JP4890179B2 - プラズマミグ溶接方法 - Google Patents
プラズマミグ溶接方法 Download PDFInfo
- Publication number
- JP4890179B2 JP4890179B2 JP2006262094A JP2006262094A JP4890179B2 JP 4890179 B2 JP4890179 B2 JP 4890179B2 JP 2006262094 A JP2006262094 A JP 2006262094A JP 2006262094 A JP2006262094 A JP 2006262094A JP 4890179 B2 JP4890179 B2 JP 4890179B2
- Authority
- JP
- Japan
- Prior art keywords
- plasma
- arc
- mig
- welding
- current
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003466 welding Methods 0.000 title claims description 61
- 238000000034 method Methods 0.000 title claims description 16
- 239000000463 material Substances 0.000 claims description 11
- 239000011324 bead Substances 0.000 description 32
- 230000035515 penetration Effects 0.000 description 7
- 229910018134 Al-Mg Inorganic materials 0.000 description 4
- 229910018467 Al—Mg Inorganic materials 0.000 description 4
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
Images



Landscapes
- Arc Welding In General (AREA)
Description
前記プラズマアークに通電するプラズマ電流を予め定めた周波数でパルス状に変化させ、前記プラズマ電流の平均値を略一定値に維持したままで、継手部のギャップが第1の値であるときの前記周波数を前記ギャップが前記第1の値よりも大きな値の第2の値であるときの前記周波数よりも高く設定する、
ことを特徴とするプラズマミグ溶接方法である。
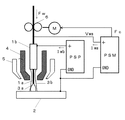
図1は、本発明の実施の形態1に係るプラズマミグ溶接装置の構成図である。以下、同図を参照して説明する。
図4は、継手部にギャップが存在するワークに対して上述した実施の形態1に係るプラズマミグ溶接方法を適用したときのワーク及びビードの外観図である。同図(A)は溶接前のワークの外観を示し、継手部のギャップは溶接方向に対して前半部は0mmであり後半からは次第に大きくなる。同図(B)は溶接後のビード外観を示し、同図(C)はギャップ0mm部のビード断面を示す。同図は、溶接ワイヤにAl−Mg合金ワイヤ(A5356、1.2mm径)を使用し、母材に板厚6mmのAl−Mg合金板(A5052)を使用した場合である。図2に示すプラズマ電流の波形パラメータは、Iav=100A、Ip=150A、Ib=50A、Tp=Tbのときである。ミグアーク電流Iwaは100A(送給速度Fw=10m/分)であり、ミグアーク電圧Vwaは19Vであり、溶接速度は30cm/分のときである。
1b プラズマ電極
2 母材
3a ミグアーク
3b プラズマアーク
4 プラズマノズル
5 シールドノズル
6 送給ロール
f 周波数
Fc 送給制御信号
Fw 送給速度
Iav プラズマ電流の平均値
Ib ベース電流
Ip ピーク電流
Iwa ミグアーク電流
Iwb プラズマ電流
M 送給モータ
PSM ミグ溶接電源
PSP プラズマ溶接電源
Tb ベース期間
Tp ピーク期間
Vwa ミグアーク電圧
Claims (1)
- 非消耗のプラズマ電極と母材との間にプラズマアークを発生させると共に、前記プラズマ電極を中空形状としその中空内を通って絶縁された消耗電極を送給し、前記消耗電極と母材との間にミグアークを発生させて溶接するプラズマミグ溶接方法において、
前記プラズマアークに通電するプラズマ電流を予め定めた周波数でパルス状に変化させ、前記プラズマ電流の平均値を略一定値に維持したままで、継手部のギャップが第1の値であるときの前記周波数を前記ギャップが前記第1の値よりも大きな値の第2の値であるときの前記周波数よりも高く設定する、
ことを特徴とするプラズマミグ溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006262094A JP4890179B2 (ja) | 2006-09-27 | 2006-09-27 | プラズマミグ溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006262094A JP4890179B2 (ja) | 2006-09-27 | 2006-09-27 | プラズマミグ溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008080355A JP2008080355A (ja) | 2008-04-10 |
| JP4890179B2 true JP4890179B2 (ja) | 2012-03-07 |
Family
ID=39351732
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006262094A Expired - Fee Related JP4890179B2 (ja) | 2006-09-27 | 2006-09-27 | プラズマミグ溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4890179B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010155251A (ja) * | 2008-12-26 | 2010-07-15 | Daihen Corp | プラズマgma溶接方法 |
| JP5410121B2 (ja) * | 2009-03-10 | 2014-02-05 | 株式会社ダイヘン | 2電極アーク溶接のアークスタート制御方法 |
| JP5557515B2 (ja) * | 2009-12-08 | 2014-07-23 | 株式会社ダイヘン | プラズマミグ溶接方法 |
