245210B (zh) | 前后排列的掩弧焊 | |
| JP6945290B2 (ja) | スパッタを低減したac溶接用の溶接システム | |
| JP2017144480A (ja) | アーク溶接方法及びアーク溶接装置 | |
| JP2014200818A (ja) | アーク溶接方法およびアーク溶接装置 | |
| JP6524412B2 (ja) | アーク溶接制御方法 | |
| JP2008207213A (ja) | 溶接装置 | |
| JP2011206794A (ja) | プラズマミグ溶接方法 | |
| JP4890179B2 (ja) | プラズマミグ溶接方法 | |
| JP2010155251A (ja) | プラズマgma溶接方法 | |
| JP2005081387A (ja) | Tig溶接装置及び方法 | |
| JP5154872B2 (ja) | パルスアーク溶接の出力制御方法 | |
| JP2010194566A (ja) | Gma溶接方法 | |
| JP5851798B2 (ja) | 消耗電極アーク溶接のくびれ検出時電流制御方法 | |
| JP4053753B2 (ja) | 多電極パルスアーク溶接制御方法及び溶接装置 | |
| JP2013094850A (ja) | アーク溶接制御方法およびアーク溶接装置 | |
| JP4342689B2 (ja) | 多電極パルスアーク溶接制御方法及び溶接装置 | |
| JP2019072744A (ja) | Mig溶接方法及びmig溶接装置 | |
| JP2002263838A (ja) | 多電極パルスアーク溶接制御方法及び溶接装置 | |
| JP5926589B2 (ja) | プラズマミグ溶接方法 | |
| JP2019034333A (ja) | パルスアーク溶接方法、溶接物の製造方法および溶接用電源装置 | |
| JP2011110600A (ja) | プラズマミグ溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091214 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091214 |
|
| A977 | Report on retrieval |
Effective date: 20110908 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110913 |
|
| A521 | Written amendment |
Effective date: 20111110 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111227 |