| CN102126077B (zh) * | 2010-01-12 | 2014-09-17 | 株式会社大亨 | 等离子金属惰性气体电弧焊接方法 |
| JP5558881B2 (ja) * | 2010-03-29 | 2014-07-23 | 株式会社ダイヘン | プラズマミグ溶接方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49119847A (ja) * | 1973-03-19 | 1974-11-15 | ||
| JPH03477A (ja) * | 1989-05-25 | 1991-01-07 | Toshiba Corp | 複合熱源による溶接装置 |
| JP3004889B2 (ja) * | 1995-03-06 | 2000-01-31 | 株式会社三社電機製作所 | 非消耗電極式アーク溶接機 |
| JP3531889B2 (ja) * | 1995-12-14 | 2004-05-31 | 日鐵溶接工業株式会社 | 揺動式プラズマト−チ |
| JP2001018067A (ja) * | 1999-07-07 | 2001-01-23 | Hitachi Ltd | 狭開先溶接法及び装置 |
| JP3902419B2 (ja) * | 2001-05-11 | 2007-04-04 | 株式会社日立製作所 | アーク溶接方法及びアーク溶接装置 |
| JP2005111539A (ja) * | 2003-10-09 | 2005-04-28 | Daihen Corp | プラズマアーク溶接方法 |
-
2006
- 2006-09-27 JP JP2006262094A patent/JP4890179B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008080355A (ja) | 2008-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3203668U (ja) | タンデムホットワイヤシステム | |
| CA2858104C (en) | Dc electrode negative rotating arc welding method and system | |
| EP3126084B1 (en) | System and method of welding with use of ac welding waveform and enhanced consumable to improve welding of galvanized workpiece | |
| US9782850B2 (en) | Method and system to start and use combination filler wire feed and high intensity energy source for welding | |
| US9718147B2 (en) | Method and system to start and use combination filler wire feed and high intensity energy source for root pass welding of the inner diameter of clad pipe | |
| KR102134045B1 (ko) | 적응식 회전 아크 용접 방법 및 시스템 | |
| US20130327749A1 (en) | Method and system to start and use combination filler wire feed and high intensity energy source for welding aluminum to steel | |
| US20100012638A1 (en) | TIG Braze-Welding With Metal Transfer In Drops At A Controlled Frequency | |
| JPH11226730A (ja) | 消耗電極式の交流ガスシールド溶接方法および装置 | |
| JP2009208137A (ja) | プラズマミグ溶接方法 | |
| JP5410121B2 (ja) | 2電極アーク溶接のアークスタート制御方法 | |
| JP4890179B2 (ja) | プラズマミグ溶接方法 | |
| JP2012071334A (ja) | 交流パルスアーク溶接制御方法 | |
| Rosado et al. | Innovations in arc welding | |
| JP4391877B2 (ja) | 入熱制御直流アーク溶接/パルスアーク溶接切換溶接方法 | |
| JP2007237225A (ja) | 薄鋼板の高速ホットワイヤ多電極tig溶接方法 | |
| JP5557515B2 (ja) | プラズマミグ溶接方法 | |
| JP2011110604A (ja) | パルスアーク溶接方法及び溶接装置 | |
| JP7000790B2 (ja) | Mig溶接方法及びmig溶接装置 | |
| JP2009166109A (ja) | 2電極アーク溶接のクレータ処理方法 | |
| JP2007237224A (ja) | 薄鋼板のtig溶接方法 | |
| JP2004050228A (ja) | アークスポット溶接方法および装置 | |
| KR101253966B1 (ko) | 탄뎀 일렉트로 가스 아크 용접 방법 | |
| JP2010172958A (ja) | プラズマgma溶接方法 | |
| WO2020202508A1 (ja) | Mig溶接方法及びmig溶接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090826 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110616 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110726 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111213 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4890179 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141222 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |